1.本发明涉及电芯及其制造方法,尤其涉及电芯的散热及加热构造。
背景技术:
2.锂离子电池是目前储能产品开发中最可行的技术路线。锂离子电池具有能量密度大、自放电小、没有记忆效应、工作温度范围宽、可快速充放电、使用寿命长、没有环境污染等优点,被称为绿色电池。
3.但是,锂离子电池存在工作温度范围。在环境温度较低的情况下,需要对锂离子电池进行加热以迅速达到工作温度。另一方面,锂离子电池在充放电时,电池本身及通路上的零件会产生大量热量,如果这些热量无法及时散热,会造成电池内部温度持续上升,当温度超过阈值后会严重降低锂离子电池的充放电次数与性能,从而影响其使用寿命。
4.目前,对于锂离子电池的加热与散热方式主要是基于电池模组或电芯级别的,例如有ptc加热器、加热膜、加热板、冷媒直热等加热方式,以及自然冷却、液冷、风冷、相变冷却等散热方式。
5.例如在专利文献1中公开了一种电池的散热结构,其包括电池主体、安装框架和相变蓄能板,在安装框架底部端面开设有散热槽,相变蓄能板固定安装在散热槽内部,并对应相变蓄能板设置有散热片,安装框架对应相变蓄能板的底部端面设置有散热鳍片,散热鳍片的末端延长出安装框架设置。
6.此外,在专利文献2中公开了一种用于软包锂离子电池或方形锂离子电池的散热结构,在电芯之间设置有散热板,并且散热板伸出到电池的外部。
7.但是,对比文件1和对比文件2均是基于电池组或电芯级别的加热或散热,存在加热或散热效率较低的问题。例如,在电池的散热时,热量首先从电池内部传导至外壳,然后由外壳传导至外界。并且,电池与外壳的接触未必良好,导致热阻变大,电芯内部的温度容易变得过高。特别是,由于电池内部的多层各向异性,层间热阻较大,导致散热效率较低。
8.如专利文献1及专利文献2所记载,当热量从电池组或电芯的内部传导至外壳后,在现有技术中已经探讨了将传递至外壳的热量散热的多种方案。但是,从电池组或电芯的内部向外壳的热量传递效率(加热的情况下,从外壳向电池组或电芯的内部)较低的情况下,现有技术无法进一步提高散热或加热效率。随着电池技术的发展,大倍率充电逐渐普及,充放电过程中的发热量比过去大幅地增加,散热管理成为问题。
9.现有技术文献
10.专利文献
11.专利文献1:cn212113801u
12.专利文献2:cn211088452u
技术实现要素:
13.本发明是为解决现有技术中电芯的散热及加热效率不高这个问题而提出的,其目
的在于,提供一种能够提高电池散热及加热效率的电芯、电池模组及电芯的制造方法。
14.为了实现上述目的,本发明提供一种电芯,其特征在于,具备:
15.多个大小、形状相同的电化学构件;
16.电芯壳体,构成为至少一侧开口的箱状,用于容纳多个所述电化学构件;
17.麦拉膜,以包裹多个所述电化学构件的方式设置于多个所述电化学构件和所述电芯壳体之间;以及
18.电芯盖板,将所述电芯壳体的至少一侧开口封闭,并且具有正极端子和负极端子,
19.所述电化学构件具有:
20.电化学构件主体,构成为大致扁平状,由正极集流体、负极集流体、电解液、外包层构成,所述正极集流体和所述负极集流体均包含金属箔而构成;
21.正极极耳,由与所述正极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部并与所述电芯盖板的所述正极端子连接,剩余的部分位于所述电化学构件的内部;
22.负极极耳,与所述正极极耳设置在所述电化学构件主体的同侧,由与所述负极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部并与所述电芯盖板的所述负极端子连接,剩余的部分位于所述电化学构件的内部;
23.外包层,由绝缘性材料构成,包裹所述电化学构件主体;以及
24.至少一个导热构件,用于对所述电化学构件进行加热或散热,
25.所述导热构件的至少一部分位于所述电化学构件的内部,所述导热构件的至少一部分位于所述电化学构件的外部并与所述电芯壳体接触。
