1.本发明涉及一种在超导腔内部对锡源进行局部加热的方法,属于超导技术领域。
背景技术:
2.nb3sn薄膜超导腔是下一代射频超导关键技术,其工程化应用将引起射频超导领域的技术革命。锡蒸汽扩散法在930℃以上的高温下,sn原子以蒸汽的方式到达超导腔内表面,和nb原子原位反应生成纯净、高质量的nb3sn薄膜。锡源的温度决定锡饱和蒸气压的大小,决定了sn原子到达超导腔内表面的速率。超导腔的温度则决定着sn原子向超导腔内表面扩散生成nb3sn薄膜的速率。只有sn原子到达超导腔的速率和sn原子向超导腔内表面扩散的速率匹配,才能够生成质量最好的nb3sn薄膜。因此,采用锡蒸汽扩散法研制nb3sn薄膜超导腔的过程中,对超导腔和锡源进行单独控温是获得高性能nb3sn薄膜超导腔的关键。
3.但是,当前超导腔与锡源的单独控温是通过将锡源放在超导腔外部,并对其进行局部加热来实现的。而对于含有多个加速单元(加速单元内含电磁场,使带电粒子加速增能,多个加速单元可以使带电粒子和电磁场相位保持同步,在一个超导腔内得到持续加速增能)的工程实用超导腔,如果继续把锡源放在超导腔外部进行局部加热,则受限于其较长的尺寸,锡蒸汽分压将随着与锡源距离的增加而快速降低,导致适合距离锡源更近的加速单元的“超导腔
‑
锡源”温度组合并不适合距离锡源更远的加速单元。这是将锡源放在超导腔外部进行局部加热研制高性能多加速单元工程实用nb3sn薄膜超导腔不可克服的困难。
技术实现要素:
4.针对上述问题,本发明的目的是提供一种在超导腔内部对锡源进行局部加热的方法及能够实现在超导腔内部对锡源进行局部加热的单电极直流结构。该结构在每一个加速单元内部均放置锡源,并且通过温控程序对每一个加速单元内部的锡源实现局部加热,使每一个加速单元均拥有合适的“超导腔
‑
锡源”温度组合,从而解决多加速单元超导腔无法采用超导腔、锡源单独控温技术路线研制高性能nb3sn薄膜超导腔的难题。
5.为实现上述目的,本发明采取以下技术方案:
6.一种在超导腔内部对锡源进行局部加热的单电极直流结构,包括:
7.一个具有若干加速单元的超导腔,所述超导腔为nb3sn薄膜生长的衬底结构;
8.一根加热电极,所述加热电极的一端接正电极,另一端接负电极构成直流回路,所述加热电极贯通所述超导腔;
9.锡源坩埚,所述超导腔的每一个加速单元内均放置有一个锡源坩埚,所述锡源坩埚为盛放锡金属颗粒的容器,所述锡源坩埚位于所述加热电极上;
10.温度热偶,用于测量所述超导腔内的温度。
11.其中,所述加热电极位于所述超导腔的轴线位置;
12.所述温度热偶位于所述超导腔的轴线位置;
13.所述超导腔采用金属铌加工而成;
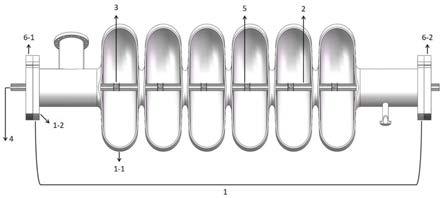
为超导腔加速单元,1
‑
2为超导腔束流管道法兰。本图例中超导腔一共有6个加速单元,两个束流管道法兰,在本图例中带电粒子从6
‑
1端口进入超导腔,被加速后从6
‑
2端口离开超导腔。
36.图2为锡源距离加速单元50cm时,位于超导腔上、中、下位置的nb3sn薄膜厚度分布不均匀。
37.图3为锡源位于加速单元中心位置时,位于超导腔上、中、下位置的nb3sn薄膜厚度分布均匀。
38.图4验证锡源距离加速单元50cm与在加速单元中心对nb3sn薄膜厚度分布影响的示意图。
具体实施方式
39.下述实施例中所使用的实验方法如无特殊说明,均为常规方法。
