1.本发明涉及气体传感器的传感器元件,特别涉及其表面保护层。
背景技术:
2.以往,作为用于获知来自内燃机的废气等被测定气体中含有的期望气体成分的浓度的气体传感器,众所周知如下气体传感器,该气体传感器具有由氧化锆(zro2)等具有氧离子传导性的固体电解质构成、且在表面、内部具备若干电极的传感器元件。作为这种传感器元件,众所周知,具有长条板状的元件形状,并且在具备将被测定气体导入的部分的那侧的端部设置有由多孔质体形成的保护层(多孔质保护层)(例如参见专利文献1)。
3.在传感器元件的表面设置保护层的目的在于确保使用气体传感器时的传感器元件的耐浸水性。具体而言,其目的在于防止浸水开裂,该浸水开裂是指:因来自附着在传感器元件表面的水滴的热(冷源热)引起的热冲击作用于传感器元件而导致传感器元件开裂。
4.水滴在传感器元件表面的附着是有可能在局部发生的现象,因此,即便保护层的平均厚度(膜厚)能够充分抑制浸水开裂,如果厚度的均匀性不充分,则在厚度较小的部位附着有水滴而在该部位发生热冲击的情况下,也有可能发生浸水开裂。
5.特别地,在传感器元件的具备气体导入口的那侧的端面和主面的角部附近确认到:与其他部分相比,保护层的厚度容易产生偏差,因此,呈现出容易发生浸水开裂的趋势。
6.现有技术文献
7.专利文献
8.专利文献1:日本特许第5344375号公报
技术实现要素:
9.本发明是鉴于上述课题而实施的,其目的在于,提供通过确保传感器元件的具备气体导入口的那侧的端面处的保护层的厚度均匀性而更可靠地抑制浸水开裂的产生的气体传感器的传感器元件。
10.为了解决上述课题,本发明的第一方案是一种气体传感器的传感器元件,其特征在于,具备:元件基体,该元件基体为内部具备测定对象气体成分的监测部、且在末端面设置有用于将含有所述测定对象气体成分的被测定气体向所述内部导入的气体导入口的陶瓷结构体;以及末端保护层,该末端保护层为在所述元件基体中的起始自所述末端面的规定范围的外周部设置的多孔质层,所述末端保护层包括:内侧末端保护层,该内侧末端保护层设置成将所述末端面和与该末端面连续的所述元件基体的4个侧面覆盖;以及外侧末端保护层,该外侧末端保护层设置成将所述内侧末端保护层覆盖,且气孔率小于所述内侧末端保护层的气孔率,在所述传感器元件的宽度方向中央处的沿着元件长度方向的厚度方向截面中,将在从包含所述末端面的虚拟平面与包含所述元件基体的一个主面的虚拟平面的交线通过、且相对于包含所述末端面的虚拟平面呈45
°
的平面上与所述末端保护层交叉的部位定义为第一位置,将所述末端面上的元件厚度方向上的中间位置定义为第二位置,将
在从包含所述末端面的虚拟平面与包含所述元件基体的另一个主面的虚拟平面的交线通过、且相对于包含所述元件基体的所述末端面的平面呈45
°
的平面上与所述末端保护层交叉的部位定义为第三位置,将上述3个端部总厚度评价位置的各位置处的所述末端保护层的总厚度的平均值定义为端部总厚度代表值,将所述端部总厚度代表值设为100时的、所述3个端部总厚度评价位置的各位置处的所述总厚度的最大值与最小值之差相对于所述端部总厚度代表值的比值定义为膜厚偏差度,此时,所述膜厚偏差度为20以下。
11.本发明的第二方案在第一方案所涉及的传感器元件的基础上,其特征在于,所述内侧末端保护层的气孔率为40%~80%,所述外侧末端保护层的气孔率为10%~40%。
12.本发明的第三方案在第一或第二方案所涉及的传感器元件的基础上,其特征在于,所述内侧末端保护层的厚度为300μm~800μm,所述外侧末端保护层的厚度为50μm~300μm。
13.根据本发明的第一至第三方案,能够实现能适当地确保具备气体导入口的那侧的端部处的末端保护层的耐浸水性的传感器元件。
附图说明
