1.本发明属于陶瓷片生产技术领域,具体涉及一种陶瓷片智能分捡排序系统及其方法,应用于工业陶瓷片的整理。
背景技术:
2.在工业陶瓷生产包装中,需要将压制陶瓷按公母头排列好,以一定数目单个方向排成一条贴条包装。传统方式皆是通过人工挑选陶瓷并进行排序成条及贴条这一系列功能,工作效率低,用工成本高。
技术实现要素:
3.本发明所要解决的技术问题是提供一种实现陶瓷片分拣、排列的自动化和智能化、从而提高生产效率的陶瓷片智能分捡排序系统。
4.为解决上述技术问题,本发明的技术方案是:陶瓷片智能分捡排序系统,包括:
5.上料机构,将无序堆积的多片陶瓷片初步打散并将初步打散的陶瓷片按序单片向下游均匀输送;
6.导向整理机构,接收从所述上料机构有序输出的陶瓷片,并对陶瓷片进行正反面翻面处理以及公母头换向处理,使陶瓷片持续按设定姿态输出;
7.识别剔除机构,接收从所述导向整理机构输出的陶瓷片,并识别不合格的陶瓷片后将其剔除,同时将合格的陶瓷片持续输出;
8.排列输送机构,接收从所述识别剔除机构陆续输出的合格陶瓷片并排列,将排列后的成列陶瓷片输出。
9.作为优选的技术方案,所述上料机构包括料斗及安装于所述料斗底部的打散送料机构,所述打散送料机构的输出端安装有第一输送带,所述第一输送带上方安装有打散导向板。
10.作为优选的技术方案,所述打散送料机构包括一级直线振动送料器和二级直线振动送料器。
11.作为优选的技术方案,所述导向整理机构包括整理导向板、将反面朝上的陶瓷片进行翻面处理的翻转板以及对陶瓷片公母头进行朝向整理的公母头朝向整理机构。
12.作为优选的技术方案,所述公母头朝向整理机构包括导向基板,所述导向基板上突出设置有换向拨片。
13.作为优选的技术方案,所述识别剔除机构包括转送机构、破损陶瓷片识别机构、破损陶瓷片剔除机构、陶瓷片公母头识别机构和非设定姿态陶瓷片剔除机构。
14.作为优选的技术方案,所述转送机构包括回转盘和第二输送带。
15.作为优选的技术方案,所述破损陶瓷片识别机构和破损陶瓷片剔除机构安装于所述回转盘处;所述陶瓷片公母头识别机构和非设定姿态陶瓷片剔除机构安装于所述第二输送带处。
16.作为优选的技术方案,所述排列输送机构包括第三输送带、第四输送带和推送机构,所述第三输送带接收从所述识别剔除机构陆续输出的合格陶瓷片并成列,所述推送机构将成列的满列陶瓷片推送至所述第四输送带。
17.本发明还提供了采用上述系统的陶瓷片智能分捡排序方法,包括如下步骤:
18.步骤一、将无序堆积的多片陶瓷片初步打散并将初步打散的陶瓷片按序单片向下游均匀输送;
19.步骤二、从步骤一输出的陶瓷片经正反面翻面处理和公母头换向处理后,基本按设定姿态持续输出;
20.步骤三、从步骤二输出的陶瓷片经破损检测识别和公母头朝向检测识别,将破损的陶瓷片和公母头朝向不符合设定姿态的陶瓷片剔除后,输出合格的陶瓷片;
21.步骤四、从步骤三输出的合格陶瓷片按设定数量有序排成列后输出。
22.由于采用了上述技术方案,本发明具有以下有益效果:通过上料机构将无序堆积的多片陶瓷片初步打散并将初步打散的陶瓷片按序单片向下游均匀输送;通过导向整理机构对有序输出的陶瓷片进行正反面翻面处理以及公母头换向处理,使陶瓷片持续按设定姿态输出;通过识别剔除机构识别不合格的陶瓷片后将其剔除,同时将合格的陶瓷片持续输出;通过排列输送机构将陆续输出的合格陶瓷片按一定数量排成列后按列输出;整个系统设计巧妙合理,成功实现了陶瓷片的自动分拣作业以及从无序到有序的自动整理排列,大大提高了生产效率,降低了用工成本。
附图说明
23.以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
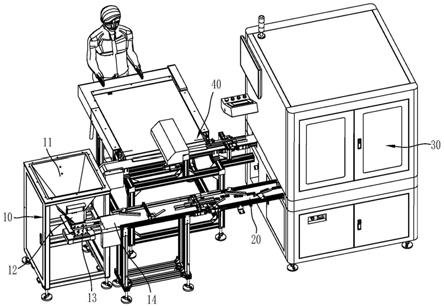
24.图1是本发明实施例的结构示意图;
25.图2是本发明实施例中上料机构的结构示意图;
26.图3是本发明实施例中导向整理机构和识别剔除机构的结构示意图;
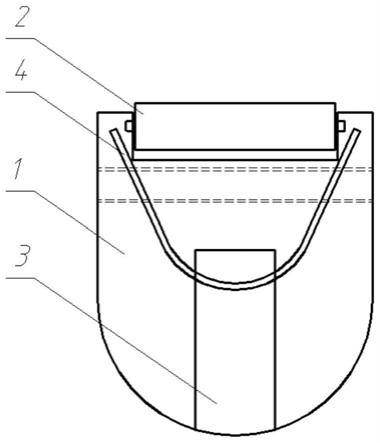
