1.本实用新型涉及电池技术领域,尤其涉及一种软包电池模组的激光焊接工装。
背景技术:
2.电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置。具有正极、负极之分。随着科技的进步,电池泛指能产生电能的小型装置。
3.但现有技术中,首先现在普遍采用圆柱电池生产电池模组,其工艺装备不适用于软包电池模组的生产。第二,软包电芯结构多变,尚缺少统一的标准限制,不同厂家的电芯结构参数各异,故软包电池的工装通用性低。第三,公知激光焊接适用于软包电池的极耳焊接,而激光焊接对工作面的一致性要求高,软包电池恰恰需要多个独立工作面一次完成加工,多个独立工作面对整体工作面的一致性起到了负面作用。第四,原工艺装备效率低,不利于批量性生产作业。
技术实现要素:
4.本实用新型的目的在于提供一种软包电池模组的激光焊接工装,以解决上述背景技术中提出的问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种软包电池模组的激光焊接工装,包括底板和压板,其特征在于,所述底板上侧设有工件,所述底板的背侧固定连接有背板,所述底板的左右两侧分别固定连接有两个连接板,右侧两个所述连接板侧壁上固定连接有右侧板,左侧两个所述连接板的侧壁上固定连接有左侧板,所述左侧板和右侧板的侧壁上均固定连接有垫板,每个所述垫板与压板之间均设有锁扣装置,所述压板底侧固定连接有多个压头,所述压板上开设有两个呈贯穿设的矩形槽,两个所述矩形槽位于多个压头的上侧。
7.作为本技术方案的进一步改进方案:每个所述锁扣装置包括锁扣连接板和锁扣主体,每个所述锁扣主体转动连接在垫板的侧壁上,每个所述锁扣主体的两侧壁上转动连接有锁扣环,每个所述锁扣连接板固定连接在压板的底侧,每个所述锁扣连接板的侧壁上固定连接有卡块。
8.作为本技术方案的进一步改进方案:所述左侧板的侧壁上固定连接有第一限位件,所述背板的侧壁上固定连接有第二限位件,所述压板上开设有呈贯穿设置的第一插槽和第二插槽,所述第一插槽与第二插槽的位置分别与第一限位件和第二限位件相匹配。
9.作为本技术方案的进一步改进方案:所述锁扣主体和锁扣环上设有防氧化涂料,所述防氧化涂料呈均匀喷涂在锁扣主体和锁扣环表面上。
10.作为本技术方案的进一步改进方案:所述底板与压头的表面上设有防静电涂料,所述防静电涂料厚度为一百五十到三百五十微米。
11.与现有技术相比,本实用新型的有益效果是:
12.首先将工件放置在底板上侧,左侧板和右侧板之间,然后将第一限位件与第二限位件穿过压板上的第一插槽和第二插槽,第一限位件与第二限位件可为压板提供限位作用,即可使得压板准确抵在工件上,再将锁扣环的一端扣在卡块上,然后向下转动锁扣主体,锁扣主体通过锁扣环带动卡块向下移动,卡块通过锁扣连接板对压板施加向下的压力,使得压板底侧的各个压头压合在工件每一组极耳上,首先该工装效率高,只要装入模组,施压,取下模组三步,其余焊接操作为自动化操作,保证了焊接的半自动化;其次该工装压板平面度好,通过分立压头统一各独立工作面的一致性;再次该工装压力为对称等值压力,压力一致性好,保证焊接一致性;最后该工装结构简单,操作方便,制作成本低,适用范围广。
附图说明
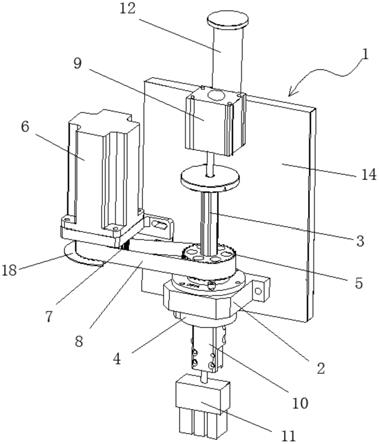
13.图1为本实用新型提出的一种软包电池模组的激光焊接工装的正面结构示意图;
14.图2为本实用新型提出的一种软包电池模组的激光焊接工装的左面结构示意图;