40.下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
41.本发明的结构示意图如图1所示,下面对在超导腔内部对锡源进行局部加热的单电极直流结构做详细介绍。
42.本图例中的超导腔1为具有6个加速单元1
‑
1的650mhz椭球超导腔,腔主体采用剩余电阻率>300的高纯金属铌加工而成,法兰采用铌钛合金加工而成,其中铌的质量百分比是45%。
43.加热电极2为一根横截面为“u”型槽的薄壁金属直杆,u型槽的厚度为1mm,所述u型槽加热电极2由纯度不低于99.95%的高纯金属钨加工而成,此处采用高纯金属钨是因为钨熔点高达3410℃,在1200℃
‑
1500℃之间的高温下饱和蒸汽压极低,不会引入污染元素;加热电极2的长度由超导腔1的形状、尺寸决定,本图例中的u型槽加热电极2的长度为1340mm;为了使锡源坩埚3在超导腔1内部不会翻滚,本图例中的u型槽加热电极2横截面为17mmx15mm的矩形结构;所述的每个锡源坩埚3通过两个固定挡片5限定在加热电极u型槽内的指定位置;锡源坩埚3的数目与超导腔1的加速单元1
‑
1个数相同,本图例中有六个锡源坩埚3,12个固定挡片5。
44.锡源坩埚3由剩余电阻率>300的高纯金属铌加工而成,采用金属铌加工的原因是金属铌和超导腔主体加工材料相同,且熔点高,不会引入污染元素;锡源坩埚3的数量为6个,每个锡源坩埚3内放入1
‑
3g纯度不低于99.9995%的高纯金属锡粒;每个锡源坩埚3通过两个固定挡片5限定在加热电极u型槽内的指定位置。
45.温度热偶4用于实时测量超导腔1内被局部加热的薄壁锡源坩埚3的局部温度,本实施例中的温度热偶4采用钨铼热电偶,钨铼热电偶丝采用直径6mm的钨管包套保护,防止锡蒸汽吸附到钨铼热电偶丝影响测量准度;钨铼热电偶的探头紧靠第一个锡源坩埚3。
46.两个工装法兰6由纯度不低于99.95%的高纯金属钨加工而成,法兰6具体尺寸由超导腔束管法兰决定;在本实施例中,工装法兰6上加工有与束管法兰对接所需的直通孔,直通孔的数量为20个,沿圆周均布,直通孔的直径为8.8mm,工装法兰6与超导腔束流管道法兰1
‑
2之间通过m8的纯钨紧固螺钉完成装配;两个工装法兰6加工有与单根直杆电极2和温度热偶4穿墙对接所需的穿墙孔,为单根直杆电极2和温度热偶4提供支撑结构;穿墙孔的位置需使单根直杆电极2和温度热偶4位于超导腔1轴线位置。
47.总之,将与工装法兰6
‑
1、加热电极2和6个薄壁锡源坩埚3完成装配后穿过超导腔1;通过m8纯钨紧固螺钉完成工装法兰6
‑
1与超导腔一端束管法兰之间的装配;完成加热电极2与工装法兰6
‑
2的装配;通过m8纯钨紧固螺钉完成工装法兰6
‑
2与超导腔另一端束管法兰之间的装配;将一根钨铼热电偶的探头通过工装法兰6
‑
1的插孔插入超导腔1内部,热电偶4的探头紧靠第一个薄壁锡源坩埚3;将装配好的超导腔系统放入镀膜腔室,完成加热电源与加热电极之间的电连接、热电偶引线和钨铼热偶的电连接后,就可以关闭炉门,预抽真空,按照指定的工艺曲线加热镀膜。
48.图2为锡源距离加速单元50cm时(如图4所示),位于超导腔上、中、下位置的nb3sn薄膜厚度分布不均匀。
49.图3为锡源位于本发明装置的加速单元中心位置时,位于超导腔上、中、下位置的nb3sn薄膜厚度分布均匀。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。