26.此外,优选为,所述电化学构件是采用卷绕工艺制成的卷芯或采用堆叠工艺制成的叠片,在所述正极集流体及所述负极集流体中,在金属箔上还层叠有正极材料及负极材料和隔膜。
27.此外,优选为,所述导热构件由与所述正极集流体或所述负极集流体相同的材料,与所述正极集流体或所述负极集流体一体地形成。
28.此外,优选为,所述导热构件的位于所述电化学构件的外部的部分通过焊接而接合。
29.此外,优选为,当所述电化学构件是卷芯时,所述导热构件在所述电化学构件上设置在所述正极极耳及所述负极极耳的同侧或对侧。
30.当所述电化学构件是叠片时,所述导热构件在所述电化学构件上设置在任意位置,且所述导热构件的数量和方向不限。
31.此外,优选为,所述导热构件由所述正极集流体的金属箔和所述负极集流体的金属箔之中的至少一个在模切阶段预先形成,
32.所述导热构件由所述正极集流体的金属箔和所述负极集流体的金属箔之中的所述负极集流体的金属箔形成的情况下,在所述导热构件的与所述电芯壳体接触的一侧设置有绝缘材料,
33.所述导热构件由所述正极集流体的金属箔和所述负极集流体的金属箔之中的两个分别形成的情况下,在两个所述导热构件之间设置间距,或者在两个所述导热构件之间设置绝缘材料。
34.此外,优选为,所述导热构件由薄片状的导热材料形成,在所述卷芯的卷绕工艺中或者所述叠片的堆叠工艺中,将所述薄片状的导热材料插入在所述电化学构件的内部。
35.此外,优选为,当所述电化学构件是卷芯时,所述导热构件在所述电化学构件上设置在所述正极极耳及所述负极极耳的同侧或对侧。
36.当所述电化学构件是叠片时,所述导热构件在所述电化学构件上设置在任意位置,且所述导热构件的数量和方向不限。
37.此外,优选为,当所述电化学构件是采用卷绕工艺制成的卷芯时,所述卷芯的卷绕工艺中的卷针兼用作所述导热构件。
38.在另一形态中,本发明是一种电芯的制造方法,用于制造电芯,其特征在于,
39.所述电芯具备:
40.多个大小、形状相同的电化学构件;
41.电芯壳体,构成为至少一侧开口的箱状,用于容纳多个所述电化学构件;
42.麦拉膜,以包裹多个所述电化学构件的方式设置于多个所述电化学构件和所述电芯壳体之间;以及
43.电芯盖板,将所述电芯壳体的至少一侧开口封闭,并且具有正极端子和负极端子,
44.所述电化学构件具有:
45.电化学构件主体,构成为大致扁平状,由正极集流体、负极集流体、电解液、外包层构成,所述正极集流体和所述负极集流体均包含金属箔而构成;
46.正极极耳,由与所述正极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部并与所述电芯盖板的所述正极端子连接,剩余的部分位于所述电化学构件的内部;
47.负极极耳,与所述正极极耳设置在所述电化学构件主体的同侧,由与所述负极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部并与所述电芯盖板的所述负极端子连接,剩余的部分位于所述电化学构件的内部;
48.外包层,由绝缘性材料构成,包裹所述电化学构件主体;以及
49.至少一个导热构件,用于对所述电化学构件进行加热或散热,
50.所述导热构件的至少一部分位于所述电化学构件的内部,所述导热构件的至少一部分位于所述电化学构件的外部并与所述电芯壳体接触;
51.所述电芯的制作方法包括如下的步骤:
52.采用所述正极集流体的金属箔和所述负极集流体的金属箔之中的至少一个在模切阶段预先形成导热构件;
53.采用卷绕工艺或采用堆叠工艺形成所述电化学构件的所述电化学构件主体、所述正极极耳、所述负极极耳、以及所述导热构件,从而形成电化学构件;
54.使用麦拉膜包裹多个电化学构件,从而形成多个所述电化学构件的接合构造;
55.使所述导热构件的至少一部分穿过所述麦拉膜后,将多个所述电化学构件的接合构造装入所述电芯壳体中;以及
56.使用所述电芯盖板封盖所述电芯壳体的开口一侧。
57.在本发明的另一形态中,提供一种电芯的制造方法,用于制造电芯,其特征在于,
