1.本发明涉及钢筋笼焊接技术领域,特别涉及一种六轴钢筋笼自动焊机器人手臂。
背景技术:
2.钢筋笼主要起的作用跟柱子纵向钢筋的受力是同理,主要起抗拉作用,混凝土的抗压强度高但抗拉强度是很低。对桩身混凝土起到约束的作用,使之能承受一定的水平力。
3.钢筋笼通常包括多根直线型的主筋和一根绕筋,多根主筋在圆形的周线上均匀间隔分布,而后绕筋沿着主筋的延伸方向卷绕在多根主筋上;其中钢筋笼制造中通常匹配有钢筋笼滚焊机,钢筋笼滚焊机即可带动钢筋笼进行周向的旋转和轴向的移动。
4.如公开号为cn110000458,公开日为2019年7月12日的中国专利公开了一种钢筋笼滚焊机,包括:内撑筋支撑装置,其用于将若干个内撑筋沿第一直线(x)布置并支撑;内撑筋自转驱动装置,其用于驱动所述若干个内撑筋同步绕所述第一直线旋转;主筋上料架,设于所述内撑筋支撑装置一侧,其用于将主筋输送到所述若干个内撑筋的外侧壁上;移动绕线机,设于所述内撑筋支撑装置任一侧,所述移动绕线机可沿第五直线往复移动;其中,第一直线(x)与第五直线平行。
5.但是当钢筋笼滚焊机在带动钢筋笼进行周向的旋转和轴向的移动时,通常都是人工手持焊枪对主筋和绕筋之间的连接点进行焊接,人工焊接方式劳动强度大、效率低、焊接效果差,而且容易漏焊。
技术实现要素:
6.本发明的目的是提供一种六轴钢筋笼自动焊机器人手臂,能够比较高效的对钢筋笼进行焊接。
7.本发明的上述技术目的是通过以下技术方案得以实现的:一种六轴钢筋笼自动焊机器人手臂,包括机体、位于机体一侧的焊接机头,所述焊接机头内设置有焊接组件,所述焊接组件包括沿竖直方向延伸的第一轴、套设第一轴上的第一滑套、固定在第一滑套上的第一气缸、设置在第一气缸内且通过第一气缸带动伸缩的第二轴、设置在第二轴远离第一气缸一端的拨叉、开设在焊接机头的外壁上且供拨叉穿过的条形孔、一体设置在拨叉远离第一气缸的一端上且用于卡在主筋上的连接卡臂、固定在连接卡臂上的第一支架、设置在第一支架上的焊枪。
8.通过采用上述方案,当需要对转动和移动中的钢筋笼进行焊接时,首先通过计算钢筋笼移动和转动的速度,通过plc控制第一气缸,利用第一气缸通过第二轴带动拨叉和连接卡臂朝向远离焊接机头一侧移动,随后连接卡臂即可穿入到钢筋笼内,随着钢筋笼的转动连接卡臂即可卡在主筋上,此时第一支架上的焊枪即可对主筋和绕筋之间的连接点进行焊接;而随着焊接的进行,钢筋笼即可带动连接卡臂沿着钢筋笼的周侧移动,此时第一气缸仍然带动第二轴前移,且第一气缸也通过第一滑套沿着第一轴竖直向上移动;当焊接完成后,第一气缸通过第二轴带动拨叉和连接卡臂朝向靠近焊接机头一侧
移动,使得连接卡臂脱离主筋,随后第一气缸沿着第一轴回落,等待下一次焊接的进行。
9.本发明的进一步设置为:所述焊接组件还包括连接在第一气缸上且用于带动第一气缸沿第一轴的延伸方向进行滑移的磁偶无杆气缸,所述磁偶无杆气缸的推力小于连接卡臂受到钢筋笼旋转时的抬升作用力。
10.通过采用上述方案,当第一气缸在被钢筋笼带动下沿着第一轴上移时,磁偶无杆气缸也可以推动第一气缸上移,其中由于磁偶无杆气缸的推力小于连接卡臂受到钢筋笼旋转时的抬升作用力,故而磁偶无杆气缸只是作为辅助的动力,从而保证拨叉始终在钢筋笼带动下向上运动;同时当连接卡臂脱离钢筋笼后,磁偶无杆气缸迅速带动第一气缸沿着第一轴下移,从而便于准备下一次的焊接工作;磁偶无杆气缸可以使得第一气缸向上时更加省力、向下时更加迅速。
