1.本发明涉及焊接设备技术领域,尤其涉及一种曲线焊接机。
背景技术:
2.瓦楞板也叫做压型板,采用彩色涂层钢板、镀锌板等金属板材经辊压冷弯成各种波型的压型板,它适用于工业与民用建筑、仓库、特种建筑、大跨度钢结构房屋的屋面、墙面以及内外墙装饰等。具有质轻、高强、色泽丰富、施工方便快捷、抗震、防火、防雨、寿命长、免维护等特点,现已被广泛推广应用。
3.公开号为cn209190069u的发明创造公开了一种瓦楞板仿形焊接装置以及焊接设备,其包括:传送装置、第一焊接装置以及第二焊接装置;所述传送装置包括有送料端和出料端,所述送料端与所述出料端之间为用于传送水平放置的瓦楞板或焊接件的传送轨道;所述第一焊接装置和第二焊接装置均固定连接于所述送料端、所述出料端或所述送料端与所述出料端之间的位置,所述第一焊接装置与所述第二焊接装置分别位于所述传送轨道的两侧,当所述传送装置将瓦楞板或焊接件从所述送料端运输至所述出料端经过所述第一焊接装置与所述第二焊接装置的过程中,所述第一焊接装置与所述第二焊接装置设有的焊接枪与所述瓦楞板或焊接件相对。
4.现有的焊接设备无法处理瓦楞板接头处近似于梯形的曲折线性焊缝,使得瓦楞板焊接效率较低。同时具体针对瓦楞板结构设计的焊接设备在焊接瓦楞板的过程中,不得不使焊枪头持续地两侧摆动,以焊接两条倾斜的焊缝,使得设备结构复杂,故障率高。
技术实现要素:
5.有鉴于此,有必要提供一种曲线焊接机,用以解决现有焊接设备焊接瓦楞板焊缝困难的问题。
6.本发明提供一种曲线焊接机,包括:支撑架体、与支撑架体相对设置的瓦楞板传送装置,与支撑架体滑动连接的直向焊接组件以及与支撑架体滑动连接的斜向焊接组件;
7.所述支撑架体竖直设置且与地面固定连接;
8.所述瓦楞板传送装置水平设置且用于传输瓦楞板;
9.所述直向焊接组件包括直向焊枪以及与直向焊枪连接的直向传动模块,所述直向传动模块驱动所述直向焊枪上下移动,以供调节所述直向焊枪与所述瓦楞板之间的焊接距离,所述瓦楞板传送装置带动所述瓦楞板水平移动供于焊接瓦楞板的直向焊缝;
10.所述斜向焊接组件包括两斜向焊枪以及与斜向焊枪连接的斜向传动模块,所述斜向传动模块驱动所述斜向焊枪斜向移动供于焊接瓦楞板的斜线焊缝;
11.在斜向焊接过程中,所述斜向焊枪对称设置于瓦楞板的凸起的两侧,所述直向焊枪偏置设置于所述瓦楞板的凸起的一侧。
12.进一步的,所述直向传动模块包括与所述直向焊枪连接的移动件、与所述支撑架体固定连接的第一导向单元以及直向驱动单元,所述移动件与所述第一导向单元滑动连
接,所述直向驱动单元连接所述移动件和所述支撑架体,以供驱动所述移动件沿所述第一导向单元上下移动。
13.进一步的,所述第一导向单元包括两支撑块和导向杆,两所述支撑块与所述支撑架体固定连接,两所述支撑块相对间隔设置,所述导向杆的一端与其中一所述支撑块固定连接,所述导向杆的另一端经所述移动块与另一所述支撑块连接,所述移动件可沿所述导向杆移动。
14.进一步的,所述直向驱动单元包括螺杆以及第一驱动件,所述螺杆的两端分别与两所述支撑块转动连接,所述螺杆的中部与所述移动件螺纹连接,所述第一驱动件与所述支撑架体固定连接,所述第一驱动件的输出轴与所述螺杆连接,以通过带动所述螺杆转动,来驱动所述移动件移动。
15.进一步的,所述斜向传动模块包括与所述斜向焊枪连接的衔接件、与所述支撑架体可拆卸式连接的第二导向单元、与所述支撑架体连接的斜向驱动单元,所述斜向驱动单元设置于所述第二导向单元上方,所述衔接件倾斜设置且与所述第二导向单元滑动连接,所述衔接件远离所述斜向焊枪的一端与所述斜向驱动单元连接,以供所述斜向驱动单元驱动所述衔接件倾斜移动。
16.进一步的,所述第二导向单元包括与所述支撑架体可拆卸式连接的导向件以及设置于导向件中的导向孔,所述导向孔倾斜设置,所述衔接件与所述导向孔滑动连接。
17.进一步的,所述导向孔为两个且对称设置,所述导向孔的倾斜角度与瓦楞板的斜线焊缝的角度一致。
18.进一步的,所述斜向驱动单元包括与所述衔接件连接的运动转换件以及与所述支撑架体固定连接的第二驱动件,所述运动转换件与所述衔接件连接,所述第二驱动件的输出轴与所述运动转换件连接,以供通过驱动所述运动转换件移动,来带动所述衔接件移动。
19.进一步的,所述运动转换件包括槽体以及嵌设于槽体中的滑动件,所述槽体中设有沿所述槽体长度方向设置的移动槽,所述滑动件与所述移动槽的内壁滑动连接,所述衔接件的末端与所述滑动件铰接。
