1.本发明涉及焊接装置技术领域,具体涉及一种异形钢管焊接装置。
背景技术:
2.在一些情况下,两根钢管需要焊接后才能使用,为了让两根钢管的焊接口能够对齐,工程师设计出了多种钢管焊接夹持设备。如公开号为cn111761289a公开了一种用于钢管焊接的夹持装置,将需要焊接的两根钢管放入在夹持管中,通过调节四个调节螺丝将两根钢管夹紧。
3.由此可看出,该装置的夹持管的尺寸对需要焊接的钢管的尺寸具有一定限制性,不适合更多尺寸的钢管或者异形钢管。
技术实现要素:
4.发明目的:为了解决上述问题,本发明提供了一种异形钢管焊接装置。
5.技术方案:一种异形钢管焊接装置,包括:工作台,包括一工作面;焊接组件,设于所述工作面上;第一夹持组件,设于所述工作面上且位于所述焊接组件下方;所述第一夹持组件具有第一夹持空间;第二夹持组件,设于所述第一夹持组件一侧;所述第二夹持组件具有与第一夹持空间相对设置的第二夹持空间;工作时,根据焊接需求,调节第一夹持空间与第二夹持空间之间的相对距离,实现对工件的精准夹持。
6.在进一步的实施例中,所述第一夹持组件包括:设于所述工作面的横向电动推杆,与所述横向电动推杆连接且具有第一夹持面的第一夹持件,以及与所述第一夹持面相对设置且具有第二夹持面的第二夹持件。
7.通过采用上述技术方案,第一夹持件能进行横向移动,与第二夹持件形成的第一夹持空间大小进行变化,可应用于不同尺寸的工件夹持。
8.在进一步的实施例中,所述第二夹持组件包括:设于所述工作面的竖向电动推杆,与所述竖向电动推杆连接且具有第三夹持面的第三夹持件,以及与所述第三夹持面相对且具有第四夹持面的第四夹持件。
9.通过采用上述技术方案,第三夹持件与第四夹持件的距离可调,能对不同直径的工件进行夹持。
10.在进一步的实施例中,所述焊接组件包括:设于所述工作面上的支撑柱,设于所述支撑柱顶端的横向电动丝杆模组,与所述横向电动丝杆模组连接的竖向电动丝杆模组,以及设于所述竖向电动丝杆模组上的焊接头。
11.通过采用上述技术方案,焊接头能在竖向或横向进行移动,焊接更具有灵活性。
12.在进一步的实施例中,所述第一夹持件包括安装部,设于所述安装部内部且延伸至外部的伸缩部,以及与所述伸缩部连接的夹持部。
13.通过采用上述技术方案,第一夹持件与第二夹持件的距离可调,实现对不同直径的工件进行夹持
在进一步的实施例中,所述夹持部具有容纳腔,在所述容纳腔内设至若干组弹性件,每个所述弹性件对应连接有定位柱,所述定位柱延伸至夹持部外部;若干组所述弹性件与定位柱形成定位部;所述定位部可根据工件的表面曲率进行不同程度的伸缩,实现对工件的精准定位。
14.通过采用上述技术方案,实现对不同形状的工件面接触,提高夹持效果。
15.有益效果:第一夹持组件和第二夹持组件同时对工件进行夹持,并且在工作时可根据焊接需求,调整第一夹持空间和第二夹持空间的大小或者相对位置,实现对不同尺寸和形状的工件的精准夹持。
附图说明
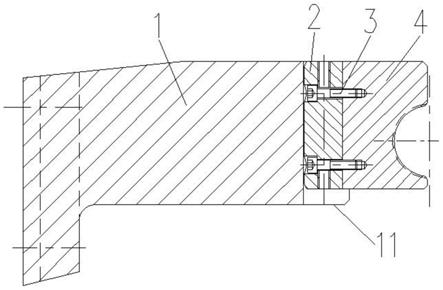
16.图1是焊接装置的结构示意图。
17.图2是第一夹持件的结构示意图。
18.图3是另一实施例中夹持部的结构示意图。
19.图1至图3中各标注为:横向电动推杆1、第一夹持件2、第二夹持件3、竖向电动推杆4、第三夹持件5、第四夹持件6、支撑柱7、横向电动丝杆模组8、竖向电动丝杆模组9、焊接头10、安装部21、伸缩部22、夹持部23、定位柱231。
具体实施方式
20.为了解决现有技术中存在的问题,申请人对现有各种方案进行了深入地分析,具体如下:在一些情况下,两根钢管需要焊接后才能使用,为了让两根钢管的焊接口能够对齐,工程师设计出了多种钢管焊接夹持设备。如公开号为cn111761289a公开了一种用于钢管焊接的夹持装置,将需要焊接的两根钢管放入在夹持管中,通过调节四个调节螺丝将两根钢管夹紧。该装置有以下缺点:首先由于夹持方式,夹持管的尺寸对需要焊接的钢管的尺寸具有一定限制,超出夹持管的尺寸就不能被夹持;其次调节螺丝设置在夹持管内,又一定程度上占据了夹持管的内部空间,减少了夹持管的夹持空间;因此该夹持装置不能适用于不同尺寸或形状的钢管。
