1.本发明涉及一种木工流水线控制系统,具体是一种套洗多机连线控制系统。
背景技术:
2.随着定制家具的产品越来越丰富,定制的板件的形状也跟着变化,而传统的开料锯只能加工矩形板件,如果需要加工异形板件则需要在指定的柔性线进行加工,效率太低,因此引入了套铣设备,将板材加工与形状塑造(异形)的加工工艺整合在一起加工。
3.目前套铣设备离散部署,独立运行互不干预,由人工自行上料,还没有专门针对套铣设备连线统一控制的系统,当前套铣设备离散部署,相互独立,一台设备加工一个批次,导致加工文件不能共享,批次在该工段滞留时间过长,而且人工上料,效率低,人员成本高。
技术实现要素:
4.本发明所解决的技术问题在于提出了一种套洗多机连线控制系统套洗多机连线控制系统, 对多台套铣设备进行连线,实现自动上料退料,将各套铣设备的数据连通,实现多台套铣设备可同时加工同一个批次,提高设备的效率与协同率。以解决上述背景技术中所述的问题。
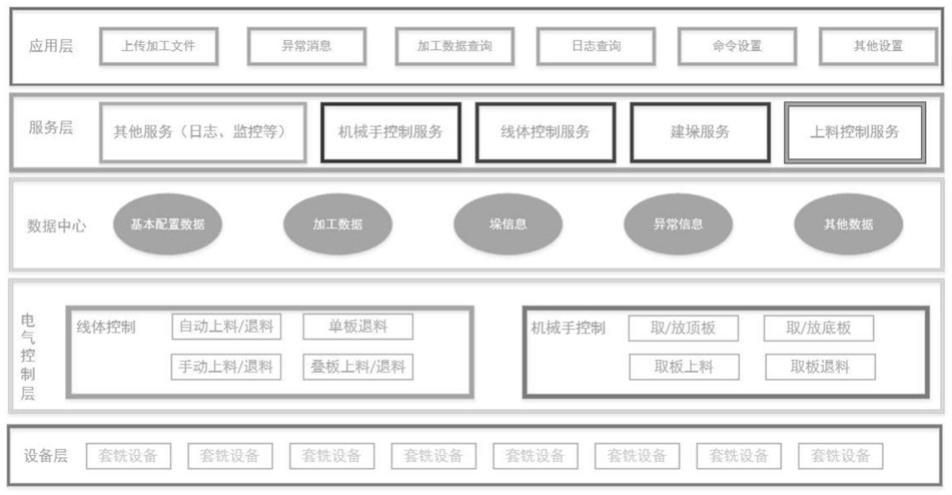
5.本发明所解决的技术问题采用以的技术方案是:套洗多机连线控制系统,主要包括应用层、服务层、数据中心、电气控制层四大部分。
6.在本发明中,所述应用层:在本发明中,所述应用层是用户的相关数据查询与配置设置功能,通过直观的页面连接了服务层、数据中心、电气控制层、设备层,可以让用户很直观的查询相关数据、配置相关功能,在应用层可以进行上传加工文件、异常消息提醒、加工数据查询、日志查询、命令设置、进行其他相关设置。
7.在本发明中,所述服务层包括其他服务、建垛的服务、线体控制服务、机械手控制服务;所述其他服务:主要是日志服务与监控服务(用于监控整个系统各模块的运行情况)所述机械手控制服务:主要是与机械手实现相关的功能(机械手状态监控、机械手任务执行状态等)。
8.所述线体控制服务:主要是与线体实现相关的功能(线体状态监控、线体任务执行状态等)。
9.所述建垛的服务:用户上传的加工数据,根据建垛规则进行建垛。
10.在本发明中,所述数据中心:数据中心是整个系统中的所有存储数据的集合,主要包含以下几部分:基本配置数据、加工数据、垛信息、异常信息和其他数据。
11.在本发明中,所述电气控制层:电气控制层包括线体控制和机械手控制:线体控制:通过指令,控制自动上/退料、手动上/退料、叠板上/退料、单板退料。
12.机械手控制:取/放顶板、取/放底板、取板上料、取板退料。
13.有益效果:套洗多机连线控制系统,实现对套铣设备的多机连线,集自动备料上
料、各机器与机械设备自动控制、智能分配加工任务一体化。大大降低了人员的用工成本,提高套铣设备的协调性,解决了背景技术中叙述的问题。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
15.图1为套铣多机连线控制系统架构图。
16.图2为线体控制流程图。
17.图3 为机械手控制流程图。
18.图4 为建垛流程图。
19.具体实施方式:为了使本发明的实现技术手段、创作特征、达成目的与功效,易于明白了解、下面结合具体图示,进一步阐述本发明。
20.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