11.本发明的进一步设置为:所述焊接组件设置有两组且分别位于焊接机头的两侧。
12.通过采用上述方案,利用两组焊接组件内的两个焊枪分别对不同位置的主筋和绕筋连接点进行焊接,从而提高焊接的效率。
13.本发明的进一步设置为:所述焊接机头的上下两端均设置有导向机构,所述导向机构包括设置在焊接机头端部的第二支架、转动连接在第二支架上且位于两个焊接组件之间的导向轮、开设在导向轮周侧且供绕筋嵌入的导向槽。
14.通过采用上述方案,当焊接机头内的焊接组件在焊接时,利用导向轮上的导向槽供绕筋嵌入,最终即可使得焊接组件在对主筋和绕筋之间的连接点进行焊接时比较稳定、准确。
15.本发明的进一步设置为:所述连接卡臂远离拨叉的一端上设置有用于抵触在主筋上的滚轮。
16.通过采用上述方案,滚轮的存在即可便于连接卡臂卡在主筋上,其中当连接卡臂脱离主筋时,滚轮即可在主筋上滚动,从而使得连接卡臂快速的从主筋上脱落。
17.本发明的进一步设置为:还包括用于补偿绕筋间距误差的补偿组件,所述补偿组件包括设置在机体上的第三支架、设置在第三支架上且延伸方向与主筋延伸方向平行的第三轴、两个分别套设在第三轴两侧的第二滑套、固定在两侧第二滑套之间且连接在焊接机头上的连接板。
18.通过采用上述方案,如果绕筋在主筋上卷绕的间距一致时,随着钢筋笼的转动和移动,导向轮的位置始终可以不变;但是由于绕筋在主筋上卷绕后的间距会有一定的误差,故而当有误差的绕筋移动至导向轮的导向槽内时会对导向轮产生推力,此时导向轮即可带动连接板和第二滑套移动,第二滑套即可沿着第三轴进行移动,最终即可用于补偿绕筋间距误差,从而有利于对钢筋笼进行稳定的焊接。
19.本发明的进一步设置为:所述连接板与焊接机头之间还设置有一端转动连接在连接板上且另一端转动连接在焊接机头上的第四轴。
20.通过采用上述方案,由于绕筋在主筋上卷绕时,绕筋的螺旋升角会有一定的偏差,此时利用第四轴的一端转动连接在连接板上且另一端转动连接在焊接机头上,焊接机头即可以第四轴为圆心进行转动,最终即可使得导向轮的导向槽可以稳定的供绕筋的不同位置嵌入,从而补偿绕筋螺旋升角偏差。
21.本发明的进一步设置为:还包括用于实现焊接机头前后伸缩的机头进退机构,所
述机头进退机构包括设置在机体上的支撑板、设置在支撑板两侧且延伸方向与主筋延伸方向垂直的第五轴、套设在第五轴上的第三滑套、固定在两侧第三滑套之间的滑移板、设置在滑移板上且连接在第三支架上的连接轴、设置在支撑板中部且活塞杆端部固定在滑移板上的第二气缸。
22.通过采用上述方案,当钢筋笼焊接完毕后,第二气缸带动滑移板沿着第五轴进行移动,使得焊接机头朝向远离钢筋笼一侧移动,从而实现钢筋笼焊接完成后焊接机头的回缩,使焊接机头和钢筋笼脱离一段距离,方便装卸钢筋笼;而当再次需要对钢筋笼进行焊接时,又可以通过第二气缸带动焊接机头朝向靠近钢筋笼一侧移动。
23.本发明的进一步设置为:还包括用于实现机体前后移动的底座进退机构,所述底座进退机构包括位于机体下方的连接底座、设置在连接底座内且延伸方向与主筋延伸方向垂直的齿条、固定在机体下端内的减速电机、设置在减速电机的输出轴上且啮合在齿条上的齿轮、设置在连接底座与机体之间的导向件。
