技术特征:
1.一种gh4169合金热轧棒材的生产工艺,其特征在于包括以下步骤:使用可逆轧机对坯料采用一火轧制的方式进行热轧处理,热轧处理的初始温度为1100℃,轧制时间为2分10秒至2分20秒。2.根据权利要求1所述的gh4169合金热轧棒材的生产工艺,其特征在于:坯料规格为φ130
±
10mm*600mm。3.根据权利要求2所述的gh4169合金热轧棒材的生产工艺,其特征在于:成品规格为φ50mm,轧制孔型依次为φ130mm—
□
119 mm—
□
116 mm—
□
109 mm—
□
105 mm—
□
98 mm—
□
93 mm—
□
87 mm—
□
82 mm—
□
77 mm—
□
72 mm—
□
67 mm—
□
62 mm—
□
57 mm—
□
62 mm—
□
57 mm—椭圆—成品。4.根据权利要求3所述的gh4169合金热轧棒材的生产工艺,其特征在于:轧制过程坯料表面温度≥900℃。5.根据权利要求3所述的gh4169合金热轧棒材的生产工艺,其特征在于:在坯料为方形的轧制过程中坯料表面温度≥900℃,当坯料由方形轧制成椭圆形时坯料表面温度降低至750~770℃,当坯料由椭圆形轧制成成品时对坯料再次加热,坯料表面温度≥900℃。6.根据权利要求1
‑
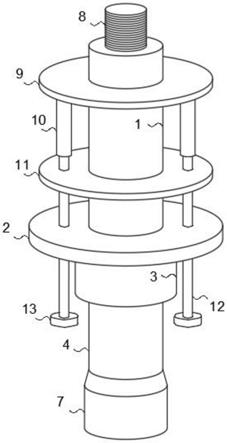
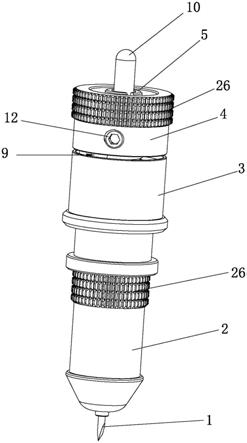
5任意一项所述的gh4169合金热轧棒材的生产工艺,其特征在于:所述可逆轧机包括机架(1),机架(1)底部安装有若干个下辊(2),下辊(2)上方安装有一一对应的上辊(3),上辊(3)的两端通过液压缸(4)与机架(1)连接,机架(1)上固定有与上辊(3)一一对应的滑轨(5),滑轨(5)上滑动卡接有滑板(6),滑板(6)上固定有伺服电机(7),机架(1)上固定有与滑轨(5)一一对应的螺旋套筒(7),伺服电机(7)的输出端安装有螺纹杆(8),螺纹杆(8)与螺旋套筒(7)螺纹连接,伺服电机(7)上固定有限位块(9),上辊(3)靠近对应限位块(9)的一侧安装有限位槽(10);调节上辊(3)的位置时,首先启动伺服电机(7)使限位块(9)与限位槽(10)分离,然后启动液压缸(4)开始调节上辊(3)的位置,与此同时伺服电机(7)将限位块(9)移动至调节目标位置,当液压缸(4)带动限位槽(10)移动至与限位块(9)完全插接配合时,上辊(3)位置调整完毕。7.根据权利要求6所述的gh4169合金热轧棒材的生产工艺,其特征在于:所述限位槽(10)底部安装有倾角传感器(11);倾角传感器(11)对上辊(3)的水平度进行实时监测,当上辊(3)的水平倾角超出阈值时,启动单边的液压缸(4)对上辊(3)的水平倾角进行矫正。
技术总结
本发明公开了一种再生利用GH4169合金热轧棒材的制备方法,包括以下步骤:A、使用开坯机将Φ160mm的GH4169合金轧钢坯料进行一次轧制开坯;B、使用开坯机对经过步骤A处理的钢坯进行二次轧制开坯;C、固溶退火;D、固溶后进行表面磨光处理;E、进行冷拔拔制。本发明能够改进现有技术的不足,提高了材料的强度性能。提高了材料的强度性能。提高了材料的强度性能。
技术研发人员:张震 栾吉哲 李爱民 田水仙 刘猛 管庆阳
受保护的技术使用者:中航上大高温合金材料股份有限公司
技术研发日:2021.04.09
技术公布日:2021/10/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。