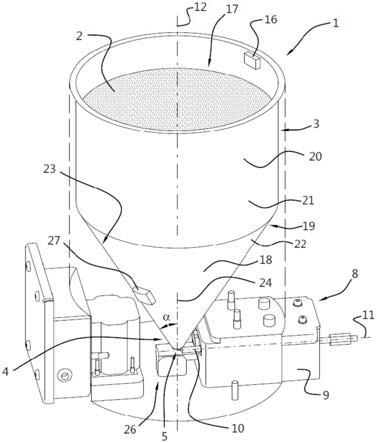
14.图1是传感器元件10的概要的外观立体图。
15.图2是包括传感器元件10的沿着长度方向的截面图在内的气体传感器100的结构的概要图。
16.图3是表示制作传感器元件10时的处理流程的图。
17.图4是相对于膜厚偏差度针对末端耐浸水性进行绘制而获得的图。
具体实施方式
18.<传感器元件及气体传感器的概况>
19.图1是本发明的实施方式所涉及的传感器元件(气体传感器元件)10的概要的外观立体图。另外,图2是包括传感器元件10的沿着长度方向的截面图在内的气体传感器100的结构的概要图。传感器元件10是对被测定气体中的规定气体成分进行监测且测定其浓度的气体传感器100的、作为主要结构要素的陶瓷结构体。传感器元件10是所谓的极限电流型的气体传感器元件。传感器元件10是所谓的极限电流型的气体传感器元件。
20.除了传感器元件10以外,气体传感器100主要具备泵单元电源30、加热器电源40以及控制器50。
21.如图1所示,概要而言,传感器元件10具有长条板状的元件基体1的一个端部侧由多孔质的末端保护层2覆盖的结构。
22.概要而言,如图2所示,元件基体1以长条板状的陶瓷体101为主要结构体、且在该陶瓷体101的2个主面上具备主面保护层170,此外,在传感器元件10、且在一个末端部侧的端面(陶瓷体101的末端面101e)及4个侧面的外侧设置有末端保护层2。应予说明,下文中,将传感器元件10(或元件基体1、陶瓷体101)的长度方向上的除了两个端面以外的4个侧面简称为传感器元件10(或元件基体1、陶瓷体101)的侧面。
23.陶瓷体101由以作为氧离子传导性固体电解质的氧化锆(钇稳定氧化锆)为主成分的陶瓷构成。另外,在上述陶瓷体101的外部及内部设置有传感器元件10的各种结构要素。
具有上述结构的陶瓷体101是致密且气密的陶瓷体。应予说明,图2所示的传感器元件10的结构不过是示例而已,传感器元件10的具体结构并不局限于此。
24.图2所示的传感器元件10是在陶瓷体101的内部具有第一内部空腔102、第二内部空腔103以及第三内部空腔104的、所谓的串联三腔结构型的气体传感器元件。即,概要而言,在传感器元件10中,第一内部空腔102通过第一扩散速度控制部110、第二扩散速度控制部120而与在陶瓷体101的一个端部e1侧相对于外部而开口的(严格而言,借助末端保护层2而与外部连通的)气体导入口105连通,第二内部空腔103通过第三扩散速度控制部130而与第一内部空腔102连通,第三内部空腔104通过第四扩散速度控制部140而与第二内部空腔103连通。应予说明,还将从气体导入口105至第三内部空腔104的路径称为气体流通部。在本实施方式所涉及的传感器元件10中,上述流通部沿着陶瓷体101的长度方向而设置成一条直线状。
25.第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140均在附图中设置成上下2个狭缝。第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140对通过的被测定气体施加规定的扩散阻力。应予说明,在第一扩散速度控制部110与第二扩散速度控制部120之间设置有具有使得被测定气体的脉动缓和的效果的缓冲空间115。
26.另外,在陶瓷体101的外表面具备外部泵电极141,在第一内部空腔102具备内部泵电极142。此外,在第二内部空腔103具备辅助泵电极143,在第三内部空腔104具备作为测定对象气体成分的直接监测部的测定电极145。此外,在陶瓷体101的另一个端部e2侧具备与外部连通、且将基准气体导入的基准气体导入口106,在该基准气体导入口106内设置有基准电极147。