58.所述电芯具备:
59.至少一个大小、形状相同的电化学构件,所述电化学构件具有主体部分;
60.正极极耳,由正极集流体构成且至少一部分露出于所述电化学构件的主体部分;
61.负极极耳,由负极集流体构成且至少一部分露出于所述电化学构件的主体部分;
62.电芯壳体,构成为至少一侧开口的箱状,用于容纳至少一个所述电化学构件;
63.麦拉膜,以包裹至少一个所述电化学构件的方式设置于至少一个所述电化学构件和所述电芯壳体之间;
64.电芯盖板,将所述电芯壳体的至少一侧开口封闭,并具有与所述正极极耳和所述负极极耳分别连接的正极端子和负极端子;以及
65.至少一个作为导热构件的卷针,用于对所述电芯进行加热或散热,所述导热构件的至少一部分位于所述电化学构件的内部,所述导热构件的至少一部分位于所述电化学构件的外部并与所述电芯壳体接触;
66.所述电芯的制作方法包括如下的步骤:
67.以卷针为基准,采用卷绕工艺形成所述电化学构件的所述主体部分、所述正极极耳、所述负极极耳,从而形成电化学构造;
68.使用麦拉膜包裹多个电化学构件,从而形成多个所述电化学构件的接合构造;
69.使所述卷针的卷针脚穿过所述麦拉膜后,将多个所述电化学构件的接合构造装入所述电芯壳体中;以及
70.使用所述电芯盖板封盖所述电芯壳体的开口一侧。
71.在本发明的另一形态中,提供一种电化学构件,其特征在于,具备:
72.电化学构件主体,构成为大致扁平状,由正极集流体、负极集流体、电解液、外包层构成,所述正极集流体和所述负极集流体均通过金属箔形成;
73.正极极耳,由与所述正极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部,剩余的部分位于所述电化学构件的内部;
74.负极极耳,由与所述负极集流体一体的金属箔形成,其一部分露出于所述电化学构件主体的外部,剩余的部分位于所述电化学构件的内部;
75.外包层,由绝缘性材料构成,包裹所述电化学构件主体;以及
76.至少一个导热构件,用于对所述电化学构件进行加热或散热,所述导热构件的至少一部分位于所述电化学构件的内部,所述导热构件的至少一部分位于所述电化学构件的外部。
77.技术效果:
78.通过本发明设置在电芯内部的电化学构件内部的导热构件,能够将电芯的热量、特别是电芯内部的热量高效率传导至外部,能够快速地实现电芯的加热及散热。
79.另外通过正极集流体的金属箔和负极集流体的金属箔之中的至少一个在模切阶段预先形成导热构件,可以省去用其他材料再制造导热构件的工序,在实现电芯的轻量化、提高了能量密度。
80.采用插入薄片式的导热材料形成的导热构件至电化学构件内部制成的电芯,工序简单,并且能够将电芯的热量、特别是电芯内部的热量高效率传导至外部,能够快速地实现电芯的加热及散热。
81.利用卷针作为导热构件,省工序也省材料,而且方便好执行,通过简单的结构设置
等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
105.本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用词典中定义的术语应当被理解为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非本文有明确地这样定义。
106.对于相关领域普通技术人员已知的技术、方法和设备可能不作为详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
107.首先说明电芯的基本概念。电芯是构成电池模组的基本单位,一个电池模组通常包含多个电芯。电芯在内部包含至少一个电化学构件,该电化学构件可以是采用卷绕工艺形成的卷芯或采用堆叠工艺形成的叠片。本实施方式中所称的电芯是以电化学构件作为基本单位的锂离子电芯。锂离子电池是一种二次电池(充电电池),它主要依靠锂离子在正极和负极之间移动来工作。在充放电过程中,li 在两个电极之间往返嵌入和脱嵌:充电时,li 从正极脱嵌,经过电解质嵌入负极,负极处于富锂状态;放电时则相反。