24.通过采用上述方案,由于不同大小的钢筋笼具有不同的外径,故而需要改变机体与钢筋笼之间的距离从而适配不同大小的钢筋笼,此时利用减速电机带动齿轮转动,齿轮由于啮合在齿条上,故而减速电机和机体即可沿着齿条的延伸方向进行移动,同时利用导向件进行导向,从而保证机体稳定的移动,最终即可适配不同大小的钢筋笼。
25.本发明的进一步设置为:所述导向件包括设置在机体下端的固定板、两个分别设置在固定板两侧的滑块、开设在滑块下侧的滑槽、设置在连接底座内且穿过滑槽的第六轴。
26.通过采用上述方案,当机体在连接底座上移动时,利用滑块上的滑槽供第六轴穿过,此时机体即可沿着第六轴的延伸方向进行稳定的移动。
27.综上所述,本发明具有以下有益效果:当需要对钢筋笼进行焊接时,首先根据钢筋笼的大小,启动减速电机带动机体移动,从而适配不同大小的钢筋笼;随后启动第二气缸推动焊接机头朝向靠近钢筋笼一侧移动,使得导向轮的导向槽供绕筋侵入;随后通过计算钢筋笼移动和转动的速度,通过plc控制第一气缸,利用第一气缸通过第二轴带动拨叉和连接卡臂朝向远离焊接机头一侧移动,随后连接卡臂即可穿入到钢筋笼内,随着钢筋笼的转动连接卡臂即可利用滚轮卡在主筋上,此时第一支架上的焊枪即可对主筋和绕筋之间的连接点进行焊接;而随着焊接的进行,钢筋笼即可带动连接卡臂沿着钢筋笼的周侧移动,此时第一气缸仍然带动第二轴前移,且第一气缸也通过磁偶无杆气缸和钢筋笼向上的作用力沿着第一轴竖直向上移动;当一个焊接点焊接完成后,第一气缸通过第二轴带动拨叉和连接卡臂朝向靠近焊接机头一侧移动,使得连接卡臂脱离主筋,随后磁偶无杆气缸带动第一气缸沿着第一轴回落,等待下一次焊接的进行;而当整个钢筋笼焊接完成后,第二气缸推动焊接机头朝向远离钢筋笼一侧移动,最终即可拆下钢筋笼;最终即可代替了人力焊接,降低了劳动强度,提高了焊接效率,而且不容易漏焊。
附图说明
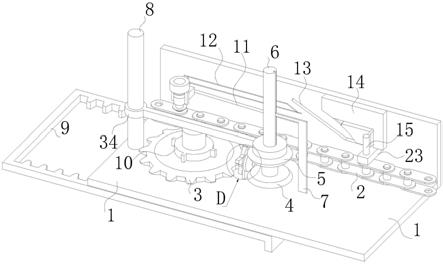
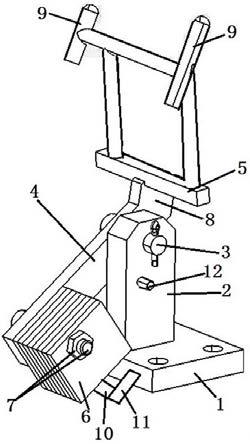
28.图1是本发明的结构示意图;图2是本发明中焊接机头的接头示意图,视图中去除焊接机头一侧的外壳;
图3是本发明中补偿组件和机头进退机构之间的连接关系示意图,视图中去除补偿组件和机头进退机构上的外壳;图4是本发明的仰视图;图5是本发明中底座进退机构的结构示意图。
29.附图标记:1、机体;2、焊接机头;21、焊接组件;211、第一轴;212、第一滑套;213、第一气缸;214、第二轴;215、拨叉;216、条形孔;217、连接卡臂;2171、滚轮;218、第一支架;219、焊枪;220、磁偶无杆气缸;22、导向机构;221、第二支架;222、导向轮;223、导向槽;3、补偿组件;31、第三支架;32、第三轴;33、第二滑套;34、连接板;4、第四轴;5、机头进退机构;51、支撑板;52、第五轴;53、第三滑套;54、滑移板;55、连接轴;56、第二气缸;6、底座进退机构;61、连接底座;62、齿条;63、减速电机;64、齿轮;65、导向件;651、固定板;652、滑块;653、滑槽;654、第六轴;7、主筋;8、绕筋。