20.进一步的,所述直向焊枪和斜向焊枪均相对所述瓦楞板传送装置倾斜设置。
21.与现有技术相比,本发明具有的有益效果为:
22.本发明的一种曲线焊接机,将瓦楞板的曲折线性焊接缝隙给分解成直向焊缝和斜向焊缝,通过两组机构来分别对两种焊缝进行焊接,利用直向传动模块控制直向焊枪的升降,来对瓦楞板的不同高度的直向焊缝进行焊接。借助斜向传动模块驱动两组斜向焊枪斜向运动,对瓦楞板的斜向焊缝进行焊接。直向传动模块和斜向传动模块结构简单可靠,解决了现有焊接设备焊接瓦楞板焊缝困难的问题。
附图说明
23.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
24.图1为本发明整体的前视结构示意图;
25.图2是本发明整体的侧视结构示意图;
26.图3是本发明整体的后视结构示意图;
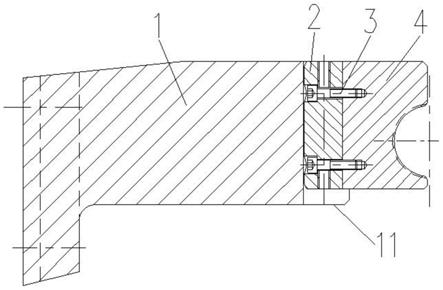
27.图4是本发明中运动转换件的结构示意图;
28.图中,支撑架体100、瓦楞板传送装置200、直向焊枪300、直向传动模块400、移动件410、第一导向单元420、支撑块421、导向杆422、直向驱动单元430、螺杆431、第一驱动件432、斜向焊枪500、斜向传动模块600、衔接件610、第二导向单元620、导向件621、导向孔622、斜向驱动单元630、运动转换件631、槽体631a、移动槽631b、滑动件631c、第二驱动件632、焊缝700、斜向焊缝710、第一直向焊缝720、第二直向焊缝730。
具体实施方式
29.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
30.请参阅图1和图2,本实施例中的一种曲线焊接机,包括:支撑架体100、与支撑架体100相对设置的瓦楞板传送装置200、与支撑架体100滑动连接的直向焊接组件以及与支撑架体100滑动连接的斜向焊接组件。支撑架体100竖直设置且与地面固定连接,支撑架体100不能移动,瓦楞板在瓦楞板传送装置200的驱动下相对支撑架体100移动,来完成自身的进给。在支撑架体100上设置有与支撑架体100滑动连接的直向焊接组件和斜向焊接组件,直向焊接组件独立对直向焊缝进行焊接,斜向焊接组件从两侧独立对斜向的焊缝进行焊接,完成对瓦楞板曲折焊接结构的焊接。
31.需要特别说明的是,对瓦楞板的焊接一般是将水平放置的瓦楞板带有凸起的截面与竖直放置的板材焊接,形成复杂的焊缝700,同时焊缝700包括不同高度的第一直向焊缝720和第二直向焊缝730,倾斜设置的斜向焊缝710。另外,瓦楞板传送装置200为传送辊轮或者传送带,瓦楞板安置于瓦楞板传送装置200上。
32.请继续参阅图1和图2,直向焊接组件包括直向焊枪300以及与直向焊枪300连接的直向传动模块400,在具体实施过程中,直向传动模块400包括与直向焊枪300连接的移动件410、与支撑架体100固定连接的第一导向单元420以及直向驱动单元430,第一导向单元420限定移动件410的移动方向,直向驱动单元430带动直向焊枪300沿第一导向单元420运动,从而可以调节直向焊枪300与瓦楞板之间的距离,进而可以分别对不同高度的第一直向焊缝720和第二直向焊缝730进行焊接。进一步的,移动件410具体为u形移动块,u形移动块包括两滑块以及连接两滑块的连接块,其中一个滑块与第一导向单元420滑动连接,另一个滑块与直向焊枪300连接,直向驱动单元430连接移动件410和支撑架体100,从而驱动移动件410沿第一导向单元420上下移动。u形移动块可以减轻移动件410的重量,便于驱动移动件410的移动。
33.作为进一步的实施方式,第一导向单元420包括两支撑块421和导向杆422,两支撑块421与支撑架体100固定连接,两支撑块421上下间隔设置于支撑架体100上,导向杆422的一端与其中一支撑块421固定连接,导向杆422的另一端经移动件410与另一支撑块421连接。与导向杆422滑动连接的滑块中设有通孔,通孔的内壁与导向杆422滑动连接,滑块可以带动移动件410沿着导向杆422上下移动。支撑块421突出支撑架体100设置,能够使第一导向单元420与支撑架体100间隔设置,避免第一导向单元420与支撑架体100之间相互干涉。
