1.本发明具体涉及一种基于单排双门货车改进形成四门运载指挥车及其安装方法。
背景技术:
2.乘用车主要以载人为目的的消费类载体,其载重质量低,内部空间仅够乘员乘座位置,当需要装载较大较重的专用设备及需现场操作这些专用设备时,乘用车则显的运载力不足及内部空间不够的现象,因此满足不了要求。而单排双门货车虽然可有载货车厢,能够达到运载专用设备的能力,但由于缺少可操作设备的平台,也无法让工作人员在从容的操作设备,因此,也满足不了运载人员及专用设备的要求。
技术实现要素:
3.有鉴于此,本发明目的是提供一种采用工装定位的方式通过铰链座定位在驾驶舱的承力b柱上,与前门的门间隙控制在6
‑
12mm,从而形成一体连惯的一、二排车门设计的四门运载指挥车,此外,还提供一种通过采用单排双门货车设计成侧四门运载指挥车的安装方法。
4.为了解决上述技术问题,本发明的技术方案是:
5.一种基于单排双门货车改进形成四门运载指挥车,包括货车底盘,成型在所述货车底盘上的驾驶舱,以及下端与所述货车底盘通过螺栓固定的、前端与驾驶舱配合铆固并焊接的客舱,所述驾驶舱的两侧开设有前门,用于支撑驾驶舱的、并连接固定货车底盘的承力b柱,所述客舱由客舱主体,开设在所述客舱主体前端的客舱门,扣装在所述客舱主体顶部的、用于增加客舱主体内部乘坐空间的顶盖,以及安装在所述客舱主体尾部的尾门构成,所述客舱门包括客舱门本体,一端与所述客舱门本体连接的、另一端嵌入驾驶舱后端、并直接与所述承力b柱进行连接的铰链座,所述顶盖包括铆固并焊接贴合在所述驾驶舱顶部的扣装部,与所述扣装部一体成型的、且与客舱主体铆固并焊接的焊装部。
6.进一步的,所述铰链座包括与所述承力b柱通过螺栓固定的安装块,与所述客舱门本体通过螺栓固定的钣金件,以及连接安装块和钣金件的固定轴。
7.进一步的,所述客舱门本体的外壁面弧度与所述前门的外壁面弧度一致。
8.进一步的,所述客舱主体的外部包覆有客舱蒙皮,且客舱蒙皮的侧面弧度与所述客舱门本体的外壁面弧度一致,并一直延伸到客舱主体的尾部。
9.进一步的,所述客舱主体的尾部下端侧面垂直于货车底盘,并且上端为向内弯折成160
‑
170
°
的夹角。
10.进一步的,所述扣装部的前端为倾斜设置,且倾斜角度与所述驾驶舱前端的挡风玻璃的斜度一致,呈流线一体状态。
11.进一步的,所述焊装部包括由顶部项两侧下方弯折77
°
的弧形部,并由弧形部倾斜弯折的、且与客舱主体焊接固定的侧板,所述侧板与弧形部相切,并一直延伸到焊装部的尾部,呈流线一体状态。
12.进一步的,所述尾门为对开门设置,并且对开门的顶部往前倾,以固定弧角形式体现,其夹角为160
‑
170
°
。
13.一种基于单排双门货车改进形成四门运载指挥车及其安装方法,包括以下步骤:
14.步骤1)将皮卡货车主体中的货箱拆除,并驾驶舱后端的承力b柱修整后部分外露;
15.步骤2)将客舱的骨架通过螺钉铆固的方式分别与货车底盘和承力b柱进行固定,再通过焊接进一步固定,然后将侧面弧度与前门弧度一致的客舱门利用铰链座嵌入驾驶舱后与承力b柱进行工装固定,能使得前门与客舱门的间隙控制在6
‑
12mm,并且客舱门能够开关自如;