27.例如,在上述传感器元件10的测定对象为被测定气体中的nox的情况下,通过如下过程对被测定气体中的nox气体浓度进行计算。
28.首先,对于导入至第一内部空腔102的被测定气体,通过主泵单元p1的泵送作用(氧的吸入或吸出)而将氧浓度调整为大致恒定,然后,将该被测定气体向第二内部空腔103导入。主泵单元p1是构成为包括外部泵电极141、内部泵电极142、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101a的电化学泵单元。在第二内部空腔103,通过同为电化学泵单元的辅助泵单元p2的泵送作用而将被测定气体中的氧向元件外部吸出,由此使得被测定气体形成为足够低的氧分压状态。辅助泵单元p2构成为包括外部泵电极141、辅助泵电极143、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101b。
29.外部泵电极141、内部泵电极142以及辅助泵电极143形成为多孔质金属陶瓷电极(例如,含有1%的au的pt与zro2的金属陶瓷电极)。应予说明,与被测定气体接触的内部泵电极142及辅助泵电极143利用能减弱针对被测定气体中的nox成分的还原能力、或者不具有还原能力的材料而形成。
30.利用辅助泵单元p2而形成为低氧分压状态的被测定气体中的nox向第三内部空腔104导入,并在设置于第三内部空腔104的测定电极145被还原或分解。测定电极145是还作为对第三内部空腔104内的气氛中存在的nox进行还原的nox还原催化剂而发挥作用的多孔质金属陶瓷电极。在上述还原或分解时,测定电极145与基准电极147之间的电位差保持恒定。然后,利用测定用泵单元p3将通过上述还原或分解而产生的氧离子向元件外部吸出。测
定用泵单元p3构成为包括外部泵电极141、测定电极145、以及作为存在于这两个电极之间的陶瓷体101的部分的陶瓷层101c。测定用泵单元p3是将测定电极145周围的气氛中的nox分解而产生的氧吸出的电化学泵单元。
31.主泵单元p1、辅助泵单元p2以及测定用泵单元p3中的泵送(氧的吸入或吸出)通过如下方式而实现:在控制器50的控制下,利用泵单元电源(可变电源)30对各泵单元所具备的电极之间施加泵送所需的电压。在测定用泵单元p3的情况下,以使得测定电极145与基准电极147之间的电位差保持为规定值的方式对外部泵电极141与测定电极145之间施加电压。泵单元电源30通常针对各泵单元而设置。
32.控制器50根据由测定用泵单元p3吸出的氧的量而对测定电极145与外部泵电极141之间流通的泵电流ip2进行检测,并基于该泵电流ip2的电流值(nox信号)与分解的nox的浓度之间所具有的线性关系而对被测定气体中的nox浓度进行计算。
33.应予说明,优选地,气体传感器100具备对各泵电极与基准电极147之间的电位差进行监测的、未图示的多个电化学传感器单元,基于这些传感器单元的检测信号并利用控制器50对各泵单元进行控制。
34.另外,在传感器元件10、且在陶瓷体101的内部埋设有加热器150。加热器150在气体流通部的图2中的附图下方设置于从一个端部e1附近至少到达测定电极145及基准电极147的形成位置的整个范围。设置加热器150的主要目的在于,在使用传感器元件10时对传感器元件10进行加热,以便提高构成陶瓷体101的固体电解质的氧离子传导性。更详细而言,加热器150以其周围由绝缘层151围绕的方式而设置。
35.加热器150例如是由铂等构成的电阻发热体。在控制器50的控制下,从加热器电源40供电而使得加热器150发热。
