1.本公开涉及人工智能技术领域,尤其涉及一种热轧产品质量追溯方法及装置。
背景技术:
2.目前,钢铁产品主要用于建造业、航空航天以及汽车制造等各方面,这些行业对钢铁质量的要求十分严格,所以在发现热轧产品出现质量问题时,及时获知发生质量问题的根本原因以及时解决是十分重要的。
技术实现要素:
3.本公开实施例提供一种质量追溯方法,以实现对在线工艺设备的质量追溯,精确判定质量问题发生的根本原因。
4.根据本公开的第一方面,提供一种热轧产品质量追溯方法,所述方法包括:
5.获取产品质量缺陷类型;
6.将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数;
7.根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷。
8.可选地,所述获取产品质量缺陷类型,包括:
9.将获取到的产品图像输入图像信息模型进行分类处理,输出所述产品质量缺陷类型。
10.可选地,所述工艺决策树模型包括缺陷决策树判断模块,缺陷成因列表模块和日志记录模块;
11.所述缺陷决策树判断模块用于根据所述产品质量缺陷类型进行倒追溯源,经过决策树判断来得到产生产品质量缺陷的可能原因,并输出控制信号控制需要检测的设备附近的光源,以提示工作人员进行人工校正;
12.所述缺陷成因列表模块用于根据所述缺陷决策树判断模块所得到的产生产品质量缺陷的可能原因进行成因分析,得到缺陷成因列表;并根据所述缺陷成因列表中的成因映射得到引起产品质量缺陷的设备和工艺参数;通过所述工艺参数反过来判断是否是所述成因引起的产品质量缺陷;
13.所述日志记录模块用于记录所示缺陷决策树判断模块产生的每条判断结果,形成日志记录库。
14.可选地,所述产品质量缺陷类型至少包括:辊印,表面夹杂,氧化铁皮,厚薄不均,麻点,气泡,折迭,塔形,松卷,扁卷,镰刀弯,契形,凸度,瓢曲。
15.可选地,一种产品质量缺陷类型对应一个缺陷决策树判断模块;所述缺陷决策树判断模块中的决策树根据所述产品质量缺陷类型设置的。
16.可选地,所述根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷,包括:
17.在线调整对应设备的工艺参数以消除缺陷;或者,
18.向工作人员发出报警信息,以提示工作人员调整工艺参数以消除缺陷。
19.根据本公开的第二方面,提供了一种热轧产品质量追溯装置,所述装置包括:
20.获取单元,用于获取产品质量缺陷类型;
21.分析单元,用于将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数;
22.调整单元,用于根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷。
23.根据本公开的第三方面,提供一种计算机可读存储介质,包括指令,当所述指令在计算机上运行时,使得计算机执行上述第一方面中任一项所述的热轧产品质量追溯方法。
24.本公开实施例的方法,通过获取产品质量缺陷类型;将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数;根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷。可以实现对在线工艺设备的质量追溯,精确判定质量问题发生的根本原因。
25.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
26.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
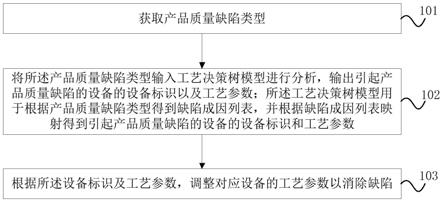
27.图1是本公开实施例的热轧产品质量追溯方法的流程图;
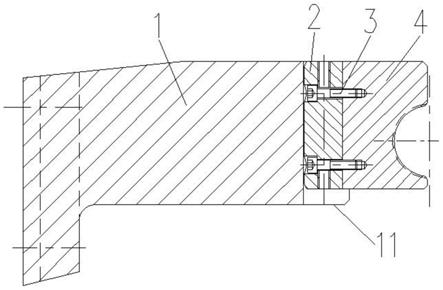
28.图2是本公开实施例的热轧带钢检测设备部署示意图;
29.图3是本公开实施例的外围硬件设备部署示意图;
30.图4是本公开实施例的氧化铁皮的工艺决策树模型的示意图;
31.图5是实现本公开实施例的热轧产品质量追溯方法的系统流程图;
32.图6是本公开实施例的热轧产品质量追溯装置的结构示意图。
