1.本发明涉及电子烟技术领域,特别是涉及一种电子烟用玻璃陶瓷复合发热结构及制备方法。
背景技术:
2.电子烟主要用于戒和替代香烟,它可以模拟香烟的味道,但抽电子烟时却不会释放对人体有害的焦油、尼古丁和二手烟雾,它能提高尼古丁替代疗法的戒烟成功率,因此,电子烟在推出不久便受到市场的追捧和国家的重视。电子雾化香烟,其原理为发烟剂在雾化系统的电加热元件上受热气化成高温蒸汽并向开口端喷出,喷出后的蒸汽在大气中膨胀冷凝成烟状的微小液滴,从而形成类似传统卷烟的烟雾。
3.传统的电子烟结构一般包括主机和烟弹,主机用于供电和控制连接烟弹,烟弹内设置烟油和雾化结构,主机控制雾化结构对烟油加热实现烟油的雾化,现有的电子烟发热雾化结构由于结构单一,在使用中是与塑料外壳连接的,整体美观性较差,而且容易出现漏液现象,故可对电子烟雾化发热结构做进一步改进。
技术实现要素:
4.为解决上述问题,本发明提供一种采用玻璃结构,整体美观,结构可靠,可雕刻浮雕等进行装饰的电子烟用玻璃陶瓷复合发热结构及制备方法。
5.本发明所采用的技术方案是:一种电子烟用玻璃陶瓷复合发热结构,包括玻璃底座、焊接于玻璃底座的陶瓷体、及设于陶瓷体的发热元件;所述玻璃底座开设有复合连接腔,所述陶瓷体装设于复合连接腔,所述陶瓷体外部包覆有密封罩,所述玻璃底座开设有通槽,所述通槽连通至复合连接腔,所述发热元件位于复合连接腔。
6.对上述方案的进一步改进为,所述玻璃底座外沿设有图案层,所述玻璃底座两侧设有连接槽,所述复合连接腔设有密封底座,所述密封底座设有吸油棉。
7.对上述方案的进一步改进为,所述玻璃底座靠近复合连接腔开设有倒角,所述倒角位置设置焊接条,所述焊接条将陶瓷体焊接连接。
8.对上述方案的进一步改进为,所述玻璃底座与陶瓷体一体复合烧结成型。
9.对上述方案的进一步改进为,所述陶瓷体背离玻璃底座一面设有储油槽,所述储油槽由下至上逐渐扩大;所述陶瓷体靠近复合连接腔两侧设有密封凹槽,所述密封凹槽套设有密封圈;所述陶瓷体位于密封凹槽上侧设有紧固圈,所述紧固圈与陶瓷体一体成型。
10.对上述方案的进一步改进为,所述陶瓷体开设有通孔,所述通孔贯通于陶瓷体,所述通孔内设有储油棉,所述储油棉储存有烟油。
11.对上述方案的进一步改进为,所述陶瓷体上表面开设有定位台阶、下表面开设有贴片台阶,所述定位台阶设有网板,所述贴片台阶设有复合片。
12.对上述方案的进一步改进为,所述密封罩将网板和复合片包覆,所述密封罩对应通孔开设有避空槽,所述密封罩外沿设有第一密封外唇、顶部设有第二密封外唇。
13.对上述方案的进一步改进为,所述发热元件包括发热片,设于发热片的接触引脚,所述接触引脚朝向延伸,所述发热片呈多个几字形状连接,所述接触引脚穿过玻璃底座并朝下延伸。
14.一种玻璃陶瓷复合发热结构的制备方法,包括所述的电子烟用玻璃陶瓷复合发热结构,
15.制备方法包括如下步骤:
16.步骤s1,制备陶瓷体粗坯,在制备陶瓷体粗坯时也将玻璃底座粗坯制备成型;
17.步骤s2,将陶瓷体粗坯上烧结发热元件;
18.步骤s3,将烧结发热元件后的陶瓷体粗坯装设在玻璃底座粗坯;
19.步骤s4,将陶瓷体粗坯与玻璃底座粗坯进行陶瓷焊接;
20.步骤s5,完成陶瓷焊接后将多余的焊条进行加工;
21.步骤s6,完成焊条加工后将陶瓷体粗坯和玻璃底座粗坯进行烧结,烧结后形成玻璃陶瓷复合发热结构;
22.步骤s1中,制备陶瓷体粗坯,包括如下步骤:
23.步骤01,将硅藻土加入混料机中进行混料,混料2~3分钟后再投入造孔剂,继续混炼30~50分钟,制得带孔硅藻土;
24.步骤02,将制得的带孔硅藻土装入治具中定型,定型过程中通过静压机中静压成型,静压过程中压力控制在60~120mpa,保压时间为5~15分钟,得到带孔坯体;
25.步骤03,将制得的带孔坯体放入加热炉中,将带孔坯体的造孔剂烧除,制得陶瓷体骨架;
26.步骤04,将陶瓷体骨架通过滚筒破碎,将陶瓷体骨架破碎形成80~180目的陶瓷颗粒;
