1.本发明涉及一种固体着色剂分配装置,该固体着色剂分配装置被配置为以时间控制的方式分配至少一剂量(one charge)的固体球形着色剂颗粒。本发明还涉及一种着色机,该着色机被配置为用至少一剂量的固体球形着色剂颗粒对基础涂料组合物着色,所述至少一剂量的固体球形着色剂颗粒由至少一个根据本发明的固体着色剂分配装置以时间控制的方式分配。
背景技术:
2.涂料和染色剂制造商通常分配少量流行颜色的预先混合的涂料和染色剂。为了满足消费者的需求并能够匹配现有的涂色表面或染色表面,制造商通常还会分配一组可着色涂料和几种浓缩着色剂。这些在终端销售点使用着色剂分配装置和摇床混合设备进行组合,以比预混产品中可用的有限颜色阵列更大的颜色阵列生产小批量的定制着色涂料。
3.基本上,本领域已知的着色剂分配装置被配置为分配液体着色剂或固体着色剂。本发明聚焦于被配置为分配固体着色剂颗粒的着色剂分配装置。
4.已知的固体着色剂分配装置通常使用固体着色剂颗粒的重量计量给基础涂料组合物着色。重量计量可包括使用数学方程计算待计量的固体着色剂颗粒的质量和使用天平确定固体着色剂颗粒的所述质量。
5.固体着色剂颗粒重量计量的缺点是它是一个相当精细的过程,尤其是当要计量少量固体着色剂颗粒时。在这种情况下,环境的微小变化(例如振动或空气湍流)可能导致严重的称重错误。因此,可能获得不满足所需颜色规格的着色或有色涂料组合物。
6.固体着色剂颗粒重量计量的另一个缺点是不同固体着色剂的颗粒必须按顺序计量,因为每个单独的固体着色剂的颗粒必须单独称重。因此,使用重量计量来制备涉及不同固体着色剂的颗粒的有色涂料组合物可能相当复杂和昂贵,因为其需要相当多的硬件,例如一个天平和几个容器,并且其相当耗时,因为要使用涉及多重称重的分步原则来实现精确的计量。此外,大量固体着色剂的重量计量需要首先在单独的容器中着色,因为天平无法承受包含待着色的基础涂料组合物的大容器。由于天平施加的重量限制,大量固体着色剂的重量计量需要分多重步骤进行。
7.美国专利申请us 2017/0051151 a1公开了一种测试装置,其构造成用于测试固体着色剂颗粒的体积计量。测试装置包括具有用于加料固体着色剂颗粒的开口的器皿或容器。开口能够通过可上下移动的柱塞打开或关闭。通过向上移动柱塞,固体着色剂颗粒在重力影响下通过开口的加料开始一段确定的时间。当柱塞向下移动时,开口关闭并且固体着色剂颗粒的加料停止。
8.固体着色剂颗粒具有数量平均粒径(number average particle size)和数量粒径分布(number particle size distribution),其中固体球形着色剂颗粒的数量粒径分布的标准差与数量平均粒径之比小于25%,其中根据“iso 13322
‑
1:2004,粒径分析
‑
图像分析方法
‑
第一部分:静态图像分析方法”,使用欧奇奥粒径粒形(occhio zephyr esr)分析
仪,通过光散射和全自动图像分析确定数量粒径分布。
9.使用根据us2017/0051151a1的测试装置对固体着色剂颗粒进行体积计量的缺点在于,其不允许以至少与使用重量计量可实现的计量精度相同的计量精度对固体着色剂颗粒进行体积计量。
10.基于上述,需要提供一种改进的固体着色剂分配装置,该固体着色剂分配装置能够在着色机中使用,用于对基础涂料组合物进行着色,并且该固体着色剂分配装置预先排除或至少减少与本领域已知的固体着色剂分配装置相关的一个或多个上述缺点。
技术实现要素:
11.本发明的一个目的是提供一种固体着色剂分配装置,该固体着色剂分配装置被配置为以时间控制的方式分配至少一剂量的固体球形着色剂颗粒。根据本发明的固体着色剂分配装置通过使固体球形着色剂颗粒能够以较不精细但更高效的方式分配,预先排除或至少减少了与本领域已知的固体着色剂分配装置相关的上述和/或其他缺点中的至少一个,同时实现了与本领域已知的固体着色剂分配装置相比至少相同的计量精度。
12.本发明的另一个目的是提供一种着色机,该着色机被配置为用至少一剂量的固体球形着色剂颗粒对基础涂料组合物着色,所述至少一剂量的固体球形着色剂颗粒通过至少一个根据本发明的固体着色剂分配装置以时间控制的方式分配。其中应用了根据本发明的固体着色剂分配装置的根据本发明的着色机能够改进对基础涂料组合物的着色的控制。与使用固体着色剂颗粒的重量计量获得的着色基础涂料组合物的性能相比,结果所获得的着色基础涂料组合物具有至少相同的性能,但通常具有改进的性能。
13.本发明的方面在所附的独立权利要求和从属权利要求中阐述。来自独立权利要求和从属权利要求的特征可以适当地组合,而不仅仅是权利要求中明确阐述的那样。此外,所有特征都可以替换为其他技术上等效的特征。
14.上述目的中的至少一个是通过一种固体着色剂分配装置实现的,该固体着色剂分配装置被配置为以时间控制的方式分配至少一剂量的固体球形着色剂颗粒,所述固体着色剂分配装置包括:
15.‑
供应容器,该供应容器包括自由端部分,该自由端部分设置有喷嘴,该喷嘴被配置和布置为在所述固体着色剂分配装置的操作期间分配所述至少一剂量的固体球形着色剂颗粒,所述固体球形着色剂颗粒具有以下特性:
16.‑
数量平均粒径;和
17.‑
数量粒径分布,其中,所述固体着色剂颗粒的所述数量粒径分布的标准偏差与所述数量平均粒径之比小于25%,优选小于22%,更优选小于20%,其中,根据“iso13322
‑
1:2004,粒径分析
‑
图像分析方法
‑
第一部分:静态图像分析方法”,使用欧奇奥粒径粒形分析仪,通过光散射和全自动图像分析确定所述数量粒径分布;
