1.本发明涉及钢筋加工领域,特别涉及一种用于钢筋端面加工的刀具。
背景技术:
2.钢筋在建筑领域应用广泛,基于国家建筑技术规范要求,目前重点工程:地铁、桥梁、隧道、学校、医院、政府机关单位办公区等项目,强制要求钢筋连接采用套筒连接方式,同时要求钢筋端部平整,不允许有斜角、马蹄形,否则会导致两根钢筋连接时,端面贴合度达不到要求;现有技术中采用以下方式对钢筋端面进行加工;1)采用冷锯直接切割,锯盘损耗快、效率低下;
3.2)采用锯床进行切割,作业时,需要将多个零件进行捆绑,并用切割机的刀具对捆绑的零件从上至下进行切割;为了提高切割效率和切割进准度,需对钢筋尽心捆绑固定,不仅操作难度大,也耗费时费力。由此,在钢筋端面加工中,需要对传统切割设备进行改进。
技术实现要素:
4.本发明目的在于提供一种用于钢筋端面加工的刀具,所述刀具包括:主体(1)和位于所述主体(1)一端的切割部(2);
5.所述切割部(2)的端面上设有至少一条整体上从所述端面边缘区域向所述切割部(2)的旋转中心轴方向延伸的凸起刃口(3);所述凸起刃口(3)的长度与待加工端面(7)的半径相匹配;
6.所述凸起刃口(3)包括与待加工端面(7)进行切割的前切割侧壁(31)和与所述前切割侧壁(31)相对的后侧壁(32),所述前切割侧与待加工端面(7)之间的第一夹角(33)大于等于90
°
;所述后侧壁(32)与待加工端面(7)之间的第二夹角(34)为锐角。
7.优选的,所述的凸起刃口(3)包括以所述切割部(2)的旋转中心轴对称设置的第一凸起刃口(35)和第二凸起刃口(36)。
8.优选的,所述第一凸起刃口(35)和所述第二凸起刃口(36)靠近所述切割部(2)的旋转中心轴区域具有交叉区域(a);在所述交叉区域(a)的所述第一凸起刃口(35)和所述第二凸起刃口(36)端面的后侧壁(32)分别形成第一副刃口(351)和第二副刃口(361),用于待加工端面(7)中心区域的加工。
9.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)平行布置。
10.优选的,所述切割部(2)为长方体;
11.所述第一凸起刃口(35)和第二凸起刃口(36)的前切割侧壁(31)分别为所述长方体的两长边侧壁。
12.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)包括至少一段弧形。
13.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)在所述切割部(2)的旋转中心轴处相接。
14.优选的,所述主体(1)可拆卸地安装在固定座(4)上,所述主体(1)和所述固定座
(4)的旋转中心轴重合。
15.优选的,所述固定座(4)包括第一夹持部(41)和与所述第一夹持部(41)相对设置的第二夹持部(42),所述第一夹持部(41)和所述第二夹持部(42)之间容纳所述主体(1);所述第一夹持部(41)从一侧整体上夹持所述主体(1),所述第二夹持部(42)在所述主体(1)的一端部分夹持所述主体(1);
16.所述第一夹持部(41)和所述第二夹持部(42)靠近所述凸起刃口(3)的前切割侧壁(31)对应部分设为缺口(6);
17.所述主体(1)在一端设有第一定位通孔(11),供第一定位螺栓(51)通过并与第一夹持部(41)固定;所述第二夹持部(42)设有第二螺纹孔(421),供第二定位螺栓(52)通过并抵靠至所述主体(1)。
18.本发明的用于钢筋端面加工的刀具,能保证刨切下的铁屑顺利排出而不至于在切割部(2)和钢筋的待加工端面(7)之间堆积;第二夹角(34)能够保证凸起刃口(3)在切削过程中,能顺利进给,提高切削效率。同时,优选的实施方式中切割部(2)以较小的材料制作出相互平行设置的第一凸起刃口(35)和第二凸起刃口(36),并且直接以切割部(2)的两长边侧壁作为前切割侧壁(31),制作更加简单方便,并且节省材料。