15.图3为本实用新型提出的一种软包电池模组的激光焊接工装的俯视结构示意图。
16.图中:1第一限位件、2压板、3压头、4工件、5左侧板、6底板、7第二限位件、8锁扣连接板、9卡块、10垫板、11右侧板、12连接板、13背板、 14锁扣环、15锁扣主体、16第二插槽、17第一插槽。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1~3,本实用新型实施例中,一种软包电池模组的激光焊接工装,包括底板6和压板2,底板6上侧设有工件4,底板6的背侧固定连接有背板13,底板6的左右两侧分别固定连接有两个连接板12,右侧两个连接板 12侧壁上固定连接有右侧板11,左侧两个连接板12的侧壁上固定连接有左侧板5,左侧板5和右侧板11的侧壁上均固定连接有垫板10,垫板10为压板2组件消除高度差,每个垫板10与压板2之间均设有锁扣装置,压板2底侧固定连接有多个压头3,压板2上开设有两个呈贯穿设的矩形槽,两个矩形槽位于多个压头3的上侧。
19.请参阅图1和图2,每个锁扣装置包括锁扣连接板8和锁扣主体15,每个锁扣主体15转动连接在垫板10的侧壁上,每个锁扣主体15的两侧壁上转动连接有锁扣环14,每个锁扣连接板8固定连接在压板2的底侧,每个锁扣连接板8的侧壁上固定连接有卡块9,将锁扣环14的一端扣在卡块9上,然后向下转动锁扣主体15,锁扣主体15通过锁扣环14带动卡块9向下移动,卡块9通过锁扣连接板8对压板2施加向下的压力。
20.请参阅图2和图3,左侧板5的侧壁上固定连接有第一限位件1,背板13 的侧壁上固定连接有第二限位件7,压板2上开设有呈贯穿设置的第一插槽 17和第二插槽16,第一插槽17与第二插槽16的位置分别与第一限位件1和第二限位件7相匹配,将第一限位件1与第二限位件7穿过压板2上的第一插槽17和第二插槽16,第一限位件1与第二限位件7可为压板2提供限位作用,即可使得压板2准确抵在工件4上。
21.请参阅图1,锁扣主体15和锁扣环14上设有防氧化涂料,防氧化涂料呈均匀喷涂在锁扣主体15和锁扣环14表面上,防氧化涂料为镀锌涂料,镀锌涂料可比未镀锌的材料氧化速度减缓二十倍,可大大减小空气对锁扣主体15 和锁扣环14的氧化腐蚀,延长锁扣主体15和锁扣环14的使用寿命。
22.请参阅图1,底板6与压头3的表面上设有防静电涂料,防静电涂料厚度为一百五十到三百五十微米,防静电涂料为有机和无机原料的复合物涂层,防静电层使用高科技涂膜和添加导电材料的技术,在完美地保留基材固有的物理特性的基础上,使其同时具有优异的防静电功能。
23.本实用新型的工作原理是:
24.首先将工件4放置在底板6上侧,左侧板5和右侧板11之间,然后将第一限位件1与第二限位件7穿过压板2上的第一插槽17和第二插槽16,第一限位件1与第二限位件7可为压板2提供限位作用,即可使得压板2准确抵在工件4上,再将锁扣环14的一端扣在卡块9上,然后向下转动锁扣主体15,锁扣主体15通过锁扣环14带动卡块9向下移动,卡块9通过锁扣连接板8 对压板2施加向下的压力,使得压板2底侧的各个压头3压合在工件4每一组极耳上,首先该工装效率高,只要装入模组,施压,取下模组三步,其余焊接操作为自动化操作,保证了焊接的半自动化;其次该工装压板平面度好,通过分立压头统一各独立工作面的一致性;再次该工装压力为对称等值压力,压力一致性好,保证焊接一致性;最后该工装结构简单,操作方便,制作成本低,适用范围广。
25.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。