18.所述喷嘴包括具有直径的分配出口,所述直径将所述固体球形着色剂颗粒的所述数量平均粒径考虑在内;以及
19.‑
控制组件,该控制组件被配置和布置为通过考虑所述固体球形着色剂颗粒的所述特性以及所述喷嘴的所述分配出口的所述直径,以时间控制的方式控制所述至少一剂量的固体球形着色剂颗粒的分配。
20.本领域技术人员将理解的是,至少一剂量的固体球形着色剂颗粒的上述的时间控制计量能够实现固体球形着色剂颗粒的体积计量而不是其重量计量计量。固体球形着色剂颗粒的体积计量比其重量计量更快,因为与重量计量相反,体积计量不需要对待计量的固体球形着色剂颗粒进行中间标度(scale)测量。此外,体积计量需要较少的硬件,因为不需要与任何中间标度测量相关的天平和任何额外容器。此外,体积计量能够同时计量至少两剂量的不同的固体球形着色剂颗粒。通过这种方式,甚至可以进一步减少计量时间。
21.此外,本领域技术人员将理解的是,固体球形着色剂颗粒的性质,特别是固体球形着色剂颗粒的数量粒径分布的标准偏差与数量平均粒径之比小于25%、优选地小于22%、更优选地小于20%的事实,能够实现其精确的体积计量。由于固体球形着色剂颗粒(也称为珠光)的明确定义的形状和窄的数量粒径分布,因此固体球形着色剂颗粒能够以可预测且可很好控制的流速被分配。此外,固体球形着色剂颗粒的窄的数量粒径分布使固体球形着色剂颗粒的振实密度和堆积密度具有尽可能接近的各自值。此外,由于它们明确定义的特性,尤其是形状和窄数量粒径分布,控制组件可以通过考虑所述颗粒性质和供应容器的喷嘴的分配出口的直径以时间控制的方式控制分配至少一剂量的固体球形着色剂颗粒。从以上可以清楚的是,具有不规则形状和宽的甚至双峰数量粒径分布中的至少一者的固体着色剂颗粒不适合与根据本发明的固体着色剂分配装置一起使用。
22.应注意的是,本领域技术人员将理解,固体着色剂颗粒的粒径和粒径分布可以使用任何粒径和形状分析仪,例如欧奇奥粒径粒形(occhio zephyr esr)分析仪,其工作是依据iso 13322
‑
1:2004,粒径分析
‑
图像分析方法
‑
第一部分:静态图像分析方法。
23.在本发明的上下文中,已使用occhio zephyr esr分析仪,其对粒径为20μm至30μm的自由流动粉末进行精确的尺寸和形状分析。每个固体着色剂颗粒样品被提供给振动进料器,其在那里被输送到竖井(drop shaft)以获得样品在occhio zephyr esr分析仪中的重力离差。此后,使用相机拍摄位于焦点的所有粒子的照片。对于每个样品来说,分析了50000个颗粒的粒径。使用callisto软件进行统计评估。
24.需要注意的是,着色剂被解释为可以影响颜色或可以改变其他事物色调的任何物质(例如染料、颜料、墨水或涂料)。固体着色剂是一种固体组合物,它可以添加到内部容积已经很大(例如容器容积的三分之二或更多)但未填满基础涂料组合物的销售点涂料容器中,以便改变这种基础涂料组合物以及包含颜料的组合物的色调或亮度。与特别以粉末形式供应的着色剂相比,分配以固体球形颗粒形式的着色剂的优点是分配器单元的环境变脏更少。此外,固体球形着色剂颗粒的使用降低了根据本发明的分配装置的操作者吸入的机会。
25.基于上述,本领域技术人员将理解的是,与使用重量计量相比,根据本发明的固体着色剂分配装置能够以较不精细但更高效的方式对至少一剂量的固体球形着色剂颗粒进行体积计量,同时实现至少相同的计量精度。
26.在根据本发明的固体着色剂分配装置的实施例中,所述控制组件包括螺线管,所述螺线管包括弹簧式柱塞,其中当所述螺线管处于非活动状态时,所述弹簧式柱塞关于所述喷嘴的所述分配出口配置和布置,以防止所述喷嘴分配固体球形着色剂颗粒,并且当所述螺线管处于活动状态时,所述弹簧式柱塞关于所述喷嘴的所述分配出口配置和布置,以允许所述喷嘴分配固体球形着色剂颗粒。通过使用螺线管和弹簧式柱塞,可以以时间控制
的方式精确地分配甚至非常小剂量的固体球形着色剂颗粒。以此方式,根据本发明的固体着色剂分配装置具有与现有技术固体着色剂分配装置可实现的计量能力至少相同的计量能力。然而,根据本发明的固体着色剂分配装置允许体积计量,其具有优于通常使用的重量计量技术的上述优点。
27.在根据本发明的固体着色剂分配装置的实施例中,所述螺线管的所述弹簧式柱塞布置使得所述弹簧式柱塞的纵向中心线横向于所述喷嘴的纵向中心线定向。本领域技术人员将理解的是,通过这种方式,弹簧式柱塞使得喷嘴的分配出口的打开和关闭能够得到非常快速和精确的控制,并因此使得固体球形着色剂颗粒被分配的剂量能够得到非常快速和精确的控制。
28.在根据本发明的固体着色剂分配装置的实施例中,所述弹簧式柱塞具有自由端部,该自由端部能够关于所述喷嘴的所述分配出口布置以控制所述固体球形着色剂颗粒的分配,其中,所述自由端部具有外周,该外周的形状被配置为:当所述自由端部部分地阻塞所述分配出口时,确保被分配的固体球形着色剂颗粒的均匀流动。本领域技术人员将理解的是,当分配的固体球形着色剂颗粒的流动受到弹簧式柱塞的自由端部的干扰时,这将对计量精度产生不利影响。如果外周具有提供尖锐边缘的形状,固体球形着色剂颗粒可以在尖锐边缘后面挂住料,则分配的固体球形着色剂颗粒的流动会受到干扰。通过为弹簧式柱塞的自由端部提供这样的外周,即只要喷嘴的分配出口部分地被自由端部阻挡,该外周的形状就防止固体球形着色剂颗粒在流出喷嘴的分配出口时在该外周的边缘后面挂料,从而能够确保被分配的颗粒的均匀流动。因此,可以实现高分配精度。