27.图4是本发明实施例中翻转板的结构示意图;
28.图5是本发明实施例中公母头朝向整理机构的结构示意图;
29.图6是本发明实施例中排列输送机构的结构示意图。
30.图中:10
‑
上料机构;11
‑
料斗;12
‑
一级直线振动送料器;13
‑
二级直线振动送料器;14
‑
第一输送带;15
‑
打散导向板;20
‑
导向整理机构;21
‑
整理导向板;22
‑
翻转板;23
‑
公母头朝向整理机构;231
‑
导向基板;232
‑
换向拨片;30
‑ꢀ
识别剔除机构;31
‑
回转盘;32
‑
破损陶瓷片识别机构;33
‑
破损陶瓷片剔除机构;34
‑
陶瓷片公母头识别机构;35
‑
非设定姿态陶瓷片剔除机构;36
‑
第二输送带;40
‑
排列输送机构;41
‑
第三输送带;42
‑
第四输送带;43
‑
推送机构;44
‑ꢀ
导向机构;431
‑
推板;432
‑
推板驱动机构;50
‑
陶瓷片。
具体实施方式
31.下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
32.如图1所示,陶瓷片智能分捡排序系统,包括上料机构10、导向整理机构 20、识别剔除机构30和排列输送机构40,其中:
33.上料机构10将无序堆积的多片陶瓷片50初步打散并将初步打散的陶瓷片 50按序单片向下游均匀输送;
34.导向整理机构20接收从所述上料机构10有序输出的陶瓷片50,并对陶瓷片进行正反面翻面处理以及公母头换向处理,使陶瓷片持续按设定姿态输出;
35.识别剔除机构30接收从所述导向整理机构20输出的陶瓷片,并识别不合格的陶瓷片后将其剔除,同时将合格的陶瓷片持续输出;
36.排列输送机构40接收从所述识别剔除机构30陆续输出的合格陶瓷片并排列,将排列后的成列陶瓷片输出。
37.参考图2,本实施例中,所述上料机构10包括料斗11及安装于所述料斗 11底部的打散送料机构,所述打散送料机构包括一级直线振动送料器12和二级直线振动送料器13,一级直线振动送料器12安装于料斗11出料口处,二级直线振动送料器13安装于一级直线振动送料器12输出端,直线振动送料器的结构为本领域公知常用结构,在此不再赘述;所述二级直线振动送料器13的输出端安装有第一输送带14,所述第一输送带14上方安装有打散导向板15。工作时,料斗11内装有无序堆放的陶瓷片,通过两级直震装置将陶瓷持续的匀速输送到第一输送带14上,其中一级直线振动送料器12和二级直线振动送料器13工作原理为利用直震原理输送陶瓷片,多级直震实现陶瓷片的初步打散后,将陶瓷片输送到第一输送带14上,通过第一输送带14上的打散导向板 15进一步打散堆积在一起的陶瓷,尽可能均匀上料。当然,上料机构也可以采用其他结构实现均匀上料,其均应属于本发明的保护范围。
38.参考图3,本实施例中,所述导向整理机构20包括整理导向板21、翻转板22以及公母头朝向整理机构23,整理导向板21、翻转板22和公母头朝向整理机构23均安装于整形输送带上方,本实施例中,第一输送带14可以兼做整形输送带,当然也可以采用另一输送带作为整形输送带,其均应属于本发明的保护范围。工作时,第一输送带14上的陶瓷片在整理导向板21导向下,首先被输送至翻转板22处,参考图4,翻转板22为具有扭转90度翻转面的板体结构,当反面朝上的陶瓷片触碰到翻转板22时,由于陶瓷片大致为梯形结构,其正面较窄、反面较宽,当反面朝上时(即陶瓷片窄面与输送带接触),陶瓷片两侧“翘起”,在输送带向前输送作用下,“翘起”的陶瓷片会顺势从翻转板的较低端滑入翻转板22上,并沿着翻转板上扭曲的翻转面翻转后再重新滑入输送带上,此时陶瓷片已翻转为正面朝上,并随输送带继续向前输送;当正面朝上的陶瓷片50触碰到翻转板22时,陶瓷片的宽面与输送带接触,在输送带向前输送作用下陶瓷片碰到翻转板22后不会滑入翻转板上,而使陶瓷片保持正面朝上的姿态随输送带向前输送。翻转板22结构设计巧妙合理,稳定可靠,无需动力,实验证明其对反面朝上的陶瓷片的翻面成功率可高达100%。