具体实施方式
30.以下结合附图对本发明作进一步详细说明。
31.一种六轴钢筋笼自动焊机器人手臂,参照图1、图2,该种六轴钢筋笼自动焊机器人手臂包括机体1、焊接机头2、补偿组件3、机头进退机构5和底座进退机构6;其中焊接机头2内设置有焊接组件21,而焊接组件21设置有两组且分别位于焊接机头2内的两侧,该种焊接 组件21包括第一轴211、第一滑套212、第一气缸213、第二轴214、拨叉215、条形孔216、连接卡臂217、第一支架218、焊枪219和磁偶无杆气缸220,每一组焊接组件21内的第一轴211均设置有两根,且第一轴211的端部通过螺栓固定在焊接机头2内,而第一轴211沿竖直方向延伸,同时第一滑套212套设在第一轴211上,此时第一滑套212即可沿着第一轴211进行上下移动。
32.参照图1、图2,第一气缸213则是通过螺栓固定在两侧第一滑套212之间,而第二轴214即是第一气缸213的活塞杆,通过第一气缸213带动第二轴214伸缩,其中拨叉215则是一端通过螺栓固定在第二轴214远离第一气缸213的一端上,而条形孔216则是开设在焊接机头2的侧壁上且供拨叉215穿过,同时条形孔216沿竖直方向延伸;其中连接卡臂217则是一体设置在拨叉215远离第一气缸213的一端上,而第一支架218则是通过螺栓固定在连接卡臂217上,同时连接卡臂217远离拨叉215的一端上通过螺栓连接有滚轮2171,连接卡臂217通过滚轮2171即可卡在主筋7上;而焊枪219则是通过螺栓固定在第一支架218上;其中磁偶无杆气缸220通过螺栓固定在焊接机头2内,而第一气缸213通过螺栓固定在磁偶无杆气缸220上,通过磁偶无杆气缸220即可带动第一气缸213沿第一轴211的延伸方向进行滑移,同时磁偶无杆气缸220的推力小于连接卡臂217受到钢筋笼旋转时的抬升作用力。
33.参照图1、图2,焊接机头2的上下两端还均设置有导向机构22,该种导向机构22包括第二支架221、导向轮222和导向槽223,其中第二支架221通过螺栓固定在焊接机头2上,而导向轮222通过轴和轴承转动连接在第二支架221上,同时导向槽223则是开设在导向轮222周侧且供绕筋8嵌入;其中第二支架221内装有编码器,导向轮222在绕筋8的带动下转动带动编码器转动,用来检测钢筋笼转速和位置,而机体1内则是装有与编码器配套的plc控制装置,再通过plc控制装置来控制第一气缸213和磁偶无杆气缸220的运动。
34.参照图1、图2、图3,补偿组件3则是用于补偿绕筋8间距误差,该种补偿组件3包括
第三支架31、第三轴32、第二滑套33、连接板34,其中第三支架31设置在机体1上,而第三轴32的两端通过螺栓固定在第三支架31内,同时第三轴32的延伸方向与主筋7延伸方向平行,而第二滑套33则是设置有两个且分别套设在第三轴32两侧,其中连接板34则是通过螺栓固定在两侧第二滑套33之间,且连接板34则是用于连接在焊接机头2上;同时连接板34与焊接机头2之间还设置有一端转动连接在连接板34上且另一端转动连接在焊接机头2上的第四轴4。
