1.本实用新型涉及冶金设备技术领域,尤其涉及一种减少防脱碳涂料掉落的槽型辊子。
背景技术:
2.在炼钢厂、轧钢厂钢坯精整区域,为防止钢坯在加热炉内长时间加热后,导致热轧盘条轧材表面脱碳超标,尤其以两火材弹簧钢为代表,要求热轧盘条轧材单边总脱碳层深度应不大于盘条公称直径的0.8%。一般采取在扒皮后的矩形钢坯表面喷涂一层0.3
‑
0.5mm厚的防脱碳涂料的措施,来减少热轧盘条轧材脱碳超标。
3.为提高喷涂效率,使用一种四个面在线自动喷涂防脱碳涂料的设备,喷涂防脱碳涂料后的矩形方坯经过输送辊道,运输到一端台架上,放置一段时间再进入加热炉加热。输送辊道为呈v型结构,矩形方坯运输过程中,两个面分别与v型结构的两个平面接触。由于输送辊道表面的是平面的,与重达2.0
‑
4.5吨矩形钢坯的平面100%接触,会导致矩形钢坯四个面中有两个面完全与输送辊道摩擦,进而导致喷涂好的防脱碳涂料全部刮蹭掉落。这时需要人工补刷防脱碳涂料,造成返工,且人工涂刷防脱碳涂料,没有在线自动喷涂均匀,未达到事半功倍的效果。
4.对此公开号cn210587909u提供了一种辊子热装用滚轮架,其主要是通过设计移动柱、缓冲块、限位柱等,使工件经过缓冲,避免滚轮座与工件碰撞的摩擦过大导致滚轮受损或出现故障,从而避免灰尘、油类液体等杂质落在滚轮座上,增加清理时间及降低工作效率。但未减少喷涂好防脱碳涂料的矩形钢坯与输送辊道表面的接触。
5.对此公开号cn111058327a提供了一种辊子包覆层的改进方法,其主要是包覆层不易脱胶,使用寿命长,节约包胶费用,节省空转时间,提高经济效益。同样未减少喷涂好防脱碳涂料的矩形钢坯与输送辊道表面的接触。
技术实现要素:
6.本实用新型要解决的技术问题是:为了克服现有技术之不足,本实用新型提供一种合理设计辊道辊子表面选型,在保证对矩形方坯的支撑同时,可有效减少辊道与矩形方坯的表面接触,减少刮蹭,减少防脱碳涂料掉落的一种减少防脱碳涂料掉落的槽型辊子。
7.本实用新型解决其技术问题所采用的技术方案是:一种减少防脱碳涂料掉落的槽型辊子,设置在四面在线自动喷涂防脱碳涂料设备后,用于运输喷涂防脱碳涂料后的矩形方坯至一端台架,包括辊子本体,所述的辊子本体沿中心轴线贯穿设有转动轴,所述的辊子本体沿其轴向中点位置的径向截面呈对称设置,辊子本体外周面的轴向截面则呈v型结构,其中v型结构的两侧平面上均突出具有楔形凸起,所述的楔形凸起的轴向截面呈从v型结构的尖部指向外侧的上升楔形状结构。
8.在上述方案中,巧妙地设计了具有楔形凸起的槽型辊子,在连续在线喷涂防脱碳涂料过程中,矩形方坯的四个面中有两个面与槽型辊子少许接触,确保喷涂好的防脱碳涂
料不会全部刮蹭掉落。同时喷涂好防脱碳涂料的矩形方坯,在运输过程中会产生振动,对于辊道运输中接触刮蹭掉落的少许地方,振动掉落的部分防脱碳涂料可掉落至接触刮蹭掉落的位置。由于矩形方坯与槽型辊子为线面接触,接触位置极少,振动掉落的防脱碳涂料足够覆盖运输中的刮蹭位置。
9.进一步的,针对矩形方坯的外形结构,所述的v型结构开口角度范围优选为80
°
至100
°
。
10.优选的,为了保证在辊道运输过程中,楔形凸起可有效支承、运输过程不发生变形,所述的辊子本体与楔形凸起为一体结构,且表面为3cr2w8v高强度硬质合金结构钢。
11.本实用新型的有益效果是,本实用新型提供的一种减少防脱碳涂料掉落的槽型辊子,结构设计合理,通过在原有对称设计的v型结构的辊道表面,设计楔形凸起,将原有辊道与矩形方坯的接触方式,从面面接触改为线面接触有效减少防脱碳涂料的刮蹭掉落区域,同时该部分区域的涂料掉落,还可由运输产生的振动而掉落的部分防脱碳涂料覆盖弥补,有效减少了输送过程中防脱碳涂料的损失,无需人工补刷,显著提高了防脱碳涂料的喷涂效率与喷涂质量。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