39.参考图5,所述公母头朝向整理机构23包括导向基板231,所述导向基板 231上突出设置有换向拨片232,陶瓷片经翻转板22翻面处理后,均以正面朝上的姿态随输送带向前有序输送,在第二块整理导向板21导向作用下,保证陶瓷片被送至导向基板231的换向拨片232处时,陶瓷片的轴线基本垂直于导向基板231,若陶瓷片公头(下侧凸出、上侧内凹)朝向导向基板231,换向拨片232不会接触陶瓷片,陶瓷片以原有姿态经过,若陶瓷片母头(上侧凸出、下侧内凹)朝向导向基板231,则换向拨片232接触母头上部分而实现陶瓷片换向后导
入识别剔除机构。
40.再参考图3,所述识别剔除机构30包括转送机构、破损陶瓷片识别机构 32、破损陶瓷片剔除机构33、陶瓷片公母头识别机构34和非设定姿态陶瓷片剔除机构35。其中,所述转送机构包括透明玻璃材质的回转盘31和第二输送带36,这样可以有效实现陶瓷片的流转输送,结构更加紧凑、节约空间。破损陶瓷片识别机构32用于检测、识别破损的陶瓷片;破损陶瓷片剔除机构33用于将识别检测到的破损陶瓷片从回转盘31上剔除;陶瓷片公母头识别机构34 用于检测、识别公头朝后的非设定姿态的陶瓷片;非设定姿态陶瓷片剔除机构 35用于将识别检测到的非设定姿态的陶瓷片从回转盘31上剔除;
41.本实施例中,所述破损陶瓷片识别机构32包括安装于透明回转盘31下方的破损检测摄像头,破损陶瓷片剔除机构33可以采用吹气剔除方式或机械剔除等方式,其均属于本发明的保护范围;当第一输送带上经翻面处理和公母头换向处理的陶瓷片经过摄像头正上方的回转盘31时,破损陶瓷片会被检测到并通过剔除机构剔除,无破损的陶瓷片由回转盘31输送到第二输送带36;所述陶瓷片公母头识别机构34包括安装于第二输送带上方的公母检测摄像头,非设定姿态陶瓷片剔除机构35同样可以采用吹气剔除方式或机械剔除方式实现;在剔除掉破损陶瓷片后,无破损的陶瓷片随第二输送带运动到公母检测摄像头,公母检测摄像头对陶瓷片顶部进行拍照,对于公头朝后的陶瓷片(非设定姿态)会给出剔除信号,由剔除机构剔除,进入回收料斗。
42.参考图6,本实施例中,所述排列输送机构40包括第三输送带41、第四输送带42和推送机构43,所述推送机构43包括l型推板431和驱动推板往复运动的推板驱动机构432,推板驱动机构432可以采用电动、气动或液压等常规驱动方式,其均应属于本发明的保护范围;工作时,所述第三输送带41接收从所述第二输送带36陆续输出的合格陶瓷片,陶瓷片在导向机构44导向作用下依次沿推板431按一定数量排成列,当满列传感器持续有信号时,第三输送带41停止运动,由推板驱动机构432驱动推板431将成列的满列陶瓷片推送至所述第四输送带42,推板回退后第四输送带42步进一段距离。
43.综上所述,本系统的工作方式如下:陶瓷片从料斗11经两级直震处理,可连续匀速输送无序陶瓷片到第一输送带,经第一输送带14上打散导向板15 打散后,通过翻转板22对陶瓷片进行翻面处理,然后通过公母头朝向整理机构23对陶瓷片进行公母头朝向整理,使陶瓷片基本以同一姿态输送到识别剔除机构所在的透明回转盘31;回转盘31持续旋转,第一输送带14所输送陶瓷片在回转盘上经过陶瓷破损检测摄像头,内部算法可精确识别出陶瓷片是否破损,若陶瓷破损,则对该陶瓷进行吹气剔除,接下来经过导向板进入第二输送带36,通过第二输送带上方公母检测摄像头时,同理,若陶瓷片母头朝前,对该陶瓷片进行吹气剔除,经两个摄像头检测识别后的合格陶瓷片会由第二输送带36经过渡板输送到第三输送带41上,等待满列传感器持续有信号时进行推送,满列陶瓷片则被输送到第四输送带42等待人工处理。
44.本智能分捡排序系统设计巧妙合理,成功实现了陶瓷片的自动分拣作业以及从无序到有序的自动整理排列,大大提高了生产效率,降低了用工成本,市场前景巨大。
45.以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。