29.在根据本发明的固体着色剂分配装置的实施例中,设置有检测单元,该检测单元被配置和布置为确定所述供应容器中的固体球形着色剂颗粒的当前存量以及向所述控制组件提供与所确定的当前存量相对应的检测信号。通过这种方式,就可以及时检测到容器内固体球形着色剂颗粒的存量何时需要补充。因此,可以避免供应容器中固体球形着色剂颗粒的量变得如此之低以致于不再适用线性计量精度。此外,可以避免由于缺少固体球形着色剂颗粒而造成的不必要的停机时间。
30.在根据本发明的固体着色剂分配装置的实施例中,所述供应容器包括具有所述自由端部分的第一部分和具有端部的第二部分,所述自由端部分设置有所述喷嘴,所述第二部分的端部开放连通于所述第一部分的与喷嘴相对布置的端部,从而提供所述第二部分和所述第一部分之间的过渡部,所述第一部分具有锥形内壁,该锥形内壁关于所述第一部分的纵向中心线以15度
‑
55度范围内的角度布置,优选所述角度等于30度。由于锥形内壁,所有固体球形着色剂颗粒都被朝向喷嘴的分配出口引导。本领域技术人员将理解的是,喷嘴以这样的流速分配固体球形着色剂颗粒,该流速取决于位于供应容器的第二部分和第一部分之间的过渡部上方所存在的固体球形着色剂颗粒的存量的固体球形着色剂颗粒的高度,并因此取决于其的量。此外,流速取决于固体球形着色剂颗粒的数量平均粒径、喷嘴的分配出口的直径以及供应容器的第一部分的锥形内壁的角度。
31.在根据本发明的固体着色剂分配装置的实施例中,所述控制组件被配置为设置分配时间间隔,在该分配时间间隔内,所述螺线管从所述非活动状态切换到所述活动状态并切换回所述非活动状态,以在至少将所述喷嘴的所述分配出口的所述直径、所述供应容器的所述第一部分的所述锥形内壁的所述角度、所述供应容器中的固体球形着色剂颗粒的所
述当前存量以及所述螺线管的响应时间考虑在内的情况下,允许所述喷嘴分配固体球形着色剂颗粒的剂量,其中,所述螺线管的响应时间取决于接收来自所述控制组件的切换信号、以在所述非活动状态和所述活动状态之间切换的切换信号。
32.在根据本发明的固体着色剂分配装置的实施例中,设置有溢流隔室,该溢流隔室关于所述喷嘴的所述分配出口配置和布置以接收由所述喷嘴分配的固体球形着色剂颗粒,作为响应于将所述螺线管从所述活动状态切换到所述非活动状态而使所述弹簧式柱塞移位的结果。本领域技术人员将理解的是,关于待分配的固体球形着色剂颗粒的所需量,也可以考虑接收在溢流隔室中的固体球形着色剂颗粒的量。以此方式,可以使得固体球形着色剂颗粒的损失最小化。此外,本领域技术人员将理解的是,溢流隔室防止喷嘴的分配出口堵塞。此外,为了实现精确计量,在设置分配时间间隔时需要考虑最终进入溢流隔室的固体球形着色剂颗粒的量。
33.在根据本发明的固体着色剂分配装置的实施例中,设置有振动单元,该振动单元被配置和布置为允许所述供应容器在所述固体着色剂分配装置操作期间以0
‑
55hz范围内的频率振动。振动单元可以是任何装置,例如在固体着色剂分配装置的操作期间允许至少供应容器的第一部分振动的振动电机。本领域技术人员将理解的是,由于固体球形着色剂颗粒在喷嘴的分配出口附近的桥接,固体球形着色剂颗粒的分配可能被打断。通过振动至少供应容器的第一部分,可以防止固体球形着色剂颗粒的桥接。此外,通过振动至少供应容器的第一部分,可以获得固体球形着色剂颗粒在供应容器中的改善的堆积,因为颗粒之间的残留空气可以被去除。
34.在根据本发明的固体着色剂分配装置的实施例中,设置有包含固体球形着色剂颗粒的可替换盒,所述可替换盒与所述供应容器相关联,以便向所述供应容器提供固体球形着色剂颗粒的存量,并响应于经由所述喷嘴分配至少一剂量的固体球形着色剂颗粒,允许用来自所述可替换盒的固体球形着色剂颗粒自动地补充所述供应容器中的所述存量,直到所述可替换盒为空。
35.可替换盒用于初始填充供应容器至少到高于位于供应容器的第二部分和第一部分之间的过渡部上方的预定高度的水平。通常,供应容器填满来自可替换盒的固体球形着色剂颗粒。在可替换盒的容量与供应容器的容量相等的情况下,可替换盒在供应容器的初始填充之后将是空的,需要更换为另一个可替换盒。在可替换盒的容量大于供应容器的容量的情况下,将供应容器初始填充后留在可替换盒中的固体球形着色剂颗粒插入供应容器中,直到可替换盒为空,由喷嘴每次分配固体球形着色剂颗粒的剂量。在可替换盒的容量小于供应容器的容量的情况下,重要的是供应容器中的固体球形着色剂颗粒的当前存量可以至少补充到高于位于供应容器的第二部分和第一部分之间的过渡部上方的预定高度的水平。
36.本领域技术人员将理解的是,喷嘴可以以基本恒定的流速分配固体球形着色剂颗粒,直到固体球形着色剂颗粒的存量达到位于供应容器的第二部分和第一部分之间的过渡部上方的预定高度。当固体球形着色剂颗粒的存量下降到位于供应容器的第二部分和第一部分之间的过渡部上方的预定高度以下时,流速开始降低。在那种情况下,检测单元向控制组件提供信号,指示需要补充固体球形着色剂颗粒的当前存量并且需要更换空的可替换盒。
37.在根据本发明的固体着色剂分配装置的实施例中,所述固体球形着色剂颗粒的所述数量平均粒径在400μm
‑
1400μm的范围内,优选地在500μm
‑
1300μm的范围内,更优选地在600μm
‑
1000μm的范围内。
38.在根据本发明的固体着色剂分配装置的实施例中,所述固体球形着色剂颗粒包含30wt%
‑
97wt%的颜料、小于5wt%的溶剂和3wt%
‑
40wt%的表面活性剂,其中wt%与所述固体球形着色剂颗粒的总重量相关。
39.在根据本发明的固体着色剂分配装置的实施例中,所述喷嘴的所述分配出口具有5mm
‑
15mm范围内的直径。