16.步骤3)在安装客舱门完毕后,将客舱蒙皮覆盖在客舱主体上,且客舱蒙皮的侧面弧度与所述客舱门本体的外壁面弧度一致,并一直延伸到客舱主体的尾部,从而让驾驶室与客舱呈流线一体状态,体现美观效果,然后客舱蒙皮与覆盖在驾驶舱上的驾驶舱蒙皮进行对接,并利用铆接板作为覆盖板覆盖,客舱蒙皮与驾驶舱蒙皮的对接部位,利用铆钉进行钉接固定后,再利用焊接方式使得铆接板分别与客舱蒙皮与驾驶舱蒙皮进行密封,完成客舱蒙皮与驾驶舱蒙皮的驳接,备用;
17.步骤4)在完成客舱蒙皮与驾驶舱蒙皮驳接后,由于皮卡尾部车架的抬升,导致客舱内尾部装配的座椅也抬升,影响乘员乘车,因此在客舱顶部焊装有高度为240mm,并以固定形状、角度77度、宽度1450mm的顶盖;
18.步骤5)在装配顶盖后,根据客舱主体尾部的形状,对应安装有对开门式设计的尾门,并且将尾门设置向前倾斜,其倾斜夹角为160
‑
170
°
,使得尾门能够与客舱主体的尾部匹配,最后完成整车的装配。
19.本发明技术效果主要体现在以下方面:本发明中的客舱门本体采用工装定位的方式通过铰链座定位在驾驶舱的承力b柱上,与前门的门间隙控制在6
‑
12mm,从而形成一体连惯的一、二排车门设计,此外,通过采用单排双门货车设计成侧四门运载指挥车,即满足了工作人员的运载,又可以装载更多的大重型专用设备,并且可以在客厢内从容的操作专用设备,以实用角度出发,最大的满足市场需求。
附图说明
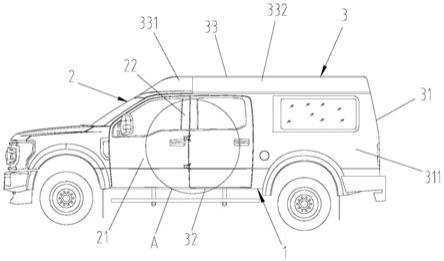
20.图1为本发明一种基于单排双门货车改进形成四门运载指挥车的侧视图;
21.图2为图1的后视图;
22.图3为图1中局部视图a的结构图;
23.图4为图3中铰链座的结构图。
具体实施方式
24.以下结合附图,对本发明的具体实施方式作进一步详述,以使本发明技术方案更易于理解和掌握。
25.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
27.实施例
28.一种基于单排双门货车改进形成四门运载指挥车,如图1
‑
2所示,包括货车底盘1,成型在所述货车底盘1上的驾驶舱2,以及下端与所述货车底盘1通过螺栓连接的、前端与驾驶舱2配合铆固并焊接的客舱3,所述驾驶舱2的两侧开设有前门21,用于支撑驾驶舱2的、并连接固定货车底盘1的承力b柱22,所述客舱3由客舱主体31,开设在所述客舱主体31前端的客舱门32,扣装在所述客舱主体31顶部的、用于增加客舱主体31内部乘坐空间的顶盖33,以及安装在所述客舱主体31尾部的尾门34构成,所述客舱主体31的外部包覆有客舱蒙皮311,且客舱蒙皮311的侧面弧度与所述客舱门本体321的外壁面弧度一致,并一直延伸到客舱主体31的尾部,从而让驾驶室与客舱呈流线一体状态,体现美观效果。所述客舱主体31的尾部下端侧面垂直于货车底盘1,并且上端为向内弯折成160
‑
170
°
的夹角。所述扣装部331的前端为倾斜设置,且倾斜角度与所述驾驶舱2前端的挡风玻璃的斜度一致,呈流线一体状态。所述焊装部332包括由顶部项两侧下方弯折77
°
的弧形部3321,并由弧形部3321倾斜弯折的、且与客舱主体31焊接固定的侧板3321,所述侧板3321与弧形部3321相切,并一直延伸到焊装部332的尾部,呈流线一体状态。所述尾门34为对开门设置,并且对开门的顶部往前倾,以固定弧角形式体现,其夹角为160
‑
170
°