36.在使用本实施方式所涉及的传感器元件10时,利用加热器150至少将第一内部空腔102至第二内部空腔103的范围加热至500℃以上的温度。此外,还有时将气体导入口105至第三内部空腔104的整个气体流通部加热至500℃以上。这是为了提高构成各泵单元的固体电解质的氧离子传导性而适当地发挥各泵单元的能力。在这种情况下,温度最高的第一内部空腔102附近的温度达到700℃~800℃左右。
37.下文中,在陶瓷体101的2个主面中,有时将图2中位于附图上方的、主要具备主泵单元p1、辅助泵单元p2以及测定用泵单元p3的那侧的主面(或者具备该主面的传感器元件10的外表面)称为泵面,并将图2中位于附图下方的、具备加热器150的那侧的主面(或者具备该主面的传感器元件10的外表面)称为加热器面。换言之,泵面是比加热器150更接近气体导入口105、3个内部空腔以及各泵单元的那侧的主面,加热器面是比气体导入口105、3个内部空腔以及各泵单元更接近加热器150的那侧的主面。
38.在陶瓷体101的各主面上的另一个端部e2侧形成有用于实现传感器元件10与外部之间的电连接的多个电极端子160。这些电极端子160通过陶瓷体101的内部所具备的未图示的导线并按照规定的对应关系而将上述的5个电极、加热器150的两端、以及未图示的加热器电阻检测用的导线电连接。因而,通过电极端子160而实现了从泵单元电源30对传感器元件10的各泵单元的电压的施加、从加热器电源40供电而对加热器150的加热。
39.此外,在传感器元件10、且在陶瓷体101的泵面及加热器面具备上述主面保护层170(170a、170b)。主面保护层170是由氧化铝形成的、厚度为5μm~30μm左右且气孔以20%
~40%左右的气孔率而存在的层,设置该主面保护层170的目的在于,防止异物、中毒物质附着于陶瓷体101的主面(泵面及加热器面)、在泵面侧具备的外部泵电极141。因此,泵面侧的主面保护层170a还作为对外部泵电极141予以保护的泵电极保护层而发挥作用。
40.应予说明,本实施方式中,通过对评价对象物的sem(扫描电子显微镜)图像应用公知的图像处理方法(二值化处理等)而求解气孔率。
41.图2中,除了使电极端子160的一部分露出以外,在泵面及加热器面的大致整面设置有主面保护层170,不过,这不过是示例而已,与图2所示的情况相比,主面保护层170可以设置成偏向一个端部e1侧的外部泵电极141附近。
42.<末端保护层的详细情况>
43.在传感器元件10、且在起始自具有如上所述结构的元件基体1的一个端部e1的规定范围的最外周部设置有末端保护层2。
44.设置末端保护层2的目的在于,通过围绕元件基体1中的使用气体传感器100时达到高温(最高为700℃~800℃左右)的部分而确保该部分的耐浸水性,并抑制因该部分直接浸水导致的局部温度降低引起热冲击而在元件基体1产生裂纹(浸水开裂)。
45.此外,设置末端保护层2的目的还在于,防止mg等中毒物质进入传感器元件10的内部、即确保耐中毒性。
46.如图2所示,本实施方式所涉及的传感器元件10中,末端保护层2由内侧末端保护层22和外侧末端保护层23这2层构成。另外,在末端保护层2(内侧末端保护层22)与元件基体1之间设置有基底层3。
47.基底层3是为了确保与在其上形成的内侧末端保护层22(以及外侧末端保护层23)之间的粘接性(密接性)而设置的层。基底层3至少设置在元件基体1的泵面侧及加热器面侧的2个主面上。即,基底层3具备:泵面侧的基底层3a和加热器面侧的基底层3b。不过,基底层3未设置于陶瓷体101的(元件基体1的)末端面101e侧。
48.基底层3由氧化铝形成为具有30%~60%的气孔率及15μm~50μm的厚度。应予说明,如后所述,基底层3与内侧末端保护层22及外侧末端保护层23不同,在元件基体1的制作过程中,与元件基体1一同形成。