40.本领域技术人员将理解的是,将考虑固体球形着色剂颗粒的数量平均粒径来选择喷嘴的分配出口的直径。对于数量平均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒来说,直径小于5mm的分配出口将会很容易被堵塞。然而,对于数量平均粒径在上述范围内的固体球形着色剂颗粒来说,如果分配出口的直径大于15mm,则螺线管在非活动状态和活动状态之间的切换将很关键,因为切换速度会不够快,无法防止太多固体球形着色剂颗粒的分配。对于数量平均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒来说,喷嘴的分配出口优选具有8mm的直径。
41.在根据本发明的固体着色剂分配装置的实施例中,所述弹簧式柱塞具有5mm
‑
16mm范围内的行程。这样,当螺线管处于非活动状态时,弹簧式柱塞的自由端部相对于喷嘴的分配出口定位为在分配装置的使用中通过阻塞分配出口来防止分配固体球形着色剂颗粒。堵塞分配出口。如上所述,对于数均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒来说,喷嘴的分配出口优选具有8mm的直径。在那种情况下,柱塞的自由端部优选地具有8.2mm的行程。
42.根据本发明的另一方面,提供了一种着色机,该着色机配置为用至少一剂量的固体球形着色剂颗粒对基础涂料组合物着色,所述至少一剂量的固体球形着色剂颗粒通过根据本发明的固体着色剂分配装置以时间控制的方式分配。所述调色机包括:
43.‑
容纳空间,被配置和布置为容纳包含所述基础涂料组合物的涂料容器,将使用所述至少一剂量的固体球形着色剂颗粒对所述基础涂料组合物着色;
44.‑
引导件,被配置和布置为引导由所述至少一个固体着色剂分配装置分配的所述至少一剂量的固体球形着色剂颗粒进入到所述涂料容器中;
45.‑
主控制组件,被配置和布置为与所述至少一个固体着色剂分配装置的所述控制组件通信,以控制所述至少一个固体着色剂分配装置对所述至少一剂量的固体球形着色剂颗粒的分配。
46.本领域技术人员将理解的是,由于在体积计量中不需要天平,根据本发明的着色机能够将至少一剂量的固体球形着色剂颗粒直接分配到包含需要着色的基础涂料组合物的涂料容器中。这样,天平不再是关于涂料容器的尺寸和/或重量的限制因素。
47.根据本发明的着色机的示例性实施例,其包括多个根据本发明的固体着色剂分配装置,其中所述多个包括至少两个固体着色剂分配装置。为了限制着色机的占用空间,本领域技术人员将理解的是,对于多个固体着色剂分配装置来说优选使用矩阵布置。着色机的主控制组件被配置和布置为单独地与所述多个分配装置的不同固体着色剂分配装置的每个控制组件通信。因此,主控制组件能够控制所述多个分配装置中的固体着色剂分配装置,
以同时地或顺序地分配固体球形着色剂颗粒的剂量。本领域技术人员将理解的是,使用根据本发明的着色机对基础涂料组合物着色能比使用基于重量计量的着色机快得多。
附图说明
48.从以固体着色剂分配装置和包括这种分配装置的着色机的示例性和非限制性实施例的方式的本发明的描述中,本发明的进一步特征和优点将变得显而易见。
49.本领域技术人员将理解的是,固体着色剂分配装置和着色机的所述实施例在本质上仅是示例性的,并且不应被解释为以任何方式限制所保护的范围。本领域技术人员将认识到,在不脱离本发明的保护范围的情况下,可以构思并实施固体着色剂分配装置和着色机的替代实施例和等效实施例。
50.下面将参考附图中的图。这些图本质上是示意性的,因此不一定按比例绘制。此外,相同的附图标记表示相同或相似的部分。在所附的图纸上,
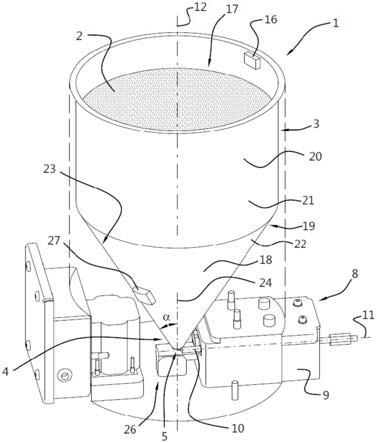
51.图1示出了根据本发明的固体着色剂分配装置的示例性、非限制性实施例的示意性立体图;
52.图2示出了图1中所示的固体着色剂分配装置的弹簧式柱塞、喷嘴的分配出口和溢流隔室的放大图;
53.图3示出了当螺线管处于非活动状态并且弹簧式柱塞关于供应容器的喷嘴的分配出口布置以防止分配固体球形着色剂颗粒时,图1中所示的固体着色剂分配装置的示意性仰视图;
54.图4示出了当螺线管处于活动状态并且弹簧式柱塞关于供应容器的喷嘴的分配出口布置以允许分配固体球形着色剂颗粒的剂量时,图1中所示的固体着色剂分配装置的示意性仰视图;
55.图5a示出了根据图1中所示实施例的固体着色剂分配装置的示意性侧视图,该固体着色剂分配装置具有空的供应容器,第一可替换盒放置在该供应容器的顶部,以用固体球形着色剂颗粒填充供应容器;
56.图5b示意性地示出了图5a中所示的固体着色剂分配装置的供应容器充满固体球形着色剂颗粒并且第一可替换盒为空的情况;
57.图5c示意性地示出了图5b中所示的固体着色剂分配装置的供应容器充满来自第一可替换盒的固体球形着色剂颗粒并且第一可替换盒已替换为充满固体球形着色剂颗粒的第二可替换盒的情况;
58.图5d示意性地示出了图5c中所示的固体着色剂分配装置的供应容器填满固体球形着色剂颗粒并且第二可替换盒包括剩余的固体球形着色剂颗粒2的情况;
59.图5e示意性地示出了其中第二可替换盒清空并且固体着色剂分配装置的供应容器仍然被填满的情况;
60.图5f示意性地示出了其中第二可替换盒完全清空并且供应容器中的固体球形着色剂颗粒的当前存量处于位于固体着色剂分配装置的供应容器的第一部分和第二部分之间的过渡部上方的预定高度处的情况;以及
61.图6示出了根据本发明的着色机的示例性、非限制性实施例的示意性立体图。
