1.本实用新型属于铣槽设备技术领域,特别涉及一种自带毛坯尺寸检验的高精度板簧垫板铣槽装。
背景技术:
2.目前机械制造行业中,对工件的加工精度要求越来越高。在生产中,加工小型工件时,由于无法使用加工中心等大型设备,因为大型设备投入较高,成本回收慢,保证工装的定位精度从而成了保证工件加工质量的重要手段。但是有些工件毛坯由于不同批次存在铸造误差等因素影响,依靠毛坯面定位,定位误差较大,若通过划线加工工件,又费时费力。
技术实现要素:
3.本实用新型提出一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,能够提高对工件的加工精度。
4.本实用新型的技术方案是这样实现的:一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,包括一底板,底板的顶面设置有定位支架,定位支架包括两个,两个定位支架分别设置于底板的前后两端,工件放置于定位支架的顶面,工件和定位支架之间相适配,工件的上方设置有压板,压板压紧工件用于对工件进行铣削加工。
5.作为一种优选的实施方式,定位支架包括第一定位支撑板、第二定位支撑板和第三定位支撑板,其中第一定位支撑板固定设置于底板的顶面,第一定位支撑板的顶面呈向下倾斜的倾斜面设置,第一定位支撑板左端的高度大于第一定位支撑板右端的高度设置,第二定位支撑板固定设置于第一定位支撑板左端的顶部,第二定位支撑板的右侧面和工件的左侧面之间相抵接,第三定位支撑板固定设置于第一定位支撑板右端的顶部,第三定位支撑板的左侧面和工件的右侧面之间相抵接。
6.作为一种优选的实施方式,第一定位支撑板的顶面固定设置有定位柱,定位柱设置于第二定位支撑板和第三定位支撑板之间,定位柱的顶面和工件的底面之间相抵接。
7.作为一种优选的实施方式,底板的顶面固定设置有固定柱,固定柱包括相同的两个,两个固定柱分别设置于工件的左右两侧,所述压板包括相同的两个,两个压板一一对应设置于两个固定柱的顶部。
8.作为一种优选的实施方式,压板的中部设置有贯穿的开口,开口沿压板的长度方向设置。
9.作为一种优选的实施方式,压板的内侧固定设置有双头螺柱,双头螺柱的底端和底板之间固定连接,双头螺柱的顶端伸出开口设置,双头螺柱伸出开口的一端设置有螺母。
10.作为一种优选的实施方式,底板的顶面固定设置有限位块,限位块设置于定位支架的前侧。
11.采用了上述技术方案后,本实用新型的有益效果是:
12.将工件放入该工装中,并推送至工件接触限位块时停止,由于第一定位支撑板、第
二定位支撑板、定位柱和第三定位支撑板共同形成一开口向上放置槽,工件放置于该放置槽内,工件左侧壁和第二定位支撑板的右侧壁之间相抵接,工件的底面和定位柱的顶面之间相抵接,工件右侧壁和第三定位支撑板的左侧壁之间相抵接,定位支架在对工件进行定位支撑的同时,对工件的尺寸进行检测,如工件的尺寸不符合规定,则无法放入该放置槽内,工件放置结束后,推进压板,压板在固定柱的顶部移动,压板置于工件上方后,旋拧螺母至压板压紧工件,对工件进行铣削加工。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
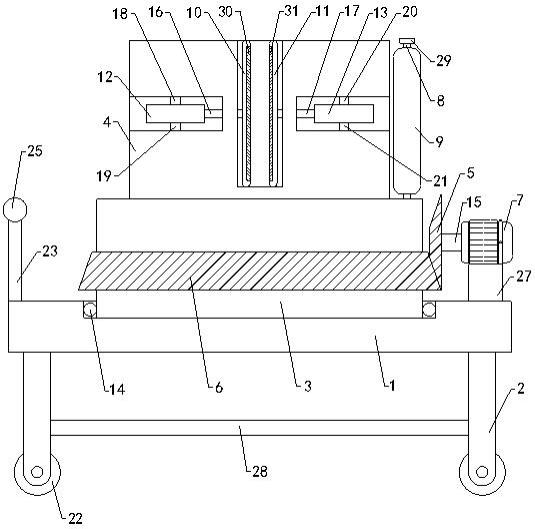
14.图1为本实用新型的结构示意图;
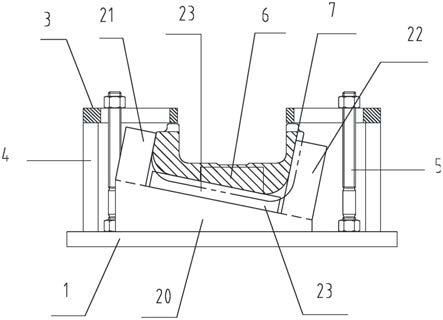
15.图2为本实用新型的俯视示意图。
16.图中,1
‑
底板;2
‑
定位支架;3
‑
压板;4
‑
固定柱;5
‑
双头螺柱;6
‑
限位块;7
‑
工件;20
‑
第一定位支撑板;21
‑
第二定位支撑板;22
‑
第三定位支撑板;23
‑
定位柱;30
‑
开口。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.结合图1和图2所示,一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,包括一底板1,底板1的顶面设置有定位支架2,定位支架2包括两个,两个定位支架2分别设置于底板1的前后两端,工件7放置于定位支架2的顶面,工件7和定位支架2之间相适配,工件7的上方设置有压板3,压板3压紧工件7用于对工件7进行铣削加工。
19.定位支架2包括第一定位支撑板20、第二定位支撑板21和第三定位支撑板22,其中第一定位支撑板20固定设置于底板1的顶面,第一定位支撑板20的顶面呈向下倾斜的倾斜面设置,第一定位支撑板20左端的高度大于第一定位支撑板20右端的高度设置,第二定位支撑板21固定设置于第一定位支撑板20左端的顶部,第二定位支撑板21的右侧面和工件7的左侧面之间相抵接,第三定位支撑板22固定设置于第一定位支撑板20右端的顶部,第三定位支撑板22的左侧面和工件7的右侧面之间相抵接。