49.内侧末端保护层22和外侧末端保护层23以将元件基体1的一个端部e1侧的末端面101e和4个侧面覆盖的方式(在元件基体1的一个端部e1侧的外周)自内侧开始依次设置。内侧末端保护层22中,将末端面101e侧的部分特别称为末端部221,将泵面侧和加热器面侧的部分特别称为主面部222。同样地,外侧末端保护层23中,将末端面101e侧的部分特别称为末端部231,将泵面侧和加热器面侧的部分特别称为主面部232。内侧末端保护层22的主面部222与基底层3相邻。
50.内侧末端保护层22由氧化铝设置成具有40%~80%的气孔率且具有300μm~800μm的厚度。另外,外侧末端保护层23由氧化铝设置成具有比内侧末端保护层22小的10%~40%的气孔率且具有50μm~300μm的厚度。据此,末端保护层2构成为:导热率比外侧末端保护层23小的内侧末端保护层22由气孔率比该内侧末端保护层22小的外侧末端保护层23覆盖。内侧末端保护层22通过设置成低导热率的层而具有抑制从外部向元件基体1的热传导的功能。
51.内侧末端保护层22和外侧末端保护层23是通过针对在表面形成有基底层3的元件
基体1依次喷镀(等离子喷镀)各自的构成材料而形成的。这是为了使在制作元件基体1的同时预先形成的基底层3与内侧末端保护层22之间表现出锚固效应而确保内侧末端保护层22相对于基底层3(也包括在外侧形成的外侧末端保护层23在内)的粘接性(密接性)。换言之,这意味着:基底层3具有确保与内侧末端保护层22之间的粘接性(密接性)的功能。
52.另外,本实施方式中,针对传感器元件10的一个端部e1侧的末端保护层2的总厚度(以下为端部总厚度),确定作为端部总厚度代表值的值,末端保护层2设置成:在传感器元件10的一个端部e1侧利用该端部总厚度代表值而计算出的膜厚偏差度为20以下。
53.此处,端部总厚度代表值定义为:在末端保护层2的一个端部e1侧所形成的部分(内侧末端保护层22的末端部221及外侧末端保护层23的末端部231)中的、在传感器元件10的宽度方向中央处的沿着元件长度方向的垂直截面(厚度方向截面)中规定的不同的3个厚度评价位置(pos.1、pos.2、pos.3)的各位置处的端部总厚度的平均值。具体而言,以如下方式定义pos.1、pos.2、pos.3。
54.首先,pos.1是:在从包含末端面101e的虚拟平面与包含泵面的虚拟平面的交线(通常为末端面101e的泵面侧的边缘101ep)通过、且相对于包含末端面101e的虚拟平面呈45
°
的平面上与末端保护层2交叉的部位。
55.概要而言,pos.1相当于末端保护层2中的、一个端部e1侧与泵面侧之间的边界位置。
56.另外,pos.2是:末端面101e上的、元件厚度方向上的中间位置。
57.此外,pos.3是:在从包含末端面101e的虚拟平面与包含加热器面的虚拟平面的交线(通常为末端面101e的加热器面侧的边缘101eh)通过、且相对于包含末端面101e的虚拟平面呈45
°
的平面上与末端保护层2交叉的部位。概要而言,pos.3相当于末端保护层2中的、一个端部e1侧与加热器面侧之间的边界位置。
58.图2中,将上述3个位置处的端部总厚度分别表示为t1、t2、t3。
59.其中,根据传感器元件10,有时对泵面侧的边缘101ep和加热器面侧的边缘101eh中的至少一者实施倒角。这种情况下,虽然不存在边缘101ep和/或边缘101eh,不过,可以按照上述定义来评价pos.1和/或pos.3处的端部总厚度。例如,如果是倒角相对于末端面101e、泵面和/或加热器面对称的情形,则以倒角中心位置为起点而评价pos.1和/或pos.3处的端部总厚度。
60.并且,膜厚偏差度定义为:端部总厚度代表值设为100时的、各厚度评价位置处的端部总厚度的最大值与最小值之差(最大膜厚差)相对于端部总厚度代表值的比值。