具体实施方式
62.图1示出了根据本发明的固体着色剂分配装置1的示例性、非限制性实施例的示意性立体图,其被配置为以时间控制的方式分配至少一剂量的固体球形着色剂颗粒2。固体着色剂分配装置1包括供应容器3,该供应容器3具有自由端部分4,该自由端部分4设置有喷嘴5,该喷嘴5被构造和布置为在固体着色剂分配装置1的操作期间分配所述至少一剂量的固体球形着色剂颗粒2。固体球形着色剂颗粒2具有使固体球形着色剂颗粒2能够进行体积计量的数量平均粒径和数量粒径分布。固体球形着色剂颗粒2的数量粒径分布的标准偏差与数量平均粒径的比率小于25%,优选小于22%,更优选小于20%。本领域技术人员将理解的是,由于固体球形着色剂颗粒2(也称为珠光)的明确定义的形状和窄的数量粒径分布,固体球形着色剂颗粒2能够以可预测且可控的流速被分配。根据iso 13322
‑
1:2004,粒径分析
‑
图像分析方法
‑
第一部分:使用欧奇奥粒径粒形(occhio zephyr esr)分析仪的静态图像分析方法,通过光散射和全自动图像分析确定数量粒径分布。
63.固体球形着色剂颗粒2的数量平均粒径在400μm
‑
1400μm的范围内,优选在500μm
‑
1300μm的范围内,更优选在600μm
‑
1000μm的范围内。固体球形着色剂颗粒2包含30wt%
‑
97wt%的颜料、小于5wt%的溶剂和3wt%
‑
40wt%的表面活性剂,其中wt%与固体球形着色剂颗粒2的总重量相关。
64.图1中所示的固体着色剂分配装置1的供应容器3的喷嘴5还包括分配出口6,图2、图3a和图3b中更详细地示出了分配出口6。考虑到固体球形着色剂颗粒2的数量平均粒径,分配出口6具有直径7。图2还示出了图1中所示的固体着色剂分配装置1的溢流隔室26的放大图。
65.图1中所示的固体着色剂分配装置1还包括控制组件8,该控制组件8被配置和布置为:通过考虑到固体球形着色剂颗粒2的所述明确定义的特性,特别是形状和的数量粒径分布以及喷嘴5的分配出口6的直径7,以时间控制的方式控制所述至少一剂量的固体球形着色剂颗粒2的分配。
66.根据图1中所示的示例性的、非限制性的实施例的固体着色剂分配装置1的控制组件8包括螺线管9,该螺线管9包括弹簧式柱塞10。当螺线管9处于非活动状态时,即当没有向螺线管提供电偏压时,弹簧式柱塞10关于喷嘴5的分配出口6布置,以防止喷嘴5分配固体球形着色剂颗粒2。这在图3中更详细地示出。然而,当螺线管9处于活动状态时,即当向螺线管提供电偏压时,弹簧式柱塞10关于喷嘴5的分配出口6布置,以允许喷嘴5分配固体球形着色剂颗粒2。这在图4中更详细地示出。
67.本领域技术人员将理解的是,通过使用包括弹簧式柱塞10的螺线管9,可以以时间控制的方式精确地分配甚至非常小剂量的固体球形着色剂颗粒。以此方式,根据本发明的固体着色剂分配装置1具有与现有技术固体着色剂分配装置可实现的分配能力至少相同的分配能力。然而,根据本发明的固体着色剂分配装置1允许体积计量,这具有优于通常所使用的重量计量技术的上述优点。
68.根据图1中所示的固体着色剂分配装置1的示例性的、非限制性的实施例,螺线管9的弹簧式柱塞10布置为使得其纵向中心线11横向于喷嘴5的纵向中心线12定向。本领域技术人员将理解的是,通过这种方式,弹簧式柱塞10使得喷嘴5的分配出口6的打开和关闭能够得到非常快速和精确的控制,并因此使得固体球形着色剂颗粒2被分配的剂量能够得到
非常快速和精确的控制。
69.图1中所示的固体着色剂分配装置1的示例性的、非限制性的实施例包括振动单元27,例如振动电机或任何其他合适的装置,振动单元27被配置和布置为允许供应容器3在固体着色剂分配装置1的操作期间以0
‑
55hz范围内的频率振动。本领域技术人员将应当理解的是,通过振动供应容器,可以防止位于喷嘴5的分配出口6附近的固体球形着色剂颗粒2的所谓桥接,这种桥接会打断固体球形着色剂颗粒2的分配。此外,通过振动供应容器3,可以获得固体球形着色剂颗粒2在供应容器3中的改善的堆积,因为颗粒之间的残留空气可以被去除。
70.图1中所示的固体着色剂分配装置1的示例性的、非限制性的实施例还包括检测单元16,该检测单元16被配置和布置为确定供应容器3中的固体球形着色剂颗粒2的当前存量17并且将对应于所确定的当前存量17的检测信号提供给控制组件8。本领域技术人员将理解的是,检测单元16可以使用例如电连接和光学连接中的至少一种与控制组件8可操作地连接。所述连接可以以有线和无线方式中的至少一种方式建立。检测单元16使得能够及时地检测何时需要补充容器3中的固体球形着色剂颗粒2的存量17。因此,可以避免由于缺少固体球形着色剂颗粒2而导致的不必要的停机时间。
71.在图1所示的固体着色剂分配装置1的示例性的、非限制性的实施例中,供应容器3包括具有自由端部分4的第一部分18和具有端部21的第二部分20,自由端部分4设置有喷嘴5,第二部分20的端部21以开放连通的方式连接于第一部分18的与喷嘴5相对布置的端部22,从而在第二部分20和第一部分18之间提供过渡部19。第一部分18具有锥形内壁23,该锥形内壁23相对于其纵向中心线24以15度
‑
55度范围内的角度α布置,优选地以等于30度的角度α布置。因为锥形内壁23,全部的固体球形着色剂颗粒2都被朝向喷嘴5的分配出口6引导。本领域技术人员将理解的是,喷嘴5以这样的流速分配固体球形着色剂颗粒2,该流速取决于位于供应容器3的第二部分20和第一部分18之间的过渡部19上方所存在的固体球形着色剂颗粒2的当前存量17的固体球形着色剂颗粒2的高度,并因此取决于其的量。另外,流量取决于固体球形着色剂颗粒2的数量平均粒径、喷嘴5的分配出口6的直径7以及供应容器3的第一部分18的锥形内壁23的角度α。供应容器3的总高度通常在40mm