35.参照图1、图2、图3,机头进退机构5则是用于实现焊接机头2前后伸缩,该种机头进退机构5包括支撑板51、第五轴52、第三滑套53、滑移板54、连接轴55、第二气缸56,其中支撑板51焊接在机体1上端,而第五轴52则是设置有两根且分别位于支撑板51两侧,同时第五轴52的端部通过螺栓固定在支撑板51上,其中第三滑套53则是套设在第五轴52上,而滑移板54则是通过螺栓固定在两侧第三滑套53之间,同时连接轴55通过螺栓固定在滑移板54上且又通过螺栓固定在第三支架31上,其中第二气缸56则是通过螺栓固定在支撑板51的中部,且第二气缸56的活塞杆端部固定在滑移板54上。
36.参照图1、图4、图5,底座进退机构6则是用于实现机体1前后移动,该种底座进退机构6包括连接底座61、齿条62、减速电机63、齿轮64、导向件65,其中连接底座61位于机体1的下方,而齿条62的两端通过螺栓固定在连接底座61内,同时齿条62的延伸方向与主筋7的延伸方向垂直,而减速电机63则是通过螺栓固定在机体1下端内,其中齿轮64则是键连接在减速电机63的输出轴上,且齿轮64啮合在齿条62上。
37.参照图1、图4、图5,导向件65则是设置在连接底座61和机体1之间用于对机体1在连接底座61上的移动起到导向的作用,该种导向件65包括固定板651、滑块652、滑槽653、第六轴654,其中固定板651通过螺栓固定在机体1下端,而滑块652则是设置有两个且分别通过螺栓固定在固定板651的两侧,同时滑槽653则是开设在滑块652上,其中第六轴654的两端通过螺栓固定在连接底座61内,且第六轴654穿过滑槽653。
38.原理:当需要对钢筋笼进行焊接时,首先根据钢筋笼的大小,启动减速电机63带动机体1移动,从而适配不同大小的钢筋笼;随后启动第二气缸56推动焊接机头2朝向靠近钢筋笼一侧移动,使得导向轮222的导向槽223供绕筋8侵入;随后通过计算钢筋笼移动和转动的速度,通过plc控制第一气缸213,利用第一气缸213通过第二轴214带动拨叉215和连接卡臂217朝向远离焊接机头2一侧移动,随后连接卡臂217即可穿入到钢筋笼内,随着钢筋笼的转动连接卡臂217即可利用滚轮2171卡在主筋7上,此时第一支架218上的焊枪219即可对主筋7和绕筋8之间的连接点进行焊接;而随着焊接的进行,钢筋笼即可带动连接卡臂217沿着钢筋笼的周侧移动,此时第一气缸213仍然带动第二轴214前移,且第一气缸213也通过磁偶无杆气缸220和钢筋笼向上的作用力沿着第一轴211竖直向上移动。
39.当一个焊接点焊接完成后,第一气缸213通过第二轴214带动拨叉215和连接卡臂217朝向靠近焊接机头2一侧移动,使得连接卡臂217脱离主筋7,随后磁偶无杆气缸220带动第一气缸213沿着第一轴211回落,等待下一次焊接的进行。
40.而当整个钢筋笼焊接完成后,第二气缸56推动焊接机头2朝向远离钢筋笼一侧移动,最终即可拆下钢筋笼。
41.最终即可代替了人力焊接,降低了劳动强度,提高了焊接效率,而且不容易漏焊。
42.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人
员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。