61.例如,可以根据对该厚度评价位置定义的传感器元件10的厚度方向截面的拍摄图像而求出3个厚度评价位置处的端部总厚度。应予说明,端部总厚度即便最大也不过为内侧末端保护层22的厚度的最大值与外侧末端保护层23的厚度的最大值的总和的1300μm。
62.膜厚偏差度为构成端部总厚度均匀性的指标的值,该值越小,可以评价为末端保护层2以越接近均匀的厚度而形成。
63.将pos.1~pos.3设为厚度评价位置的理由主要有2个。第一,由于pos.1和pos.3相当于末端保护层2的一个端部e1侧与主面(泵面或加热器面)侧之间的边界位置,因此,利用上述方法在这两个位置同时形成末端保护层2时,端部总厚度容易产生偏差,另一方面,由于pos.2为末端面101e上的末端保护层2的代表性的位置,在该位置附近比较容易以目标厚
度形成末端保护层2,因此,若评价一个端部e1侧的末端保护层2的厚度均匀性程度,则可以认为考虑上述pos.1~pos.3处的端部总厚度较为妥当。第二,具备将被测定气体向包含内部空腔的气体流通部导入的气体导入口105的末端保护层2的一个端部e1侧与其他部分相比而强度较弱,因此,可以认为需要提高端部总厚度的均匀性而使耐热冲击性更加优异。
64.本实施方式所涉及的气体传感器100中,如上所述,末端保护层2设置成使得端部总厚度的膜厚偏差度为20以下,由此能够确保端部总厚度的均匀性。并且,通过这样确保端部总厚度的均匀性,能够使得末端保护层2在传感器元件10的一个端部e1侧均匀地具备优异的耐热冲击性。由此,能够适当地抑制在传感器元件10的一个端部e1侧且在末端保护层2而厚度在局部较小的部位附着有水滴而产生热冲击、且作为其结果而进一步导致传感器元件10发生浸水开裂。即,本实施方式所涉及的气体传感器100中,传感器元件10的一个端部e1侧的耐浸水性得到提高。
65.应予说明,由于仅利用宽度方向中央处的端部总厚度对端部总厚度代表值及膜厚偏差度进行计算,因此,未考虑末端保护层2的一个端部e1侧的除了宽度方向中央以外的部位的总厚度,不过,实际上,在获得膜厚偏差度为20以下的程度的、末端保护层2的宽度方向中央处的端部总厚度的均匀性的情况下,对于宽度方向上的其他部位处的端部总厚度也能确保均匀性,从而传感器元件10的一个端部e1侧的耐浸水性变得良好。
66.另外,在传感器元件10的一个端部e1侧的末端保护层2的总厚度均匀且端部总厚度的膜厚偏差度达到20以下的程度的情况下,在冷凝的水附着于该部分的状态下随着气体传感器100的使用结束而冷却至室温的传感器元件10还难以在随着气体传感器100的再次使用而借助加热器150再次升温时产生裂纹。可以认为这是因为:该部分的总厚度均匀而使得附着的水蒸发用的吸热也变得均匀。
67.内侧末端保护层22和外侧末端保护层23以使基底层3中的传感器元件10的长度方向上的一个端部e1侧的相反侧的端部露出的方式而形成,并未设置成将基底层3(3a、3b)的整体覆盖。这是为了更可靠地确保内侧末端保护层22相对于基底层3(也包括在外侧形成的外侧末端保护层23在内)的粘接性(密接性)。
68.此外,图2所示的传感器元件10中,外侧末端保护层23以使内侧末端保护层22的一个端部e1侧的相反侧的端部露出的方式形成,但这并非必须方案,外侧末端保护层23也可以形成为将内侧末端保护层22的该端部覆盖。
69.如以上说明,本实施方式所涉及的传感器元件10中,将末端保护层2设为内侧末端保护层22和外侧末端保护层23这2层结构,并构成为以气孔率较小的外侧末端保护层23将满足40%~80%的范围的气孔率的低导热率的内侧末端保护层22包围,此外,将末端保护层2设置成传感器元件10的一个端部e1侧的膜厚偏差度为20以下,由此,能够确保传感器元件10的一个端部e1侧的末端保护层2的厚度均匀性,在一个端部e1侧,末端保护层2均匀地具备优异的耐热冲击性。由于具有这样的结构,从而在传感器元件10中能够适当地确保一个端部e1侧的耐浸水性。