‑
600mm的范围内,优选为223mm。
72.要注意的是,控制组件8被配置为设置分配时间间隔,在该分配时间间隔里,螺线管9从非活动状态切换到活动状态并返回到非活动状态,以在至少将喷嘴5的分配出口6的直径7、供应容器3的第一部分18的锥形内壁23的角度α、供应容器3中的固体球形着色剂颗粒2的当前存量17以及螺线管9的响应时间考虑的情况下,允许喷嘴5分配固体球形着色剂颗粒2的剂量,其中,螺线管9的响应时间取决于接收来自所述控制组件8、以在所述非活动状态和所述活动状态之间切换的切换信号。根据本发明的固体着色剂分配装置1的典型分配时间间隔在5ms
‑
100ms的范围内。
73.本领域技术人员将理解的是,通过在设定的分配时间间隔期间向螺线管9施加电偏压,螺线管9从非活动状态切换到活动状态。在活动状态下,弹簧式柱塞10缩回。因此,由于喷嘴的分配出口6至多部分地被弹簧式柱塞10堵塞,因此喷嘴5可以分配固体球形着色剂颗粒2。本领域技术人员将理解的是,优选的是当螺线管9处于活动状态时,喷嘴5的分配出口6完全不被弹簧式柱塞10阻塞。在分配时间间隔结束时,螺线管9从活动状态切换回非活
动状态。其结果是,弹簧式柱塞10被与柱塞相关联的弹簧移位,从而阻塞喷嘴5的分配出口6,以防止喷嘴5分配固体球形着色剂颗粒2。
74.图2示出了图1中所示的固体着色剂分配装置1的弹簧式柱塞10、喷嘴的分配出口6和溢流隔室26的放大视图。图2提供了这些构件关于彼此布置的更好视图。溢流隔室26关于喷嘴的分配出口6构造和布置,以接收因弹簧式柱塞10的位移而由喷嘴分配的固体球形着色剂颗粒2,从而响应于将螺线管从活动状态切换到非活动状态,阻塞喷嘴的分配出口6。本领域技术人员将理解的是,关于待分配的固体球形着色剂颗粒2的所需量,也可以考虑溢流隔室26中所接收的固体球形着色剂颗粒2的量。溢流隔室26中所接收的固体球形着色剂颗粒2也被引导到包含需要着色的基础涂料组合物的涂料容器中。以此方式,可以使得固体球形着色剂颗粒2的不必要损失最小化。
75.本领域技术人员将理解的是,将考虑固体球形着色剂颗粒2的数量平均粒径来选择喷嘴的分配出口6的直径7。对于数量平均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒2来说,直径7小于5mm的分配出口6将变得太容易堵塞。然而,对于数量平均粒径在上述范围内的固体球形着色剂颗粒2来说,如果分配出口6的直径7大于15mm,则螺线管9在非活动状态和活动状态之间的切换将非常困难,因为切换速度会不够快,无法防止分配过多的固体球形着色剂颗粒2。对于数量平均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒2来说,喷嘴的分配出口6的直径7在5mm
‑
15mm范围内,优选为8mm。
76.图2示出了弹簧式柱塞10设置有细长的凹槽。因此,可以减少机械摩擦并且可以实现弹簧式柱塞10的更快位移。因此,可以实现在上述5ms
‑
100ms范围的下边界附近的分配时间间隔。
77.尽管未示出,但弹簧式柱塞的布置为面向喷嘴的分配出口的一侧优选地具有平坦表面。以此方式,当螺线管移动弹簧式柱塞时,可以实现固体球形着色剂颗粒从喷嘴恒定且均匀地流出。
78.图3示出了当螺线管9处于非活动状态并且弹簧式柱塞10关于供应容器3的喷嘴的分配出口6布置为防止分配固体球形着色剂颗粒2时,图1中所示的固体着色剂分配装置1的示意性仰视图。
79.图4示出了当螺线管9处于活动状态并且弹簧式柱塞10关于供应容器3的喷嘴的分配出口6布置为允许分配固体球形着色剂颗粒2的剂量时,图1中所示的固体着色剂分配装置1的示意性仰视图。
80.从图2、图3和图4可以看出,弹簧加载的柱塞10具有自由端部13,如上所述,该自由端部13可关于喷嘴5的分配出口6布置以控制固体球形着色剂颗粒2的分配。图2、图3和图4示出了弹簧式柱塞10的自由端部13的示例性实施例。根据该实施例,自由端部13具有外周14,外周14的形状被配置为当自由端部13部分地阻塞分配出口6时确保被分配的固体球形着色剂颗粒2的均匀流动。本领域技术人员将理解的是,当被分配的固体球形着色剂颗粒2的流动受到弹簧式柱塞10的自由端部13干扰时,这将对计量精度产生不利影响。如果外周14具有提供尖锐边缘的形状,固体球形着色剂颗粒2在该尖锐边缘后面能够挂住料,则所分配的固体球形着色剂颗粒的流动会受到干扰。通过弹簧式柱塞10的自由端部13提供有这样的外周,即只要喷嘴的分配出口6部分地被自由端部13阻挡,该外周的形状就防止固体球形着色剂颗粒在流出喷嘴的分配出口6时在该外周的边缘后面挂料,从而能够确保被分配的
颗粒的均匀流动。因此,可以实现高分配精度。
81.根据弹簧时柱塞10的自由端部13的实施例,自由端部13的外周具有半圆形形状。本领域技术人员将理解的是,弹簧式柱塞10的自由端部13的外周14可以具有能够使被分配的固体球形着色剂颗粒2均匀流动的任何多边形形状。
82.如图3和图4中分别所示的弹簧式柱塞10的自由端部的位置的比较表明,弹簧式柱塞10具有行程15。根据图1至图4中所示的固体着色剂分配装置的实施例,弹簧式柱塞10的行程15通常在5mm
‑