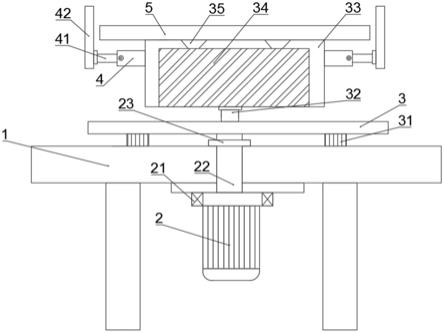
13.图1是本实用新型最优实施例中槽型辊子的结构示意图。
14.图2是本实用新型最优实施例槽型辊子运输钢坯的截面示意图(箭头方向为矩形方坯输送方向)。
15.图中1、辊子本体 2、转动轴 3、楔形凸起 4、矩形方坯 5、喷涂装置。
具体实施方式
16.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
17.如图1和图2所示的一种减少防脱碳涂料掉落的槽型辊子,是本实用新型最优实施例,该槽型辊子设置在四面在线自动喷涂防脱碳涂料设备后,用于运输喷涂防脱碳涂料后的矩形方坯4至一端台架。
18.槽型辊子包括辊子本体1,辊子本体1沿中心轴线贯穿设有转动轴2,辊子本体1沿其轴向中点位置的径向截面呈对称设置,辊子本体1外周面的轴向截面则呈v型结构。
19.针对矩形方坯4的外形结构,v型结构开口角度范围优选为80
°
至100
°
。该开口角度可根据运输的矩形方坯4的外形进行选择,开口角度可优选为与矩形方坯4的接触平面平行,使得槽型辊子既能有效支承,同时接触位置相对更少,在槽型辊子的转东西啊,可有效运输矩形方坯4。
20.其中v型结构的两侧平面上均突出具有楔形凸起3,楔形凸起3的轴向截面呈从v型结构的尖部指向外侧的上升楔形状结构。上升楔形状结构的上沿线按v型结构的开口角度进行优选,上沿线优选为与平行于矩形方坯4的对应接触面平行。
21.如此设计的一种减少防脱碳涂料掉落的槽型辊子,结构设计合理,巧妙地设计了具有楔形凸起3的槽型辊子,将原有辊道与矩形方坯4的接触方式,从面面接触改为线面接
触有效减少防脱碳涂料的刮蹭掉落区域。在连续在线喷涂防脱碳涂料过程中,矩形方坯4的四个面中有两个面与槽型辊子少许接触,确保喷涂好的防脱碳涂料不会全部刮蹭掉落。同时喷涂好防脱碳涂料的矩形方坯4,在运输过程中会产生振动,对于辊道运输中接触刮蹭掉落的少许地方,振动掉落的部分防脱碳涂料可掉落至接触刮蹭掉落的位置,由运输产生的振动而掉落的部分防脱碳涂料覆盖弥补刮蹭位置。由于矩形方坯4与槽型辊子为线面接触,接触位置极少,振动掉落的防脱碳涂料足够覆盖运输中的刮蹭位置,有效减少了输送过程中防脱碳涂料的损失,无需人工补刷,显著提高了防脱碳涂料的喷涂效率与喷涂质量。
22.在实际设计中,由于缩减了辊子与矩形方坯4的接触面积,仅通过楔形凸起3支承,楔形凸起3处受力较大。为了保证在辊道运输过程中,确保槽型辊子可运输重达2.0
‑
4.5吨矩形钢坯,楔形凸起3可有效支承、运输过程不发生变形,辊子本体1与楔形凸起3为一体结构,且表面为3cr2w8v高强度硬质合金结构钢。
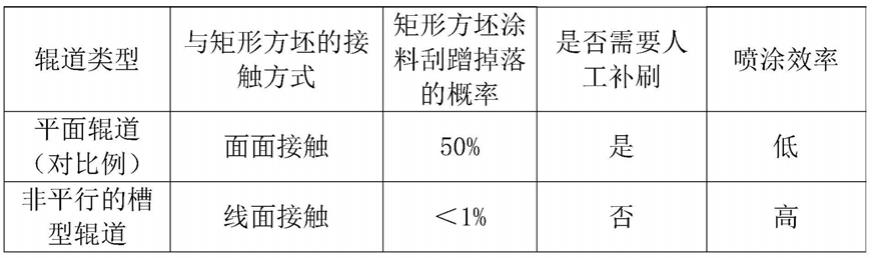
23.实施效果如表1所示:
24.表1不同输送辊道使用效果
[0025][0026]
由表1可知,使用一种减少防脱碳涂料掉落的槽型辊子,在给矩形方坯4高速喷涂防脱碳涂料过程中,能够避免因输送辊道表面与矩形方坯4的平面100%接触,导致矩形钢坯四个面中有两个面的防脱碳涂料全部刮蹭掉落的缺点,有效解决了因此产生的返工,人工补刷防脱碳涂料作业,从而显著提高了防脱碳涂料的喷涂效率与喷涂质量。
[0027]
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。