70.<传感器元件的制造工艺>
71.接下来,对制造具有如上所述的结构及特征的传感器元件10的工艺的一例进行说明。图3是表示制作传感器元件10时的处理流程的图。
72.在制作元件基体1时,首先,准备多个半成品片材(省略图示),该半成品片材是含
有氧化锆等氧离子传导性固体电解质作为陶瓷成分、且未形成图案的生片(步骤s1)。
73.在半成品片材设置用于印刷时、层叠时的定位的多个片材孔。在形成图案之前的半成品片材的阶段利用冲压装置进行冲切处理等而预先形成上述片材孔。应予说明,在陶瓷体101的对应部分形成有内部空间的生片的情况下,还通过同样的冲切处理等而预先设置与该内部空间对应的贯通部。另外,各半成品片材的厚度无需全部都相同,厚度可以根据最终形成的元件基体1的各自的对应部分而不同。
74.若准备好与各层对应的半成品片材,则针对各半成品片材进行图案印刷、干燥处理(步骤s2)。具体而言,形成各种电极的图案、加热器150及绝缘层151的图案、电极端子160的图案、主面保护层170的图案、以及省略图示的内部配线的图案等。另外,在上述图案印刷的定时,还一并进行用于形成第一扩散速度控制部110、第二扩散速度控制部120、第三扩散速度控制部130以及第四扩散速度控制部140的升华性材料(消失材料)的涂敷或配置。此外,还针对层叠后变为最上层及最下层的半成品片材进行用于形成基底层3(3a、3b)的图案的印刷(步骤s2a)。
75.以如下方式进行各图案的印刷:利用公知的丝网印刷技术,将根据各形成对象要求的特性而准备的图案形成用浆糊涂敷于半成品片材。例如,在形成基底层3时,使用针对最终获得的传感器元件10能够形成期望的气孔率及厚度的基底层3的氧化铝浆糊。关于印刷后的干燥处理,也可以利用公知的干燥方法。
76.若针对各半成品片材的图案印刷结束,则进行用于对生片彼此进行层叠、粘接的粘接用浆糊的印刷、干燥处理(步骤s3)。对于粘接用浆糊的印刷可以利用公知的丝网印刷技术,关于印刷后的干燥处理,也可以利用公知的干燥方法。
77.接下来,进行如下压接处理,即,按照规定的顺序对涂敷有粘接剂的生片进行堆叠,并施加规定的温度、压力条件对其进行压接而制成一个层叠体(步骤s4)。具体而言,利用片材孔对作为层叠对象的生片进行定位并将其堆叠保持于未图示的规定的层叠夹具,利用公知的液压机等层叠机针对每个层叠夹具进行加热、加压。关于进行加热、加压的压力、温度、时间,还取决于使用的层叠机,不过,只要规定适当的条件能实现良好的层叠即可。应予说明,也可以是对通过上述方式获得的层叠体进行用于形成基底层3的图案的形成的方式。
78.若以上述方式获得层叠体,则接下来在多处部位将上述层叠体切断,并切割为最终分别成为单独的元件基体1的单元体(步骤s5)。
79.接下来,以1300℃~1500℃左右的烧成温度对获得的单元体进行烧成(步骤s6)。由此,制作在两个主面具备基底层3的元件基体1。即,通过对由固体电解质形成的陶瓷体101、各电极以及主面保护层170与基底层3一同进行一体烧成而形成元件基体1。应予说明,通过以上述方式进行一体烧成而使得元件基体1的各电极具有足够的密接强度。
80.若以上述方式制作成元件基体1,则接下来相对于上述元件基体1而形成内侧末端保护层22和外侧末端保护层23。以如下方式形成内侧末端保护层22,即,与目标形成厚度相应地将预先准备的内侧末端保护层形成用的粉末(氧化铝粉末)喷镀于元件基体1的内侧末端保护层22的形成对象位置(步骤s7),然后,对以上述方式形成有涂敷膜的元件基体1进行烧成(步骤s8)。内侧末端保护层形成用的氧化铝粉末中以与期望的气孔率对应的比例而含有具有规定的粒度分布的氧化铝粉末和造孔材料,喷镀后对元件基体1进行烧成而使得上