16mm的范围内。弹簧式柱塞10的行程15必须能够使得,当螺线管9处于非活动状态时,弹簧式柱塞10的自由端部13相对于喷嘴的分配出口6定位为通过阻塞分配出口6来防止分配固体球形着色剂颗粒2。然而,当螺线管9处于活动状态时,行程必须足以使弹簧式柱塞10的自由端部13关于喷嘴的分配出口6移位,以允许由喷嘴将要分配的固体球形着色剂颗粒2均匀流动。如上所述,对于数量平均粒径在400μm
‑
1400μm范围内的固体球形着色剂颗粒2来说,喷嘴的分配出口6优选具有8mm的直径7。在那种情况下,弹簧式柱塞10的自由端部13优选地具有8.2mm的行程。
83.图5a示出了根据图1中所示的实施例的固体着色剂分配装置1的示意性侧视图,该固体着色剂分配装置1具有空的供应容器3,第一可替换盒28放置在该空的供应容器3的顶部,以用固体球形着色剂颗粒2填充供应容器3。本领域技术人员将理解的是,第一可替换盒28可用于初始填充供应容器3至位于供应容器3的第一部分18和第二部分20之间的过渡部19上方的预定高度35以上的水平。供应容器3通常被来自第一可替换盒28的固体球形着色剂颗粒2填满,之后第一可替换盒28清空,如图5b所示。图5c示意性地示出了图5b中所示的固体着色剂分配装置1的供应容器3填满来自第一可替换盒28的固体球形着色剂颗粒、第一可替换盒28已被填满有固体球形着色剂颗粒的第二可替换盒39替换的情况。第二可替换盒39被配置为允许用来自第二可替换盒39的固体球形着色剂颗粒2自动地补充供应容器3中的固体球形着色剂颗粒2的存量,直到第二可替换盒39为空,由喷嘴的分配出口6每次分配固体球形着色剂颗粒2的剂量。图5d示意性地示出了图5c中所示的固体着色剂分配装置1的供应容器3填满固体球形着色剂颗粒2并且第二可替换盒39包括剩余的固体球形着色剂颗粒2的情况。
84.图5e示意性地示出了其中第二可替换盒39是空的并且固体着色剂分配装置1的供应容器3仍然被填满的情况。本领域技术人员将理解的是,固体球形着色剂颗粒2可以以基本上线性的方式随着固体球形着色剂颗粒2的存量的高度降低而降低的流速分配,直到固体球形着色剂颗粒的存量到达供应容器3的第一部分18和第二部分20之间的过渡部19。对于这样的供应容器3来说,即该供应容器3包含具有在400μm
‑
1400μm的范围内的数量平均粒径且高度到达位于供应容器3的第一部分18和第二部分20之间的过渡部19上方的预定高度35(见图5f)的固体球形着色剂颗粒2、并且具有带有直径为8mm的分配出口6的喷嘴、并且具有其锥形内壁23关于其纵向中心线24成30度角α的第一部分18,固体球形着色剂颗粒2能够以200毫升/分钟
‑
400毫升/分钟范围内的流速被分配。由于固体球形着色剂颗粒2的明确特性,固体球形着色剂颗粒2可以以恒定均质流的方式被分配。这使得即使是少剂量的固体球形着色剂颗粒2也能非常精确地体积计量。
85.图5f示意性地示出了其中第二可替换盒39完全空了并且供应容器3中的固体球形着色剂颗粒2的当前存量处于位于固体着色剂分配装置1的供应容器3的第一部分18和第二
部分20之间的过渡部19上方的上述预定高度35处的情况。本领域技术人员将理解的是,如果固体球形着色剂颗粒2的存量下降到低于位于供应容器3的第一部分18和第二部分20之间的过渡19上方的预定高度35,则的流速变得非常低。检测单元16应向控制组件8提供信号,表明供应容器3中的固体球形着色剂颗粒2的当前存量已达到位于供应容器3的第一部分18和第二部分20之间的过渡部19上方的预定高度35,且因此需要补充。这可以通过将空的第二可替换盒39替换为第三可替换盒(未示出)来完成,该第三可替换盒所填充的固体球形着色剂颗粒2至少足以将供应容器3中的固体球形着色剂颗粒2的当前存量补充到高于位于供应容器3的第一部分18和第二部分20之间的过渡部19上方的预定高度35。通常,第三可替换盒会填满有所需种类的固体球形着色剂颗粒。
86.尽管图中未明确示出,但本领域技术人员将理解的是,还可以应用具有比根据本发明的固体着色剂分配装置的供应容器的容积更大的容积的可替换盒。在那种情况下,在用来自第一可替换盒的固体球形着色剂颗粒初始填充供应容器之后,固体球形着色剂颗粒将保留在第一可替换盒中。第一可替换盒可被配置为允许用来自第一可替换盒的剩余固体球形着色剂颗粒自动地补充供应容器中的固体球形着色剂颗粒的存量,直到第一可替换盒为空,由喷嘴的分配出口每次分配固体球形着色剂颗粒的剂量。事实上,以类似的方式应用涉及图5d至图5f所描述的情况,其关于供应容器中固体球形着色剂颗粒的补充,以及当第一可替换盒为空且供应容器中的固体球形着色剂颗粒的当前存量已经到达位于供应容器的第一部分和第二部分之间的过渡部上方的预定高度时对第一可替换盒的更换。
87.此外,本领域技术人员将理解的是,在使用容量小于供应容器的容量的可替换盒的情况下,重要的是供应容器中的固体球形着色剂颗粒的当前存量可以至少被补充到高于位于供应容器的第二部分和第一部分之间的过渡部上方的预定高度的水平。
88.图6示出了根据本发明的着色机29的示例性的、非限制性的实施例的示意性立体图。着色机29被配置为用至少一剂量的固体球形着色剂颗粒2对基础涂料组合物30着色,至少一剂量的固体球形着色剂颗粒2由至少一个根据本发明的固体着色剂分配装置1以时间控制的方式分配。根据图6中所示的示例性实施例,着色机29包括根据本发明的十六个固体着色剂分配装置1的矩阵。本领域技术人员将理解的是,根据着色机所需的规格,可以使用任何合适数量的固体着色剂分配装置1。原则上,所有分配装置都可以设有包括具有上述明确定义的特性的特定种类的固体球形着色剂颗粒2的可替换盒28、39。然而,也可以将可替换盒28、39仅提供给固体着色剂分配装置1矩阵的固体着色剂分配装置1子集,而不提供给未被采用的剩余固体着色剂分配装置1。根据图6中所示的着色机29的示例性、非限制性实施例,十六个固体着色剂分配装置1中的十个已设置有可替换盒28、39。本领域技术人员将理解的是,固体着色剂分配装置1的矩阵布置对于限制着色机29的占用空间是特别有利的。