21.在本发明的描述中,需要理解的是,术语
“ꢀ
上”、
“ꢀ
下”、
“ꢀ
顶”、
“ꢀ
底”、
“ꢀ
内”、
“ꢀ
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.如图1所示,套洗多机连线控制系统,主要分为应用层、服务层、数据中心、电气控制层四大部分。
23.套铣多机连线控制系统具体的工作流程如下:(1) 数据中心数据中心是整个系统中的所有存储数据的集合,主要包含以下几部分:基本配置数据、加工数据、垛信息、异常信息和其他数据。
24.1)基本配置数据基本配置数据主要有:线体控制任务类型、机械手控制任务类型、线体控制命令、机械手控制命令、加工数据解析协议、建垛方式配置等。
25.2)加工数据、垛信息、异常信息加工数据即为套铣设备加工需要的数据。
26.垛是指由多个板材堆叠成垛,也称为板材垛。
27.垛信息是板材的花色、堆叠顺序、批次、计划日期、上料时间等垛的相关信息。
28.异常信息主要是指线体控制交互的异常信息(线体报警、急停、异常等),机械手控制交互的异常信息(机械手报警、急停、异常等)。
29.3)其他数据
其他数据为系统运行过程中的日志信息以及与外部系统交互的信息。
30.(2) 电气控制层1)线体控制如图2线体控制流程:检查当前是否符合上料/退料条件(有料可上、是否需要上料/退料、线体是否准备就绪等状态信息),生成相对应的上料退料任务,然后查询对应任务的控制指令并写入线体plc实现上退料控制。
31.2)机械手控制如图3机械手控制流程:检查当前是否需要取板(有板可上、套铣设备是否需要取放板、线体是否允许取放板等状态信息),生成相对应的机械手任务,然后查询对应任务的控制指令并写入线体plc实现机械手的取放板材上料控制。
32.(3) 服务层其他服务:主要是日志服务与监控服务(监控整个系统各模块的运行情况)。
33.机械手控制服务:主要是与机械手实现相关的功能(机械手状态监控、机械手任务执行状态等)。
34.线体控制服务:主要是与线体实现相关的功能(线体状态监控、线体任务执行状态等)。
35.建垛的服务:是用户上传的加工数据,根据建垛规则进行建垛。
36.建垛的主要基本方法如图4建垛流程图:建垛流程大致为;在加载数据:先加载加工数据,然后加载板材类型配置;加载完数据后开始识别板材类型,识别板材类型的过程大致为,区分自动/手动备料板材,然后按计划日期分类,再按批次分类,再按照物料编码进行分类;完成板材分类后,进行加载建垛配置,加载的信息包括哪些物料编码可以混叠、哪些物料编码的板材可以连板,单垛最大混物料编码的板材数、单垛板材的最大数,然后生成垛明细。
37.(4) 应用层:在应用层内,用户可以进行:基本操作(加工文件上传、工位状态审核、)相关数据查询(加工数据查询、机械手与线体任务查询、故障查询、日志查询等)与配置设置(命令配置、文件解析协议配置、建垛规则配置等)功能。
38.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护的范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