20.第一定位支撑板20的顶面固定设置有定位柱23,定位柱23设置于第二定位支撑板21和第三定位支撑板22之间,定位柱23的顶面和工件7的底面之间相抵接。
21.底板1的顶面固定设置有固定柱4,固定柱4包括相同的两个,两个固定柱4分别设置于工件7的左右两侧,所述压板3包括相同的两个,两个压板3一一对应设置于两个固定柱4的顶部。
22.压板3的中部设置有贯穿的开口30,开口30沿压板3的长度方向设置。
23.压板3的内侧固定设置有双头螺柱5,双头螺柱5的底端和底板1之间固定连接,双
头螺柱5的顶端伸出开口30设置,双头螺柱5伸出开口30的一端设置有螺母。
24.底板1的顶面固定设置有限位块6,限位块6设置于定位支架2的前侧。
25.将工件7放入该工装中,并推送至工件7接触限位块6时停止,由于第一定位支撑板20、第二定位支撑板21、定位柱23和第三定位支撑板22共同形成一开口30向上放置槽,工件7放置于该放置槽内,工件7左侧壁和第二定位支撑板21的右侧壁之间相抵接,工件7的底面和定位柱23的顶面之间相抵接,工件7右侧壁和第三定位支撑板22的左侧壁之间相抵接,定位支架2在对工件7进行定位支撑的同时,对工件7的尺寸进行检测,如工件7的尺寸不符合规定,则无法放入该放置槽内,工件7放置结束后,推进压板3,压板3在固定柱4的顶部移动,压板3置于工件7上方后,旋拧螺母至压板3压紧工件7,对工件7进行铣削加工。
26.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,包括一底板,所述底板的顶面设置有定位支架,所述定位支架包括两个,两个所述定位支架分别设置于底板的前后两端,工件放置于定位支架的顶面,所述工件和定位支架之间相适配,所述工件的上方设置有压板,所述压板压紧工件用于对工件进行铣削加工。2.根据权利要求1所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述定位支架包括第一定位支撑板、第二定位支撑板和第三定位支撑板,其中第一定位支撑板固定设置于底板的顶面,第一定位支撑板的顶面呈向下倾斜的倾斜面设置,第一定位支撑板左端的高度大于第一定位支撑板右端的高度设置,第二定位支撑板固定设置于第一定位支撑板左端的顶部,第二定位支撑板的右侧面和工件的左侧面之间相抵接,第三定位支撑板固定设置于第一定位支撑板右端的顶部,第三定位支撑板的左侧面和工件的右侧面之间相抵接。3.根据权利要求2所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述第一定位支撑板的顶面固定设置有定位柱,定位柱设置于第二定位支撑板和第三定位支撑板之间,定位柱的顶面和工件的底面之间相抵接。4.根据权利要求1所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述底板的顶面固定设置有固定柱,固定柱包括相同的两个,两个固定柱分别设置于工件的左右两侧,所述压板包括相同的两个,两个压板一一对应设置于两个固定柱的顶部。5.根据权利要求4所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述压板的中部设置有贯穿的开口,开口沿压板的长度方向设置。6.根据权利要求5所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述压板的内侧固定设置有双头螺柱,双头螺柱的底端和底板之间固定连接,双头螺柱的顶端伸出开口设置,双头螺柱伸出开口的一端设置有螺母。7.根据权利要求1所述的一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,其特征在于,所述底板的顶面固定设置有限位块,限位块设置于定位支架的前侧。
技术总结
本实用新型提出了一种自带毛坯尺寸检验的高精度板簧垫板铣槽装,包括一底板,底板的顶面设置有定位支架,定位支架包括两个,两个定位支架分别设置于底板的前后两端,工件放置于定位支架的顶面,工件和定位支架之间相适配,工件的上方设置有压板,压板压紧工件用于对工件进行铣削加工,借此,本实用新型具有能够提高对工件的加工精度的优点。够提高对工件的加工精度的优点。够提高对工件的加工精度的优点。
技术研发人员:纪建奕 李斌 李开元 刘永坦 张庆辉 于晓伟
受保护的技术使用者:青岛永驰汽车配套有限公司
技术研发日:2021.02.24
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。