34.请重点参阅图1,直向驱动单元430包括螺杆431以及第一驱动件432,螺杆431的两端分别与两支撑块421转动连接。具体的,螺杆431的两端通过轴承与支撑块421连接,螺杆
431的中部与移动件410的滑块螺纹连接,第一驱动件432与支撑架体100固定连接。第一驱动件432具体为伺服电机,第一驱动件432的输出轴与螺杆431连接,第一驱动件432带动螺杆431转动,转动的螺杆431驱动移动件410上下移动。螺杆431作为动力传输件,将来自第一驱动件432的转矩传递给移动件410,通过减小螺杆431的螺距,能够提高移动件410的移动精度。
35.请参阅图1和图2,斜向传动模块600包括与斜向焊枪500连接的衔接件610、与支撑架体100可拆卸式连接的第二导向单元620、与支撑架体100连接的斜向驱动单元630。在具体实施过程中,斜向驱动单元630设置于第二导向单元620上方,衔接件610具体为衔接杆,衔接件610倾斜设置且与第二导向单元620滑动连接,衔接件610的一端与斜向焊枪500连接,衔接件610远离斜向焊枪500的一端与斜向驱动单元630连接。衔接件610作为运动传输元件,将来自斜向驱动单元630的运动传输给斜向焊枪500,在第二导向单元620设置倾斜通道给予衔接件610支撑,使得衔接件610的运动更加稳定和可靠。
36.请参阅图1,第二导向单元620包括与支撑架体100可拆卸式连接的导向件621以及设置于导向件621中的导向孔622,导向孔622倾斜设置,衔接件610与导向孔622滑动连接。在具体实施过程中,导向件621为导向柱体,导向柱体通过螺栓与支撑架体100连接,在导向件621设有导向孔622,倾斜设置的导向孔622与衔接件610滑动连接。作为进一步的实施方式,导向孔622为两个且对称设置,导向孔622的倾斜角度与瓦楞板的斜线焊缝的角度一致。需要说明的是,导向件621是可以替换的,根据不同型号尺寸的瓦楞板,可以选择带有不同倾斜角度导向孔622的导向件621,从而提高设备的适用范围。
37.请参阅图3和图4,斜向驱动单元630包括与衔接件610连接的运动转换件631以及与支撑架体100固定连接第二驱动件632,运动转换件631与衔接件610连接,第二驱动件632的输出轴与运动转换件631连接。第二驱动件632具体为电动推杆,运动转换件631包括槽体631a以及嵌设于槽体631a中的滑动件631c,槽体631a中设有沿槽体631a长度方向设置的移动槽631b,滑动件631c与移动槽631b的内壁滑动连接,衔接件610的末端与滑动件631c铰接,第二驱动件632的输出轴与槽体631a的外部固定连接。在具体实施过程中,槽体631a为长矩形,移动槽631b的截面为“t”形,移动槽631b的一侧与外部连通,滑动件631c包括尺寸不一的大头端和小头端,滑动件631c的大头端嵌设于移动槽631b中,滑动件631c的小头端穿过槽体631a与衔接件610铰接,在第二驱动件632驱动衔接件610带动衔接件610斜向移动的过程中,衔接件610相对滑动件631c转动,滑动件631c相对槽体631a移动,从而实现运动的转换。
38.请参阅图1和图2,直向焊枪300和斜向焊枪500均相对瓦楞板传送装置200倾斜设置,在焊接过程中,焊枪从一侧对另一侧的瓦楞板进行焊接,倾斜设置便于焊接热量的传递,能够提高焊接质量。
39.工作流程:先利用瓦楞板传送装置200将瓦楞板传送到正对支撑架体100的位置,首先启动第二驱动件632,驱动衔接件610斜向下移动,斜向焊枪500沿着瓦楞板凸起的两侧移动至瓦楞板底部。紧接着启动斜向焊枪500同时驱动衔接件610上移,斜向焊枪500斜向上升并对斜向焊缝710进行焊接。然后待斜向焊枪500远离瓦楞板后,关闭斜向焊枪500。接下来,启动第一驱动件432,驱动直向焊枪300下移至瓦楞板的凸起顶部,启动瓦楞板传送装置200并开启直向焊枪300,直向焊枪300对第二直向焊缝730进行焊接,待第二直向焊缝730焊
接完毕后,关闭直向焊枪300。然后,瓦楞板传送装置200带动瓦楞板继续行进一段距离,越过斜向焊缝710,启动第一驱动件432,驱动300下移至瓦楞板的底部,开启直向焊枪300,对第一直向焊缝720进行焊接。
40.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。