89.此外,图6中所示的着色机29包括接收空间31,该接收空间31被构造和布置为接收包含所述基础涂料组合物30的涂料容器32,将使用至少一剂量的固体球形着色剂颗粒2对所述基础涂料组合物30着色。着色机29还包括引导件33,该引导件33被配置和布置为引导由所述至少一个固体着色剂分配装置1分配的所述至少一剂量的固体球形着色剂颗粒2进入涂料容器32中。
90.图6中所示的着色机29还包括主控制组件34,该主控制组件34被配置和布置为与所采用的十个固体着色剂分配装置1的每个控制组件通信。因此,主控制组件34可以控制十
六个分配装置1的示例性矩阵中的十个固体着色剂分配装置1中的每一个的控制组件,以同时地或顺序地分配固体球形着色剂颗粒2的剂量。本领域将理解的是,使用根据本发明的着色机29对基础涂料组合物30的着色可以比使用基于重量计量的着色机要快得多,因为可以将至少一剂量的固体球形着色剂颗粒2直接分配到包含需要着色的基础涂料组合物30的涂料容器32中。
91.本领域技术人员将理解的是,主控制组件34与十个固体着色剂分配装置1的任一控制组件之间的所述连接可以通过有线和无线方式中的至少一种方式建立。
92.图6示出了着色机29的示例性实施例还设有振动系统38,该振动系统38被配置和布置为允许引导件33振动以增强对固体球形着色剂颗粒朝向涂料容器32的引导。振动系统可使引导件33以0
‑
55hz范围内的频率振动。
93.此外,值得注意的是,通过设置固体着色剂分配装置的供应容器和引导件中与包含有铝或适合注塑的聚合物混合物的固体球形着色剂颗粒直接接触的至少一者的内壁,可以进一步改善固体球形着色剂颗粒朝向涂料容器32的引导。所述内壁被配置为是抗静电、耐磨、疏水的并且具有至多0.3μm的表面粗糙度(ra)。
94.本发明可概括为涉及一种固体着色剂分配装置1,用于以时间控制的方式分配固体球形着色剂颗粒2的剂量,所述分配装置包括供应容器3,该供应容器3具有用于分配具有数量平均粒径和数量粒径分布的所述颗粒的喷嘴5,其中,所述颗粒的数量粒径分布的标准偏差与数量平均粒径之比小于25%。喷嘴包括具有直径7的分配出口6,该直径7将所述颗粒的数量平均粒径考虑在内。所述分配装置包括控制组件8,该控制组件8用于通过考虑所述颗粒的所述特性以及喷嘴出口的直径来控制所述颗粒的所述剂量的分配。本发明还涉及包括所述固体着色剂分配装置的着色机29。
95.本领域技术人员将清楚的是,本发明的范围不限于前面所讨论的实施例,在不背离由所附权利要求限定的本发明的范围的情况下,可以对其进行若干修改和变形。特别地,可以进行本发明多个方面的特定特征的组合。通过增加关于本发明的另一方面所描述的特征,可以进一步有利地增强本发明的一个方面。虽然已经在附图和说明书中详细说明和描述了本发明,但是这样的说明和描述仅被认为是说明性或示例性的,而不是限制性的。
96.本发明不限于所公开的实施例。通过研究附图、说明书和所附权利要求,本领域技术人员在实践所要求保护的发明时可以理解和实施对所公开的实施例的变化。在权利要求中,“包括”一词不排除其他步骤或要素,不定冠词“一”或“一个”不排除多个。在相互不同的从属权利要求中叙述某些措施的单一事实并不表示这些措施的组合不能有利地使用。权利要求中的任何参考标记不应被解释为限制本发明的范围。
97.参考标记
98.1 固体着色剂分配装置
99.2 固体球形着色剂颗粒
100.3 供应容器
101.4 供应容器的自由端部分
102.5 喷嘴
103.6 喷嘴的分配出口
104.7 分配出口的直径
105.8 控制组件
106.9 螺线管
107.10 弹簧式柱塞
108.11 弹簧式柱塞的纵向中心线
109.12 喷嘴的纵向中心线
110.13 弹簧式柱塞的自由端部
111.14弹簧式柱塞的自由端部的外周
112.15 弹簧式柱塞的行程
113.16 检测单元
114.17 固体球形着色剂颗粒的当前存量
115.18 供应容器的第一部分
116.19 供应容器的第一部分和第二部分之间的过渡部
117.20 供应容器的第二部分
118.21 供应容器的第二部分的自由端部
119.22 供应容器的第一部分的与喷嘴相对布置的端部
120.23 供应容器的第一部分的锥形内壁
121.24 供应容器的第一部分的纵向中心线
122.α 供给容器的第一部分的锥形内壁关于其纵向中心线布置的角度
123.26 溢流隔室
124.27 振动单元
125.28 第一可替换盒
126.29 着色机
127.30 基础涂料组合物
128.31 接收空间
129.32 涂料容器
130.33 引导件
131.34 主控制组件
132.35 位于供应容器的第一部分和第二部分之间的过渡部上方的预定高度
133.β 引导件底部与涂料容器的中心线之间的角度,涂料容器的中心线横向于涂料容器的纵向中心线
134.36 涂料容器的纵向中心线
135.37 横向于涂料容器的纵向中心线定向的涂料容器的中心线
136.38 用于着色机的引导件的振动系统
137.39 第二可替换盒
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。