附图说明
19.图1.本发明实施例1中提供的一种具有单个凸起刃口刀的刀具的侧视图。
20.图2.本发明实施例1中提供的另一种具有单个凸起刃口刀具的侧视图。
21.图3本发明实施例1中提供的一种具有两个凸起刃口刀具的侧视图。
22.图4.本发明实施例1中提供的一种具有对称凸起刃口,并且两凸起刃口之间存在交叉区域(a)的刀具的立体图。
23.图5.本发明实施例1中提供的另一种具有对称凸起刃口,并且两凸起刃口之间存在交叉区域(a)的刀具的立体图。
24.图6.本发明实施例1中提供的另一种具有对称凸起刃口,并且两凸起刃口在旋转中心轴处部分对接的刀具的立体图。
25.图7.本发明实施例1中提供的一种具有弧形凸起刃口的刀具的立体图(两凸起刃口在旋转中心轴处部分对接)。
26.图8.本发明实施例1中提供的另一种具有弧形凸起刃口的刀具的立体图(两凸起刃口在旋转中心轴处部分对接)。
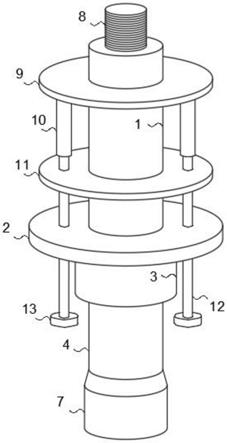
27.图9.本发明实施例1中提供的刀具的装配图。
28.其中,1.主体;11.第一定位通孔;2.切割部;3.凸起刃口;31.前切割侧壁(31);32.后侧壁(32)(32);33.第一夹角;34.第二夹角;35.第一凸起刃口;36.第二凸起刃口;351.第一副刃口;361.第二副刃口;4.固定座;41.第一夹持部;42.第二夹持部;421第二螺纹孔;51.第一定位螺栓;52.第二定位螺栓;6.缺口;7.待加工端面。
具体实施方式
29.为使本领域技术人员更好地理解本发明的技术方案,下面结合具体实施方式对本发明作进一步详细描述。
30.实施例1:
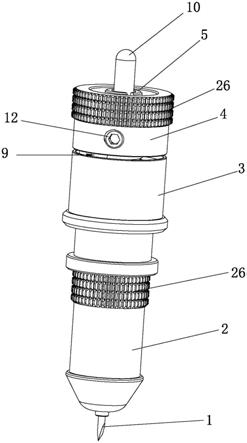
31.如图1-9所示,本实施例提供一种用于钢筋端面加工的刀具,所述刀具包括:主体(1)和位于所述主体(1)一端的切割部(2);
32.所述切割部(2)的端面上设有至少一条整体上从所述端面边缘区域向所述切割部(2)的旋转中心轴方向延伸的凸起刃口(3);所述凸起刃口(3)的长度与待加工端面(7)的半径相匹配;
33.所述凸起刃口(3)包括与待加工端面(7)进行切割的前切割侧壁(31)和与所述前切割侧壁(31)相对的后侧壁(32),所述前切割侧与待加工端面(7)之间的第一夹角(33)大于等于90
°
;所述后侧壁(32)与待加工端面(7)之间的第二夹角(34)为锐角。
34.当刀具的主体(1)带动切割部(2)旋转,由凸起刃口(3)对钢筋的待加工端面(7)进行加工,第一夹角(33)大于等于90
°
保证刨切下的铁屑顺利排出而不至于在切割部(2)和钢筋的待加工端面(7)之间堆积;第二夹角(34)能够保证凸起刃口(3)在切削过程中,能顺利进给,提高切削效率。
35.凸起刃口(3)在切割部(2)的长度和位置均可以视待加工端面(7)的直径等进行设置,通常,多个凸起刃口(3)有利于提高加工效率。
36.图1中前切割侧与待加工端面(7)之间的第一夹角(33)大于90
°
;图2中前切割侧与待加工端面(7)之间的第一夹角(33)等于90
°
,其中图2的这种刀具在制作加工中更方便,其本质是将切割部(2)的侧壁作为凸起刃口(3),无需再单独加工。
37.优选的,所述的凸起刃口(3)包括以所述切割部(2)的旋转中心轴对称设置的第一凸起刃口(35)和第二凸起刃口(36)。
38.如图3所示,这样设置第一凸起刃口(35)和第二凸起刃口(36)能够提高对钢筋的加工效率,同时也方便刀具的制作。同时如图3所示,前切割侧与待加工端面(7)之间的第一夹角(33)等于90
°
,这种刀具在制作加工中更方便,其本质是将切割部(2)的侧壁作为凸起刃口(3),无需再单独加工。
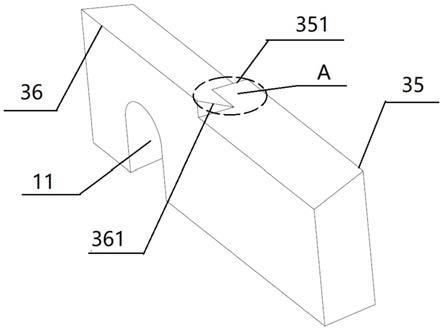
