1.本发明涉及扬声器组装技术领域,尤其涉及一种组装用的装配工具。
背景技术:
2.扬声器组装技术领域,通常会设置弹性支撑结构,例如定心支片支撑振动系统的大幅度振动,防止振动系统偏振。针对大孔径且过盈配合的定心支片,存在较大的侧向支撑力,在与音圈组件进行装配时,由于无法保持音圈组件与定心支片同轴而容易导致音圈组件偏斜着进行安装,极易导致定心支片内径部分受到不可逆的变形,且容易导致音圈组件下余白的变形。在音圈组件与定心支片进行涂胶时,由于定心支片变形部分产生空隙,有发生胶水漏到定心支片下方甚至磁隙中的可能性,进而导致整个扬声器产生异响。
3.因此需求一种新的方案解决如上技术问题。
技术实现要素:
4.本发明的目的是克服上述技术问题,提供一种用于音圈组件和定心支片装配时用的装配工具。
5.为解决上述技术问题,本发明是这样实现的,一种装配工具,应用于定心支片和音圈组件的组装,其特征在于,所述装配工具包括筒体,所述筒体包括相对的顶端和底端;托台,所述托台环设于所述筒体的内壁,所述托台用于承载所述定心支片,所述托台的中心区域具有第一通孔,所述第一通孔供所述音圈组件穿过。
6.优选地,所述定心支片的中心区域具有第二通孔,所述定心支片包括由所述第二通孔向外依次设置的内固定部、波纹环部、外固定部,所述托台包括支撑部和导向部,所述支撑部用于支撑所述外固定部,所述导向部支撑所述波纹环部的环侧壁。
7.优选地,定义所述波纹环部靠近所述内固定部的波纹环为第一环,所述导向部支撑所述第一环的环侧壁。
8.优选地,所述导向部的内壁面和所述导向部的外壁面均为弧面,所述导向部靠近所述顶端的凸沿为弧状凸沿。
9.优选地,所述托台包括凹陷部,所述凹陷部对应所述波纹环部设置,所述凹陷部由所述托台朝向所述底端的方向凹陷形成,所述凹陷部和所述导向部平滑过渡。
10.优选地,所述托台靠近所述顶端设置。
11.优选地,所述托台为环状结构或者所述托台沿周向间隔凸设于所述筒体的内壁。
12.优选地,所述筒体和所述托台一体成型。
13.优选地,所述支撑部的水平宽度为d1,5mm≤d1≤15mm。
14.优选地,所述凹陷部的底面距所述底端的垂直距离为h1,10mm≤h1≤60mm。
15.优选地,所述凹陷部的顶面距所述支撑部的顶面的垂直距离为h2,2mm≤h2≤10mm。
16.本发明中扬声器模组与现有技术相比,有益效果在于:
17.本发明的装配工具,包括筒体和托台,托台用于支撑定心支片,且托台中心区域设置通孔供音圈组件穿过,在进行音圈组件和定心支片的组装时,由于托台对定心支片的运动具有支撑和导向作用,可以避免因音圈组件偏斜安装导致的定心支片的内径产生不可逆变形的技术问题。
附图说明
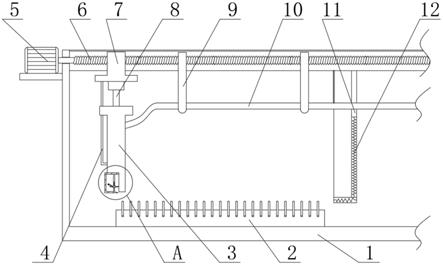
18.图1为本发明装配工具、定心支片、音圈组件的的组合结构示意图。
19.图2为图1中组合结构的剖面结构图。
20.图3为图2的a处的结构放大示意图。
21.图4为本发明装配工具、定心支片、音圈组件的的组合结构的局部示意图。
22.图5为本发明装配工具的立体剖示图。
23.图6为本发明装配工具的平面剖示图。
具体实施方式
24.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和“上”、“下”等描述结构位置的词语,仅针对本发明部件的放置方式,并不限制本发明的范围。
25.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
26.请结合参阅图1
‑
图6,本发明提供一种装配工具1,应用于扬声器组装领域。更进一步,应用于定心支片2和音圈组件3的组装。
27.扬声器一般包括外壳、安装于所述外壳上的振动系统(图中未示出)和磁路系统(图中未示出),其中,振动系统包括振膜和与驱动振膜振动发声的音圈组件3,音圈组件3中的音圈通入电流后,在磁场的作用下受力振动,进而带动振膜振动发声。在一些情况下,为了避免振动系统产生偏振,会进一步在振动系统中设置弹性支撑结构,例如定心支片3,定心支片结合在音圈组件3与外壳之间,在定心支片的支撑下,振动系统可以有较大的振幅,提升产品低频性能。
28.由于定心支片2常为片状结构,且材质较软,在于音圈组件3组装的过程中,不容易保持定心支片2和音圈组件3同轴装配,从而易导致定心支片2受力变形。为解决此技术问题,本技术提供一种装配工具1,包括筒体11、托台12,如图2所示,筒体11具有相对的顶端和底端,托台12凸设于筒体11内壁,用于支撑定心支片2。并且,托台12的中心区域具有第一通孔,装配时,第一通孔供音圈组件3穿过。参考图2,音圈组件3包括音圈、支撑音圈的骨架。筒体11包括相对设置的顶端和底端,底端用以放置在稳定的台面上,例如筒体11的底端可放置于桌面或者工作台面上;筒体11的顶端被筒体11的底端所支撑。
29.本技术定心支片2和音圈组件3的组装流程为,先把定心支片2放置于装配工具1上,再把音圈组件3从第一通孔中穿过,进而和定心支片2组装。在装配时由于音圈组件3的
挤压,定心支片2产生的应力较大,此时托台12对定心支片2的运动具有支撑和导向作用,可以避免因音圈组件3偏斜安装导致的定心支片2的内径产生不可逆变形的技术问题。