108.实施方式1
109.以下参照附图详细说明实施方式1。
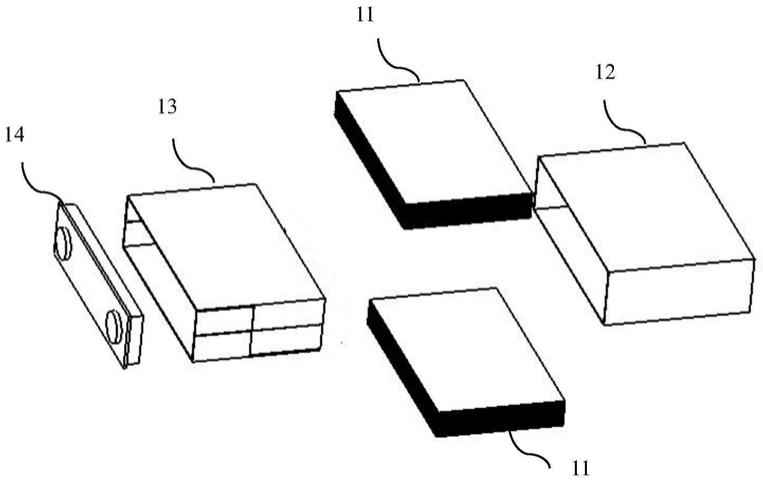
110.图1是本实施方式的电芯的分解立体图。如图1所示,本发明的电芯1包括:多个电化学构件11、电芯壳体12、麦拉膜13、以及电芯盖板14。此外,在图1中,省略了极耳和导热构造等的图示。
111.如前述那样,在本实施方式中,多个电化学构件11是构成为扁平状的卷芯或叠片。虽然未图示,但是卷芯是由负极金属箔、隔膜、正极金属箔、隔膜经叠加后卷绕制成,而叠片是将由负极金属箔、隔膜、正极金属箔、隔膜构成的薄片叠放多个而成。负极金属箔作为一例采用铝,正极金属箔作为一例采用镍。负极金属箔构成负极集流体,正极金属箔构成正极集流体。通过正极和负极之间的离子移动来实现电芯1的充电及放电。此外,在通常的情况下,正极金属箔为零电位(接地)。
112.在电化学构件11为卷芯的情况下,电化学构件11构成为扁平的大致长方体状,具有大致平坦的上表面和下表面、以及上表面和下表面之间的多个侧面(在本实施方式中为4个侧面)。实际情况下,由于卷芯是通过卷绕工艺制成,因此卷芯的四个侧面中的两个侧面稍稍呈圆弧状。在将电化学构件11的厚度方向定义为z轴方向的情况下,多个电化学构件11以在z轴方向上重叠的方式配置在电芯壳体12的内部。
113.另一方面,在电化学构件11为叠片的情况下,可以将由负极金属箔、隔膜、正极金属箔、隔膜构成的薄片叠放多个后,预先进行捆扎而成为叠片包。这种情况下,电化学构件11指的是叠片包。与前述的卷芯类似,叠片包构成为扁平的大致长方体状,具有大致平坦的上表面和下表面、以及上表面和下表面之间的多个侧面(在本实施方式中为4个侧面)。但是,与卷绕工艺不同,在叠片的情况下,由于采用叠放工艺,因此四个侧面均大致平坦。与卷芯的情况同样,在将电化学构件11的厚度方向定义为z轴方向的情况下,多个电化学构件11(叠片包)以在z轴方向上重叠的方式配置在电芯壳体12的内部。
114.此外,也可以不将由负极金属箔、隔膜、正极金属箔、隔膜构成的薄片叠放多个后,预先进行捆扎而成为叠片包。这种情况下,电化学构件11指的是多个由负极金属箔、隔膜、
正极金属箔、隔膜构成的薄片的叠放体。
115.电化学构件11的个数可以根据实际情况来设计,在本实施方式中,为了便于图示,以电芯1具备2个电化学构件11为例进行说明。但是,电化学构件11的个数不限于2个,也可以多于2个。
116.电芯壳体12构成为至少一侧开口的大致箱状,在通常的例子中,电芯壳体12构成为长方体状。电芯壳体12的长宽尺寸与电化学构件11的长宽尺寸匹配,电芯壳体12的厚度尺寸(即前述的z轴方向的尺寸)与所要容纳的多个电化学构件11的厚度尺寸(即前述的z轴方向的尺寸)、以及后述的导热构件15的厚度尺寸的总和匹配。电芯壳体12的至少一侧开口用于安装电芯盖板14。因此,电芯壳体12具有大致平坦的上面及下面、以及上面及下面之间的3个侧面。在本实施方式中,电芯壳体12仅一侧开口,即后述的正极端子和负极端子在同一侧露出。但是,电芯壳体12也可以两侧以上开口,后述的正极端子和负极端子在不同侧露出,或者还设有其他用途的开口。在通常的例子中,电芯壳体12为铝制壳体。值得说明的是,由于在通常的例子中正极金属箔为零电位,因此正极金属箔与电芯壳体12之间一般不需要绝缘,但是负极金属箔和电芯壳体12之间需要绝缘。
117.麦拉膜13是一种聚酯薄膜,用于实现电化学构件11的绝缘、防腐蚀等。此外,在将多个电化学构件11在z轴方向上重叠的状态下,麦拉膜13包覆多个电化学构件11,从而实现电化学构件11的捆扎。换句话说,多个电化学构件11在被麦拉膜13包覆的状态下容纳在电芯壳体12中。此外,在麦拉膜13上预先设置了供后述的导热构件穿过的狭缝。