,具体的,使得尾门34能够与客舱主体31的尾部匹配,同时方便工作人员及设备的上落,以及增强车型的美观。
29.如图3
‑
4所示,所述客舱门32包括客舱门本体321,一端与所述客舱门本体321连接的、另一端嵌入驾驶舱2后端、并直接与所述承力b柱22进行连接的铰链座322,所述顶盖33包括铆固并焊接贴合在所述驾驶舱2顶部的扣装部331,与所述扣装部331一体成型的、且与客舱主体31铆固并焊接的焊装部332。所述铰链座322包括与所述承力b柱22通过螺钉固定的安装块3221,与所述客舱门本体321通过螺钉固定的钣金件3222,以及连接安装块3221和钣金件3222的固定轴3223,具体的,利用铰链座322使得客舱门本体321与承力b柱22进行工装固定,能使得前门21与客舱门321的间隙控制在6
‑
12mm。
30.在本实施例中,所述客舱门本体321的外壁面弧度与所述前门21的外壁面弧度一致,使得客舱门本体321在闭合时能够配合前门,避免出现开门或关门异常。
31.一种基于单排双门货车改进形成四门运载指挥车及其安装方法,包括以下步骤:
32.步骤1)将皮卡货车主体中的货箱拆除,并驾驶舱2后端的承力b柱22修整后部分外露,同时切除驾驶舱2尾部的挡板,备用;
33.步骤2)将客舱2的骨架通过螺钉铆固的方式分别与货车底盘1和承力b柱22进行固定,再通过焊接进一步固定,然后将侧面弧度与前门21弧度一致的客舱门32利用铰链座322嵌入驾驶舱2后与承力b柱22进行工装固定,能使得前门21与客舱门32的间隙控制在6
‑
12mm,并且客舱门32能够开关自如;
34.步骤3)在安装客舱门32完毕后,将客舱蒙皮311覆盖在客舱主体31上,且客舱蒙皮311的侧面弧度与所述客舱门本体321的外壁面弧度一致,并一直延伸到客舱主体31的尾部,从而让驾驶室与客舱呈流线一体状态,体现美观效果,然后客舱蒙皮311与覆盖在驾驶舱2上的驾驶舱蒙皮进行对接,并利用铆接板作为覆盖板覆盖,客舱蒙皮311与驾驶舱蒙皮
的对接部位,利用铆钉进行钉接固定后,再利用焊接方式使得铆接板分别与客舱蒙皮311与驾驶舱蒙皮进行密封,完成客舱蒙皮311与驾驶舱蒙皮的驳接,备用;
35.步骤4)在完成客舱蒙皮311与驾驶舱蒙皮驳接后,由于皮卡尾部车架的抬升,导致客舱2内尾部装配的座椅也抬升,影响乘员乘车,因此在客舱2顶部焊装有高度为240mm,并以固定形状、角度77度、宽度1450mm的顶盖33;
36.步骤5)在装配顶盖33后,根据客舱主体31尾部的形状,对应安装有对开门式设计的尾门34,并且将尾门34设置向前倾斜,其倾斜夹角为160
‑
170
°
,使得尾门34能够与客舱主体31的尾部匹配,最后完成整车的装配。
37.本发明技术效果主要体现在以下方面:本发明中的客舱门本体采用工装定位的方式通过铰链座定位在驾驶舱的承力b柱上,与前门的门间隙控制在6
‑
12mm,从而形成一体连惯的一、二排车门设计,此外,通过采用单排双门货车设计成侧四门运载指挥车,即满足了工作人员的运载,又可以装载更多的大重型专用设备,并且可以在客厢内从容的操作专用设备,以实用角度出发,最大的满足市场需求。
38.当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。