30.结合图2
‑
图4,定心支片2的中心区域设置第二通孔(图中未标示),由第二通孔依次向外设置的内固定部21、波纹环部22、外固定部23,实际应用中,内固定部21结合于音圈组件3,外固定部22结合于扬声器的盆架或磁路系统,波纹环部22包括多个波浪形环状结构,每一个环状结构的高度或宽度可以相同,也可以不相同。托台12包括支撑部121和导向部123,支撑部121用于支撑定心支片2的外固定部23,导向部123支撑定心支片2的波纹环部22的环侧壁,以保证对定心支片2的整体有一个更平稳的支撑,在音圈组件3对定心支片2产生挤压时,导向部123对定心支片2因应力产生的运动具有导向的功能,减小定心支片2因应力作用产生的变形。
31.作为其中一种实施方式,托台12还包括凹陷部122,凹陷部122对应于波纹环部22设置,凹陷部122是由托台12本体朝向筒体11底端的方向凹陷形成,也可以是在托台12的顶面开设凹槽,本技术不做限制。凹陷部122位于支撑部121和导向部123之间,凹陷部122避让波纹环部22。当定心支片3的波纹环部22的环具有不同的高度时,凹陷部122的设置可以保证环底部不会被托台12托起,从而失去支撑和导向作用。进一步的,凹陷部122和导向部123平滑过渡,提升托台12的整体美观性。本技术设计凹陷部122,便于支撑不同波纹尺寸的定心支片2,增加本技术装配工具1的适配性,使其具有更广的应用范围。
32.更具体地,结合图3和图4,定义波纹环部22最靠近内固定部21的波纹环为第一环221,导向部123侧向支撑第一环221的环侧壁,对定心支片2整体结构起到更稳定的支撑作用,且对定心支片2由于受压产生的运动起到更好的导向作用。导向部123具有靠近第二通孔的内壁面1231,与内壁面1231相对的外壁面1232,和连接二者的凸沿1233。其中,内壁面1231和外壁面1232均为弧面,在导向部123起到很好的导向作用的同时,弧面更有利于节省材料,减轻装配工具1的重量。同时,凸沿1233也为弧状凸沿,使导向部123起到更好的导向作用的同时,避免锐利的边缘损伤定心支片2或者使用装配工具1的工作人员。
33.作为本发明的一种具体实施方式,托台12靠近筒体11的顶端设置,更充分地利用装配工具1的高度空间。当然,托台12的设计高度也需要根据实际使用情况设定。
34.作为本发明的一种具体实施方式,托台12可以是环形结构,托台12环状凸设于筒体11的内壁。当然,托台12也可以是多个间断的结构,多个相间隔的托台12沿周向分布于筒体11的内壁。环形托台12易于成型,多个相间隔的结构节省原材料,实际使用中,托台12为多个相隔时,托台12要处于同一水平面,达到平稳承载定心支片2的作用。
35.作为本发明的一种具体实施方式,筒体11的底端具有一圈支撑沿,便于提升装配工具1自身放置的稳定性。
36.作为本发明的一种具体实施方式,筒体11和托台12一体制造成型,采用一体成型的方式,可以增强筒体11和托台12的连接稳定性,增强装配工具1的可靠性。
37.作为本发明的一种具体实施方式,定义支撑部121的沿水平方向的宽度为d1,5mm≤d1≤15mm。支撑部121水平宽度过小,音圈组件3装配时,定心支片2因应力向外侧延伸,定心支片2外固定部存在与筒体11的内壁面接触的可能性,进而阻挡定心支片2运动;若支撑部121宽度过宽,定心支片2外侧空白区域过大,也即装配工具1的外径尺寸过大,导致装配工具1整体体积过大,设计过度,重量过大。本技术给出适配常规尺寸定心支片2的支撑部
121的宽度的最优范围,但并不以此作为限制,实际使用中,根据具体定心支片2的尺寸可以进行多种设计。
38.作为本发明的一种具体实施方式,托台12的凹陷部122的底面距筒体11底端的垂直距离为h1,10mm≤h1≤60mm。h1过小,无法将定心支片2支片装配到音圈上侧,h1过大,音圈骨架可能落在x尺寸之下。h1的高度与音圈组件3高度及音圈本体卷幅的高度相关,实际使用时不限制于本技术所公开的范围。
39.作为本发明的一种具体实施方式,凹陷部122的顶面距支撑部121的顶面的垂直距离为h2,2mm≤h2≤10mm。为了增强装配工具1的适配性,托台12设计凹陷部122,进一步,若h2设计过浅,在支撑波纹高度不同的定心支片2时,会存在定心支片2波纹底部接触到凹陷部122顶面的可能性,进而将定心支片2托起,不能起到导向作用;若h2设计过高,则托台12设计尺寸过大,设计过度,增加装配工具1整体重量。
40.本发明所述的装配工具1,包括筒体11和承载定心支片2的托台12,且托台12中心区域设置通孔供音圈组件3穿过,在进行音圈组件3和定心支片2的组装时,由于托台12对定心支片2的运动具有支撑和导向作用,可以提高二者的装配精度的同事,保持定心支片2的原本形态,避免因音圈组件3偏斜安装导致的定心支片2的内径产生不可逆变形的技术问题。同时也能极大的节省装配工序,节省装配时间。
41.虽然已经通过示例对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所述权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。