具体实施方式
33.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
34.图1是本公开实施例的热轧产品质量追溯方法的流程图。如图1所示,本实施例的
方法具体可以由电子设备,如终端或者服务器执行,具体的,该方法可以包括如下步骤101~步骤103:
35.步骤101,获取产品质量缺陷类型。
36.步骤102,将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数。
37.步骤103,根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷。
38.如图2和图3所示,本实施例中,需要在工艺段上进行摄像头和光源的部署,外围硬件设备需要具备摄像头等图像传输能力,以获得热轧钢板的实际情况。
39.本实施例中,如图5所示,当表面检测仪发现了产品质量缺陷时,将获取到的产品图像输入图像信息模型进行分类处理,输出所述产品质量缺陷类型。在得到产品质量缺陷类型后,可以根据上述步骤102和步骤103进行倒推,在缺陷库中匹配相应的工艺决策树模型,得到某种类型缺陷对应的工艺决策树图,然后反向逐个扫描工艺端的参数,并控制摄像头边的光源采集视频,确定引起缺陷的设备和参数,追溯到具体产生缺陷源头的设备端和工艺端,并能够在线调整对应设备的工艺参数以消除缺陷;或者,在无法做到自动消缺的情况下,向工作人员发出报警信息,让工作人员及时发现问题所在,以提示工作人员调整工艺参数以消除缺陷,保证质量问题及时消除在萌芽状态。
40.具体的,本实施例所针对的产品质量缺陷类型至少包括:辊印,表面夹杂,氧化铁皮,厚薄不均,麻点,气泡,折迭,塔形,松卷,扁卷,镰刀弯,契形,凸度,瓢曲。
41.每种产品质量缺陷类型对应几类产生该缺陷的根源的工艺参数。例如,如图4所示,对于氧化铁皮而言,它包含板坯加热时间过长,大立辊设定不合理,铁皮未挤松,高压除鳞水管水压低导致铁皮未除尽,沸腾钢中发生氧化铁皮多,含硅较高的钢中容易产生红铁皮这几类缺陷产生原因。
42.根据这些原因进一步扩展,比如,板坯加热时间过长这类缺陷产生原因下,进一步分析加热炉板坯测量加热时间,监控板坯id出炉时间
‑
入炉时间,是否在合理区间内,若不在,标记异常,并调整加热炉辊道;若在,查询下一个因素:查询大立辊设定不合理,铁皮未挤松。在查询大立辊设定不合理,铁皮未挤松这类缺陷产生原因下,进一步分析设定值和板厚匹配值是否一致,若不一致,调整设定值和板厚的值,若无法调整到位,则停机检修,标记异常,若可以调整到位,则标记调整,并查询下一个因素,若设定值和板厚匹配值一致,则直接查询下一个因素:高压除鳞水管水压低导致铁皮未除尽。在高压除鳞水管水压低导致铁皮未除尽这类缺陷产生原因下,进一步分析水压反馈是否达到设定值,未达到时,可以停机检修并标记异常,或者也可以尝试增加压力直到达到设定值为止,判断调整到位后,标记调整并查询下一个因素:沸腾钢中发生氧化铁皮多,含硅较高的钢中容易产生红铁皮。在沸腾锅中发生氧化铁皮多,含硅较高的钢中容易产生红铁皮这类缺陷产生原因下,进一步分析是否为沸腾钢,若是沸腾钢,则标记沸腾钢,若不是沸腾钢,则查询下一个因素,若当前是最后一个因素,则查询完毕,返回实际问题,并记录相关内容到日志。这样,一直判断到最后的查询下一个因素为止。同时在判断该因素是否为成因的同时,记录相关的内容到日志记录,确保能够实时判断该因素是否为真实的原因。
43.其中,上述步骤102中所述的工艺决策树模型包括缺陷决策树判断模块,缺陷成因列表模块和日志记录模块。所述缺陷决策树判断模块主要起到检索查找的作用,用于根据所述产品质量缺陷类型进行倒追溯源,经过决策树判断来得到产生产品质量缺陷的可能原因,并输出控制信号控制需要检测的设备附近的光源,以提示工作人员进行人工校正。
44.在实际应用中,工艺段上的摄像头保持打开状态,摄像头边上设置光源,该光源的打开和关闭取决于是否需要检测该区域设备的情况,这样在平时钢卷没有缺陷的情况下,可以完整的不受干扰的生产,一直到发现相关缺陷并分类时,通过反向扫描可以得到某个设备点,扫描到某个设备点的时候即将旁边的光源打开,用以检测相关的所需图像内容。找到相关原因后,由于设备扫描相关因素部分的灯最终在缺陷产生原因点打开,因此在生产线上非常容易用肉眼识别出现问题的点,对帮助点检人员及时消缺起到最速指导和指示的作用。