述造孔材料热分解,由此适当地形成40%~80%的高气孔率的内侧末端保护层22。此外,对于喷镀及烧成可以应用公知的技术。
81.当形成内侧末端保护层22时,接下来与目标形成厚度相应地将同样预先准备的含有具有规定的粒度分布的氧化铝粉末的外侧末端保护层形成用的粉末(氧化铝粉末)喷镀于元件基体1的外侧末端保护层23的形成对象位置(步骤s9),由此形成期望的气孔率的外侧末端保护层23。外侧末端保护层形成用的氧化铝粉末中不含有造孔材料。关于上述喷镀也可以应用公知的技术。
82.此外,出于提高末端保护层2的厚度均匀性的目的,可以在内侧末端保护层22的形成后和/或外侧末端保护层23的形成后,对各层进行研磨。研磨的方法并未特别限定。应予说明,在使用研磨纸(砂纸)的情况下,优选使用#150以下的研磨纸。
83.通过以上次序能够获得传感器元件10。将获得的传感器元件10收纳于规定的外壳并组装于气体传感器100的主体(未图示)。
84.<变形例>
85.在上述实施方式中,将具备3个内部空腔的传感器元件设为对象,不过,传感器元件并非必须设为3腔结构。即,传感器元件也可以是具备2个或1个内部空腔的方式。
86.另外,在上述实施方式中,在步骤s7中喷镀内侧末端保护层形成用的粉末之后,在步骤s8中进行烧成,在此基础上,在步骤s9中喷镀外侧末端保护层形成用的粉末,不过,步骤s8的烧成和步骤s9的喷镀的顺序可以调换。
87.另外,在上述实施方式中,利用氧化铝设置内侧末端保护层22及外侧末端保护层23,作为形成这两层时的喷镀材料而使用氧化铝粉末,不过,这并非必须方案。也可以是使用氧化锆(zro2)、尖晶石(mgal2o4)、多铝红柱石(al6o13si2)等金属氧化物代替氧化铝而设置内侧末端保护层22及外侧末端保护层23的方案。在这种情况下,采用这些金属氧化物的粉末作为喷镀材料即可。
88.实施例
89.制作端部总厚度各不相同的12种传感器元件10(试样no.1~no.12)。针对各传感器元件10,进行一个端部e1侧的耐浸水性(末端耐浸水性)的评价。
90.以如下方式进行末端耐浸水性的评价,即,利用加热器150将各传感器元件10加热至约500℃~900℃,在该状态下,测定主泵单元p1中的泵电流,同时向传感器元件10的一个端部e1侧的末端保护层2以每次0.1μl的量滴加水滴,确定测定输出未产生异常的范围内的最大水量。
91.关于该评价中测定输出产生异常的原因,可以认为是因为:末端保护层2受到热冲击而导致传感器元件10发生元件开裂。
92.另外,针对各传感器元件10,根据截面sem图像而求出3个厚度评价位置pos.1、pos.2及pos.3处的端部总厚度,并利用获得的值而计算出端部总厚度代表值、最大膜厚差、膜厚偏差度。
93.表1中一览地示出了各传感器元件10的pos.1、pos.2及pos.3处的端部总厚度(表1中记载为“保护层总膜厚”)、根据这些端部总厚度求出的端部总厚度代表值(表1中记载为“ave.”)及最大膜厚差、根据两者的值计算出的膜厚偏差度、以及末端耐浸水性的评价结果。
94.[表1]
[0095][0096]
另外,图4是相对于膜厚偏差度针对表1所示的12种传感器元件10的末端耐浸水性进行绘制而获得的图。
[0097]
根据表1及图4可知:膜厚偏差度与末端耐浸水性之间具有相关性,膜厚偏差度为20以下的传感器元件10中,实现了约20μl以上的优异的末端耐浸水性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。