39.优选的,所述第一凸起刃口(35)和所述第二凸起刃口(36)靠近所述切割部(2)的旋转中心轴区域具有交叉区域(a);在所述交叉区域(a)的所述第一凸起刃口(35)和所述第二凸起刃口(36)端面的后侧壁(32)分别形成第一副刃口(351)和第二副刃口(361),用于待加工端面(7)中心区域的加工。
40.如图4和图5所示,由于刀具需要匹配不同直径的钢筋,尤其是待加工钢筋直径较小,或者待加工钢筋的中心部位较为突出时,此时第一副刃口(351)和第二副刃口(361)可以对小直径钢筋或中心突出的钢筋进行刨切加工更加方便。
41.应当理解的是,所述第一凸起刃口(35)和所述第二凸起刃口(36)靠近所述切割部(2)的旋转中心轴区域不具有交叉区域(a)也是可行的,例如,两凸起刃口在旋转中心轴区域相接,也可以在整个待加工端面的直径上进行刨切加工;
42.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)平行布置。
43.如图3-5所示,这样更有利于凸起刃口的加工制作,应当理解的是,其它布置形式也是可行的,只要保证切割部旋转后形成刨切直径与代加工钢筋端面的直径匹配即可。应当理解的是,第一凸起刃口(35)和第二凸起刃口(36)不平行设置也是可行的,只要两者的布置能够在待加工端面的整个直径上都可以进行刨切加工即可。
44.优选的,所述切割部(2)为长方体;所述第一凸起刃口(35)和第二凸起刃口(36)的前切割侧壁(31)分别为所述长方体的两长边侧壁。
45.如图3、5、6所示,这样切割部(2)以较小的材料制作出相互平行设置的第一凸起刃口(35)和第二凸起刃口(36),并且直接以切割部(2)的两长边侧壁作为前切割侧壁(31),制作更加简单方便,并且节省材料。
46.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)包括至少一段弧形。
47.如图7和图8所示,这样凸起刃口刨切时刃口前端和后端依次进入刨切作业,初始刨切阻力小,进入刨切过程流畅。
48.优选的,所述第一凸起刃口(35)和第二凸起刃口(36)在所述切割部(2)的旋转中心轴处相接。此处的相接是指第一凸起刃口(35)和第二凸起刃口(36)在待加工端面的整个刨切直径上完成对接,两者可以整体上在旋转中心轴处重合,也可以部分对接,或者两者相互隔离,只是在刨切直径上完成对接。
49.如图6-8所示,这样能够方便对待加工钢筋端面的中心进行加工。
50.优选的,所述主体(1)可拆卸地安装在固定座(4)上,所述主体(1)和所述固定座(4)的旋转中心轴重合。如图9所示,这样在更换刀具时方便拆卸和安装。
51.优选的,还包括用于固定所述主体(1)的固定座(4),所述固定座(4)包括第一夹持部(41)和与所述第一夹持部(41)相对设置的第二夹持部(42),所述第一夹持部(41)和所述第二夹持部(42)之间容纳所述主体(1);所述第一夹持部(41)从一侧整体上夹持所述主体(1),所述第二夹持部(42)在所述主体(1)的一端部分夹持所述主体(1);
52.所述第一夹持部(41)和所述第二夹持部(42)靠近所述凸起刃口(3)的前切割侧壁(31)对应部分设为缺口(6);
53.所述主体(1)在一端设有第一通孔(11),供第一定位螺栓(51)通过并与第一夹持部(41)固定;所述第二夹持部(42)设有第二通孔(421),供第二定位螺栓(52)通过并抵靠至所述主体(1)。
54.如图9所示,这样能够保证将刀具的主体与固定座连接,同时,凸起刃口(3)的前切割侧壁(31)具有缺口(6),保证铁屑能顺利排出;
55.凸起刃口(3)的后侧壁(32)由第一夹持部(41)和第二夹持部(42)抵靠支撑,最终由第一夹持部(41)和第二夹持部(42)承受剪切应力。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。