118.电芯盖板14将电芯壳体12的至少一侧开口封闭。此外,电芯盖板14上设置有用于连接正极极耳112和负极极耳113的正极端子和负极端子,用于外部引线的连接。
119.接下来参照图2详细说明电化学构件11的结构。图2中左侧是电化学构件11的立体图,图2中右侧是电化学构件11的侧视图。如前述那样,电化学构件11是采用卷绕工艺形成的卷芯或采用堆叠工艺形成的叠片。电化学构件11包括:电化学构件主体111、正极极耳112、负极极耳113、以及导热构件114。
120.电化学构件主体111由负极金属箔、隔膜、正极金属箔、隔膜经叠加后卷绕(即卷芯)后,或者由负极金属箔、隔膜、正极金属箔、隔膜叠放(即叠片)后,构成为大致扁平状。在本实施方式中,以卷芯为例进行说明。由于卷芯工艺的特点,所形成的电化学构件主体111的侧边为圆弧状。
121.正极极耳112和负极极耳113是电化学构件11向外部的连接端子,分别由与正极集流体和负极集流体中的金属箔一体的金属箔制成。具体地说,在制作电化学构件11时,在准备正极集流体和负极集流体的金属箔时,除电化学构件主体111中的正极集流体和负极集流体之外,还预留出(预切出)正极极耳112和负极极耳113的部分。通过卷绕工艺形成卷芯、或者通过叠放工艺形成叠片之后,正极极耳112和负极极耳113位于电化学构件主体111的外部,作为外部连接端子起作用。
122.从便于与外部连接的观点出发,正极极耳112和负极极耳113优选为位于电化学构件主体111的同一侧。但是,正极极耳112和负极极耳113的布置不限于此,也可以位于电化学构件主体111的不同侧。
123.另一方面,通过卷绕工艺形成卷芯、或者通过叠放工艺形成叠片之后,正极极耳112和负极极耳113成为金属箔多层叠放的状态。此外,由于正极集流体和负极集流体为交
替叠放状,因此形成正极集流体的金属箔和形成负极集流体的金属箔也成为交替叠放状。此外,正极极耳112和负极极耳113分别由与正极集流体的金属箔和负极集流体的金属箔一体的金属箔形成,因此,在形成正极极耳112的多片金属箔之间、以及形成负极极耳113的多片金属箔存在少许间隙。从极耳的稳定性、耐久性的观点出发,优选为将正极极耳112和负极极耳113的金属箔通过焊接捏合在一起,从而形成块状的极耳。
124.此外,关于正极极耳112和负极极耳113从电化学构件主体111的突出高度并没有限制,只要能够确保与电芯盖板14的正极端子及负极端子的连接即可。从电芯轻量化的观点出发,优选为数毫米程度。
125.接下来,结合图2详细说明导热构件114。导热构件114优选设置在电化学构件主体111的、与设置有正极极耳112和负极极耳113的一侧相反的一侧。导热构件114的一部分位于电化学构件主体111的内部,剩余的部分位于电化学构件主体111的外部。导热构件114也由金属箔形成。作为导热构件114的设置方式,可以在卷芯的卷绕工艺或者叠片的叠放工艺中,在每次卷绕或叠放时将用于形成导热构件114的金属箔插入在形成正极集流体和负极集流体的金属箔中。因此,形成导热构件114的金属箔也是多片叠放状。这种情况下,在卷芯或叠片的加工工艺中需要有插入导热构件114的金属箔的工序。
126.另一方面,在本实施方式的另一形态中,导热构件114采用与正极集流体及/或负极集流体的金属箔一体的金属箔构成。即,正极集流体(或负极集流体)、正极极耳(或负极极耳)、导热构件均由同一金属箔形成。这种情况下,在卷芯或叠片的加工工艺中不需要插入导热构件114的金属箔的工序。但是,在金属箔的准备工序中,除了前述的正极极耳112和负极极耳113之外,还需要预留出(预切出)用于形成导热构件114的部分。
127.在本实施方式中,如图2中的侧视图所示,将导热构件114的从电化学构件主体111伸出的部分弯折。在安装状态下,导热构件114穿过麦拉膜13,与电芯壳体12直接接触。由此,能够将电化学构件11内部的热有效地经由导热构件114导热至电芯壳体12。另一方面,在极寒地区等首次上电时需要对电芯进行加热的情况下,也能够经由导热构件114快速地对电化学构件11进行加热。