21.为此申请人提出了以下解决方案,如图1至3所示,本实施例提供了一种异形钢管焊接装置,包括工作台、焊接组件、第一夹持组件和第二夹持组件。工作台包括一工作面,焊接组件安装在工作面上,第一夹持组件安装在工作面上并且位于焊接组件下方,第一夹持组件自身形成第一夹持空间,第二夹持组件安装在第一夹持组件一侧,第二夹持组件自身形成第二夹持空间。在工作时,将工件放置在第一夹持空间和第二夹持空间内,根据工件(或者说钢管)的表面的弯曲程度或者工件的尺寸,调整第一夹持空间和第二夹持空间的大小,或者第一夹持空间与第二夹持空间的相对位置,实现对不同尺寸或形状的工件的精准夹持,使得工件在焊接时,减少工件因相对移动而造成的误差。
22.当需要焊接的钢管长度较长时,需要调整施加在钢管上的夹持力位置,因此:在进一步的实施例中,第一夹持组件包括横向电动推杆1、第一夹持件2和第二夹持件3。横向电动推杆1设在工作面上,第一夹持件2与横向电动推杆1连接,随着横向电动推
杆1的移动而移动,第一夹持件2具有第一夹持面,第二夹持件3相对设置在第一夹持件2对面,第二夹持件3具有第二夹持面,第一夹持件2与第二夹持件3相互配合,夹持在工件的两侧。第一夹持面和第二夹持面与钢为面接触,钢管两侧的作用力相同,夹持更稳定,而且第一夹持面和第二夹持面形成的第一夹持空间可在横向上进行移动,根据钢管的长度,实现对钢管的精准夹持。为了使得第一夹持件2和第二夹持件3能滑动更流畅,在工作面上设置多组滑轨,第一夹持件2和第二夹持件3分别与滑轨连接。
23.在一些工况下,钢管为异形钢管,有着不同的直径,为了根据钢管的尺寸,调整第一夹持空间和第二夹持空间的大小,设计以下技术方案:在进一步的实施例中,第二夹持组件包括竖向电动推杆4、第三夹持件5和第四夹持件6。竖向电动推杆4安装工作面上,第三夹持件5与竖向电动推杆4连接,跟随竖向电动推杆4移动而移动,第三夹持件5具有第三夹持面,第四夹持件6设置在第三夹持件5的对面,第四夹持件6具有第四夹持面,第三夹持件5与第四夹持件6相互配合,夹持在工件的两侧。第三夹持件5与滑轨连接,根据竖向电动推杆4移动更流畅,第四夹持件6固定在工作面上。第三夹持件5和第四夹持件6形成的第二夹持空间能进行大小变化,更适应于不同尺寸或形状的钢管。
24.在进一步的实施例中,第一夹持件2包括安装部21,伸缩部22和夹持部23,安装部21设置有安装腔,伸缩部22部分位于安装腔内,另一部分延伸至安装部21的外部,夹持部23固定在伸缩部22上。伸缩部22可为伸缩套筒或伸缩杆,伸缩部22带动夹持部23进行移动,调整夹持部23与第二夹持件3之间的距离,从而改变第一夹持空间的大小,能对不同尺寸的钢管进行夹持,夹持效果好。
25.在一些工况下,将钢管分别固定好后,焊接头10进行焊接时,也会出现焊接头10的位置与焊接交接处不匹配,需要调整焊接头10的位置,因此:在进一步的实施例中,焊接组件包括支撑柱7、横向电动丝杆模组8、竖向电动丝杆模组9和焊接头10。支撑柱7固定安装在工作面上,横向电动丝杆模组8安装在支撑柱7的顶端,竖向电动丝杆模组9安装在横向电动丝杆膜组上,横向电动丝杆膜组工作时,带动竖向电动丝杆膜组进行横向运动,焊接头10安装在竖向电动丝杆模组9,竖向电动丝杆模组9在工作时,带动焊接头10进行竖向移动。焊接头10为激光焊接头或者电焊接头。焊接头10可在横向或竖向进行移动,实现对钢管的精准焊接,焊接灵活性更高。
26.在一些工况下,钢管的形状不是标准的圆形或方形,夹持件的夹持面很难实现与钢管面接触,从而降低了夹持效果,因此:在进一步的实施例中,夹持部23还具有容纳腔,在容纳腔设安装若干组弹性件,弹性件为弹簧,在每个弹性件连接有定位柱231,定位柱231部分延伸至夹持部23的外部。若干组弹性件与定位柱231形成定位部,定位部可根据钢管的表面形状或曲率进行不同程度的伸缩,对钢管保持面接触,实现对钢管的精准定位。
27.工作原理如下:启动横向电动推杆1,调整第一夹持件2的位置,再进而根据第一夹持件2的位置调整第二夹持件3的位置,根据需要焊接的异形钢管a对伸缩部22进行进行调整,使得第一夹持空间的大小与异形钢管a适配;启动竖向电动推杆4,对第三夹持件5的位置进行调整,根据需要焊接的异形钢管b的尺寸对第二夹持空间的大小进行调节,使得异形钢管a和异形钢
管b分别夹持在第一夹持件2和第二夹持件3内,启动焊接装置,对异形钢管a和异形钢管b进行焊接。
28.以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,对本发明的技术方案进行多种等同变换,这些等同变换均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。