27.步骤05,将陶瓷颗粒加入混料机中,将陶瓷颗粒混料3~5分钟后,再加入4~16份氧化硼、2~12份磷酸二氢铝,通过混料机进行混合,混合时间为30~50分钟,制得多孔陶瓷粉;
28.步骤06,将多孔陶瓷粉加入真空捏炼机中捏炼2~3分钟,后加入0.2~0.8粉的pva和0.1~0.9份的增塑剂dop,混炼30~60分钟后得到可塑性陶瓷料;
29.步骤07,将可塑性陶瓷料静置10~60小时,后放入挤出成型及中,压力设置为1.5~3mpa,挤出成型陶瓷体粗坯。
30.本发明的有益效果是:
31.相比传统的电子烟发热结构,本发明将玻璃底座与陶瓷体结合,并将发热元件设置在陶瓷体上,可进行发热对烟油进行雾化,而玻璃底座可用于结构安装和固定,采用玻璃结构,整体美观,结构可靠,可雕刻浮雕等进行装饰。具体是,设置了玻璃底座、焊接于玻璃底座的陶瓷体、及设于陶瓷体的发热元件;所述玻璃底座开设有复合连接腔,所述陶瓷体装设于复合连接腔,所述陶瓷体外部包覆有密封罩,所述玻璃底座开设有通槽,所述通槽连通至复合连接腔,所述发热元件位于复合连接腔。通过玻璃底座配合陶瓷体形成一个整体,相比采用塑料结构的发热结构质感更强,设置复合连接腔用于连接陶瓷体,同时具有通槽用于发热元件通过,方便接电,还设置密封罩用于结构密封,预防出现漏液现象。
32.玻璃陶瓷复合发热结构的制备方法,包括如下步骤:
33.步骤s1,制备陶瓷体粗坯,在制备陶瓷体粗坯时也将玻璃底座粗坯制备成型;步骤s2,将陶瓷体粗坯上烧结发热元件;步骤s3,将烧结发热元件后的陶瓷体粗坯装设在玻璃底座粗坯;步骤s4,将陶瓷体粗坯与玻璃底座粗坯进行陶瓷焊接;步骤s5,完成陶瓷焊接后将多余的焊条进行加工;步骤s6,完成焊条加工后将陶瓷体粗坯和玻璃底座粗坯进行烧结,烧结后形成玻璃陶瓷复合发热结构;采用焊接后进行烧结形成一体的发热结构,整体结构可靠,使用方便。
附图说明
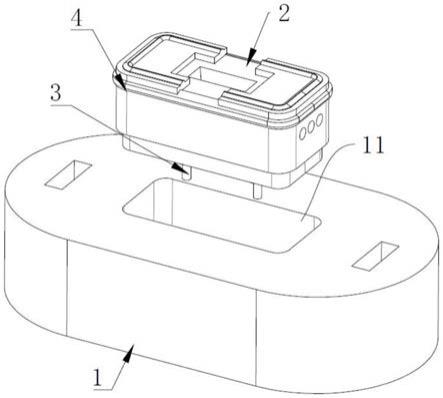
34.图1为本发明玻璃陶瓷发热结构的爆炸示意图;
35.图2为图1中玻璃陶瓷发热结构另一视角的爆炸示意图;
36.图3为图1中玻璃陶瓷发热结构的俯视结构示意图;
37.图4为图3中的a
‑
a的剖视图。
38.附图标记说明:玻璃底座1、复合连接腔11、密封底座111、吸油棉112、通槽12、图案层13、陶瓷体2、储油槽21、密封凹槽22、紧固圈23、通孔24、网板25、复合片26、发热元件3、发热片31、接触引脚32、密封罩4、第一密封外唇41、第二密封外唇42。
具体实施方式
39.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
40.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
41.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
42.如图1~图4所示,一种电子烟用玻璃陶瓷复合发热结构,包括玻璃底座1、焊接于玻璃底座1的陶瓷体2、及设于陶瓷体2的发热元件3;所述玻璃底座1开设有复合连接腔11,所述陶瓷体2装设于复合连接腔11,所述陶瓷体2外部包覆有密封罩4,所述玻璃底座1开设有通槽12,所述通槽12连通至复合连接腔11,所述发热元件3位于复合连接腔11。
43.玻璃底座1外沿设有图案层13,所述玻璃底座1两侧设有连接槽14,所述复合连接腔11设有密封底座111,所述密封底座111设有吸油棉112,通过吸油棉112用于雾化后的冷凝液吸附,预防出现漏液现象,设置图案层13用于提升整体质感,作用装饰。
44.本实施例中,玻璃底座1靠近复合连接腔11开设有倒角,所述倒角位置设置焊接条,所述焊接条将陶瓷体2焊接连接,采用焊接条进行焊接连接,焊接采用为陶瓷焊接,一体性强。
45.另一实施例中,玻璃底座1与陶瓷体2一体复合烧结成型,采用一体烧制成型的结构,结构强度高,一体性腔。
46.陶瓷体2背离玻璃底座1一面设有储油槽21,所述储油槽21由下至上逐渐扩大;通过储油槽21用于导入烟油,方便加热雾化。