128.此外,由于导热构件114的从电化学构件主体111伸出的部分弯折,因此导热构件114与电芯壳体12的接触为面接触,有效地扩大了导热面积,从而提高了导热效率。另一方面,如前述那样,导热构件114设置在电化学构件主体111的、与设置有正极极耳112和负极极耳113的一侧相反的一侧。在使用状态下,正极极耳112和负极极耳113位于电化学构件11的重力方向的上侧,导热构件114位于电化学构件11的重力方向的下侧。因此,能够利用电化学构件11自身的重力将导热构件114压合到电芯壳体12的底面上,能够进一步确保导热构件114的导热性能。
129.此外,与另行插入金属箔来形成导热构件114的情况相比,利用正极集流体或负极集流体本身的金属箔来形成导热构件114,能够降低电化学构件11的重量,同时避免电芯容量的降低。此外,利用正极集流体或负极集流体本身的金属箔来形成导热构件114,能够用最直接的路径将电化学构件11的内部的热传导至外部,极大地提高了散热效果。
130.此外,利用正极集流体或负极集流体本身的金属箔来形成导热构件114的情况下,可以利用正极集流体和负极集流体之中的一个的金属箔来形成导热构件114。这种情况下,在正极集流体或负极集流体的准备工序中,预先将正极集流体或负极集流体之中的一个的
金属箔预留出(预切出)用于形成导热构件114的金属箔。如图2所示,形成的导热构件114为单一的导热构件。
131.另外,与正极极耳112和负极极耳113的情况同样,从导热构件114的稳定性、耐久性的观点出发,优选为将导热构件114的金属箔通过焊接捏合在一起,从而形成块状的导热构件。
132.本发明的发明人通过cae模拟,对比了本发明与现有技术的效果区别。如图3所示,图中左侧为本发明的、导热构件114设置于电芯1的电化学构件11内部的结构的电芯工作温度模拟结果,图中右侧为现有技术的、导热结构设置于电芯外部的电芯工作温度模拟结果。主要区别在于,现有技术中均是将导热结构用于两个或者多个电芯之间,导热结构与电芯之间属于平级关系,两者只是物理形态上的关联。相比外部散热,导热构件114设置于电芯1内部、特别是电化学构件11的内部,能够极大地提升电池的导热能力。自然散热是散热能力最弱的环境条件(环境条件分级:自然散热<液冷散热<直冷散热)。
133.变形例1
134.图4是本实施方式的一个变形例。在本变形例中,取代导热构件114而设置导热构件114
‑
1和导热构件114
‑
2。在前述的实施方式中,利用正极集流体和负极集流体之中的一个的金属箔来形成导热构件114。在本变形例中,导热构件114
‑
1和导热构件114
‑
2是由与正极集流体一体的金属箔和与负极集流体一体的金属箔分别形成的导热构件。即,在正极集流体或负极集流体的准备工序中,预先将正极集流体或负极集流体的双方的金属箔均预留出(预切出)用于分别形成导热构件114
‑
1和导热构件114
‑
2的金属箔。由此,形成了与正极集流体(正极极耳112)和负极集流体(负极极耳113)分别对应的导热构件114
‑
1和导热构件114
‑
2。
135.此外,在本变形例中,由于导热构件114
‑
1和导热构件114
‑
2是由与正极集流体一体的金属箔和与负极集流体一体的金属箔分别形成的导热构件,因此在导热构件114
‑
1和导热构件114
‑
2之间设置有间距,或者在两者之间设置有绝缘材料,以防止正极集流体和负极集流体之间的短路。
136.这种情况下,也能够将电化学构件11内部的热有效地经由导热构件114
‑
1和导热构件114
‑
2导热至电芯壳体12。同时,由于对正极集流体或负极集流体的双方的金属箔进行同样的加工,因此能够共用生产线,简化了生产工序。
137.以上基于卷芯的情况说明了本发明的实施方式1及其变形例1。但是,叠片的情况下也同样能够应用本发明。
138.变形例2
139.接下来说明本实施方式的另一变形例。图5是本变形例的立体图。