45.所述缺陷成因列表模块用于根据所述缺陷决策树判断模块所得到的产生产品质量缺陷的可能原因进行成因分析,得到缺陷成因列表;并根据所述缺陷成因列表中的成因映射得到引起产品质量缺陷的设备和工艺参数;通过所述工艺参数反过来判断是否是所述成因引起的产品质量缺陷。其中,一种产品质量缺陷类型对应一个缺陷决策树判断模块;所述缺陷决策树判断模块中的决策树根据所述产品质量缺陷类型设置的。可以理解,由于判断需要具备判断的条件,而得出条件的方式是需要一一列举,所以在列出缺陷成因列表的时候加入了针对缺陷工艺模型的理解和判断分析内容,针对每种缺陷进行了一定量的成因分析,得到5~10种可能产生的成因,然后根据这些成因进行进一步的分解和映射到具体设备和工艺参数,通过工艺参数的获取来进一步的判断是否是该成因引起的最终缺陷。
46.所述日志记录模块用于记录所示缺陷决策树判断模块产生的每条判断结果,形成日志记录库。具体的,由于在决策过程中会针对每类成因进行一定的分析,因此每条小的分析结果经过判断后进行自动日志记录,通过日志记录的日志记录库可以真实反应每次缺陷发生的时候设备故障原因记录,以及相关的信息,这样对未来的设备检测和维修服务可以起到一个辅助指导升级的作用。
47.本实施例的技术方案,通过获取产品质量缺陷类型;将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数;根据所述设备标识及工艺参数,调整对应设备的工艺参数以消除缺陷。可以实现对在线工艺设备的质量追溯,精确判定质量问题发生的根本原因。
48.图6是本公开实施例的热轧产品质量追溯装置的结构示意图。如图6所示,本实施例的热轧产品质量追溯装置60可以包括:获取单元61,分析单元62和调整单元63。
49.其中,获取单元61,用于获取产品质量缺陷类型。
50.分析单元62,用于将所述产品质量缺陷类型输入工艺决策树模型进行分析,输出引起产品质量缺陷的设备的设备标识以及工艺参数;所述工艺决策树模型用于根据产品质量缺陷类型得到缺陷成因列表,并根据缺陷成因列表映射得到引起产品质量缺陷的设备的设备标识和工艺参数。
51.调整单元63,用于根据所述设备标识及工艺参数,调整对应设备的工艺参数以消
除缺陷。
52.具体的,获取单元61可用于将获取到的产品图像输入图像信息模型进行分类处理,输出所述产品质量缺陷类型。
53.本实施例中,所述分析单元62中的所述工艺决策树模型包括缺陷决策树判断模块,缺陷成因列表模块和日志记录模块;所述缺陷决策树判断模块用于根据所述产品质量缺陷类型进行倒追溯源,经过决策树判断来得到产生产品质量缺陷的可能原因,并输出控制信号控制需要检测的设备附近的光源,以提示工作人员进行人工校正;所述缺陷成因列表模块用于根据所述缺陷决策树判断模块所得到的产生产品质量缺陷的可能原因进行成因分析,得到缺陷成因列表;并根据所述缺陷成因列表中的成因映射得到引起产品质量缺陷的设备和工艺参数;通过所述工艺参数反过来判断是否是所述成因引起的产品质量缺陷;所述日志记录模块用于记录所示缺陷决策树判断模块产生的每条判断结果,形成日志记录库。
54.其中,一种产品质量缺陷类型对应一个缺陷决策树判断模块;所述缺陷决策树判断模块中的决策树根据所述产品质量缺陷类型设置的。
55.具体的,所述产品质量缺陷类型至少包括:辊印,表面夹杂,氧化铁皮,厚薄不均,麻点,气泡,折迭,塔形,松卷,扁卷,镰刀弯,契形,凸度,瓢曲。
56.所述调整单元63具体可以用于在线调整对应设备的工艺参数以消除缺陷;或者,向工作人员发出报警信息,以提示工作人员调整工艺参数以消除缺陷。
57.本实施例的热轧产品质量追溯装置,可用于执行上述方法实施例中的技术方案,其实现原理和技术效果类似,在此不再赘述。
58.本实施例还提供一种计算机可读存储介质,该存储介质中存储有指令,该指令在计算机上运行时,使得计算机执行本公开任意方法实施例中描述的方法。
59.本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由下面的权利要求指出。
60.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。