47.陶瓷体2靠近复合连接腔11两侧设有密封凹槽22,所述密封凹槽22套设有密封圈;密封凹槽22方便套入密封圈进行密封安装,进而保证结构的密封性。
48.陶瓷体2位于密封凹槽22上侧设有紧固圈23,所述紧固圈23与陶瓷体2一体成型,设置紧固圈23用于提升结构的紧固性和密封性。
49.陶瓷体2开设有通孔24,所述通孔24贯通于陶瓷体2,所述通孔24内设有储油棉,所述储油棉储存有烟油,通孔24和储油棉用于储存烟油,在发热元件3的配合发热下对烟油雾化。
50.陶瓷体2上表面开设有定位台阶、下表面开设有贴片台阶,所述定位台阶设有网板25,所述贴片台阶设有复合片26,通过网板25和复合片26提升结构的接触效果和密封效果,整体结构可靠,复合片26为金属片。
51.密封罩4将网板25和复合片26包覆,所述密封罩4对应通孔24开设有避空槽,所述密封罩4外沿设有第一密封外唇41、顶部设有第二密封外唇42,采用第一密封外唇41和第二密封外唇42用于结构密封,安装方便,结构密封效果好。
52.发热元件3包括发热片31,设于发热片31的接触引脚32,所述接触引脚32朝向延伸,所述发热片31呈多个几字形状连接,所述接触引脚32穿过玻璃底座1并朝下延伸,采用接触引脚32配合发热片31对结构进行加热,加热过程中对烟油雾化。
53.本发明将玻璃底座1与陶瓷体2结合,并将发热元件3设置在陶瓷体2上,可进行发热对烟油进行雾化,而玻璃底座1可用于结构安装和固定,采用玻璃结构,整体美观,结构可靠,可雕刻浮雕等进行装饰。具体是,设置了玻璃底座1、焊接于玻璃底座1的陶瓷体2、及设于陶瓷体2的发热元件3;所述玻璃底座1开设有复合连接腔11,所述陶瓷体2装设于复合连接腔11,所述陶瓷体2外部包覆有密封罩4,所述玻璃底座1开设有通槽12,所述通槽12连通至复合连接腔11,所述发热元件3位于复合连接腔11。通过玻璃底座1配合陶瓷体2形成一个整体,相比采用塑料结构的发热结构质感更强,设置复合连接腔11用于连接陶瓷体2,同时具有通槽12用于发热元件3通过,方便接电,还设置密封罩4用于结构密封,预防出现漏液现象。
54.玻璃陶瓷复合发热结构的制备方法,包括如下步骤:步骤s1,制备陶瓷体2粗坯,在制备陶瓷体2粗坯时也将玻璃底座1粗坯制备成型;步骤s2,将陶瓷体2粗坯上烧结发热元件3;步骤s3,将烧结发热元件3后的陶瓷体2粗坯装设在玻璃底座1粗坯;步骤s4,将陶瓷体2粗坯与玻璃底座1粗坯进行陶瓷焊接;步骤s5,完成陶瓷焊接后将多余的焊条进行加工;步骤s6,完成焊条加工后将陶瓷体2粗坯和玻璃底座1粗坯进行烧结,烧结后形成玻璃陶瓷复合发热结构;采用焊接后进行烧结形成一体的发热结构,整体结构可靠,使用方便。
55.步骤s1中,制备陶瓷体2粗坯,包括如下步骤:步骤01,将硅藻土加入混料机中进行混料,混料2~3分钟后再投入造孔剂,继续混炼30~50分钟,制得带孔硅藻土;步骤02,将制得的带孔硅藻土装入治具中定型,定型过程中通过静压机中静压成型,静压过程中压力控制在60~120mpa,保压时间为5~15分钟,得到带孔坯体;步骤03,将制得的带孔坯体放入加热炉中,将带孔坯体的造孔剂烧除,制得陶瓷体2骨架;步骤04,将陶瓷体2骨架通过滚筒破碎,将陶瓷体2骨架破碎形成80~180目的陶瓷颗粒;步骤05,将陶瓷颗粒加入混料机中,将
陶瓷颗粒混料3~5分钟后,再加入4~16份氧化硼、2~12份磷酸二氢铝,通过混料机进行混合,混合时间为30~50分钟,制得多孔陶瓷粉;步骤06,将多孔陶瓷粉加入真空捏炼机中捏炼2~3分钟,后加入0.2~0.8粉的pva和0.1~0.9份的增塑剂dop,混炼30~60分钟后得到可塑性陶瓷料;步骤07,将可塑性陶瓷料静置10~60小时,后放入挤出成型及中,压力设置为1.5~3mpa,挤出成型陶瓷体2粗坯,采用以上方式制备的陶瓷体2,结构可靠,使用方便,结构可靠。
56.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