140.在前述的实施方式1及变形例1中,基于卷芯的情况进行了说明。通过卷绕工艺所形成的卷芯的侧边为圆弧状。另一方面,通过叠放工艺所形成的叠片的侧边为直角状。本变形例是叠片的情况下的导热构件的设置方式的变形例。
141.如图5所示,与实施方式1相比,在本变形例中,取代导热构件114而设置导热构件114
‑
3。导热构件114
‑
3除了设置在正极极耳112和负极极耳113的相反侧伸出,在电化学构件主体111的侧面棱线处也设置。由此,进一步增大了导热构件114
‑
3与电芯壳体12的接触面积,进一步提高了导热效果。
142.实施方式2
143.接下来,参照图6说明本发明的实施方式2的电芯。在前述的实施方式1及其变形例中,说明了在电化学构件11的内部插入导热构件、或者利用电化学构件11的正极集流体及\或负极集流体的金属箔本身来形成导热构件的结构。在本实施方式中,说明利用卷针来形成导热构件的结构。
144.图6是本实施方式的电化学构件11’的示意图。此外,在图6中省略了正极极耳和负极极耳的图示。如图6所示,在本实施方式的电芯中,取代实施方式1中的电化学构件11而采用了电化学构件11’,除此以外的电芯结构与实施方式1相同,因此省略重复的说明。
145.电化学构件11’具备电化学构件主体111’和卷针115(导热构件)。电化学构件主体111’和前述的实施方式1相同,是将负极金属箔、隔膜、正极金属箔、隔膜经叠加后卷绕制成的卷芯。在卷芯的卷绕工艺中,必然存在作为卷绕基准的卷针。在通常的电芯或电化学构件的制作中,在卷绕工艺完成后,需要将卷芯抽出。也就是说,在通常的电芯或电化学构件的制作工艺中,卷针是作为回收部件使用的。但是,在本实施方式中,卷针115在卷绕工艺完成后,仍然留在电化学构件11’的内部,作为电化学构件11’的一个部件。
146.作为卷针,可以采用多种样式。根据电化学构件的形式不同,可以采用针状卷针、棒状卷针、板状卷针等。在本实施方式的说明中,采用板状卷针为例进行说明。但是,其他形式的卷针当然也能够实施本发明。
147.在本实施方式中,卷针115是板状卷针,由绝缘性的材料制成。在本实施方式中,卷芯115作为导热构件起作用,因此由金属等具有导热性的材料制成。此外,卷针115在电化学构件11’的卷绕工艺中还作为成为卷绕基准的卷针起作用。卷针115包括卷针主体115a和卷针脚115b。卷针主体115a构成为面板状,是电化学构件11’的卷针基准,同时相当于导热构件的插入到电化学构件11’的内部的部分。卷针脚115b从卷针主体115a的一个端部朝向与卷针主体垂直的方向弯折。卷针脚115b可以设置1个,也可以设置多个,其弯折的方向没有限制,可以全部朝向同一侧弯折,也可以一部分相对于另一部分朝向相反的方向弯折。在电化学构件11’安装到电芯壳体12内的状态下,卷针脚115b穿过麦拉膜13与电芯壳体12直接接触。因此,卷针脚115b相当于导热构件的从电化学构件11’伸出的部分。
148.根据本实施方式,利用卷芯的卷绕工艺中使用的卷针作为导热构件。因此,不需要额外的工序就能够形成导热构件。并且,卷针115是电化学构件11’的卷绕基准,是正极集流体和负极集流体最紧密接触的部件,因此能够用最直接的路径有效地将电化学构件11’的内部的热传导至外部。即,能够形成卷针主体115a
→
卷针脚115b
→
电芯壳体12的直接导热路径。此外,通过将卷针脚115b从卷针主体115a的一个端部朝向与卷针主体垂直的方向弯折,能够形成卷针脚115b与电芯壳体12的面接触,进一步提高了导热效果。
149.应当理解,以上所述的具体实施例仅用于解释本发明,本发明的保护范围并不限于此,任何熟悉本技术领域的技术人员在本发明/实用新型揭露的技术范围内,根据本发明/实用新型的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明/实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。