1.本实用新型涉及模具技术领域,尤其涉及一种芯子模具、芯子以及管件铸造模具。
背景技术:
2.如图10所示的管件类产品,包括相互连通的主管体和支管体,由于结构复杂,一般采用铸造成型技术加工出管件毛坯。管件铸造成型时,由于主管体和支管体的连接部位具有过渡、拐弯处,该部位所对应的铸造模具的合模处砂型强度低,在铸造当中容易产生铁水的冲击从而导致此处位置脏孔多,铸件夹砂,出现铸造产品漏气漏水现象,导致废品率高,生产成本高。
3.现有模具结构不合理,因而需对其进行改进。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种芯子模具、芯子以及管件铸造模具,克服现有技术中的不足,提高产品的成品率,降低生产成本。
5.为解决上述技术问题,本实用新型的技术方案是:
6.芯子模具,包括芯子上模和芯子下模,两者对接之后形成芯子型腔,芯子型腔至少包括一组相互连通的第一管段型腔和第二管段型腔;
7.芯子上模的上分型面上设有芯子上型腔,芯子上型腔包括第一管段上型腔和第二管段上型腔;在第二管段上型腔与第一管段上型腔衔接处形成上拐弯部,上拐弯部的内壁面上设置有上凸部,上凸部凸出于上拐弯部的内壁面且延伸至上分型面处;
8.芯子下模的下分型面上设有芯子下型腔,芯子下型腔包括第一管段下型腔和第二管段下型腔;第二管段下型腔与第一管段下型腔衔接处具有下拐弯部;下拐弯部的内壁面上设置有外凸的下凸部,下凸部凸出于下拐弯部的内壁面且延伸至下分型面处;
9.上凸部和下凸部对接后,在芯子分型面的两侧形成芯子内凹成型部。
10.作为优选的技术方案,所述第一管段上型腔封闭端的内侧壁上设置有第二嵌块上安装槽;
11.所述第一管段下型腔封闭端的内侧壁上设置有第二嵌块下安装槽;
12.第二嵌块下安装槽和第二嵌块上安装槽对接后形成圆柱状的第二嵌块安装槽,第二嵌块安装槽内安装嵌块,嵌块由隔热材料加工而成。
13.作为优选的技术方案,所述第二管段上型腔的一端与第一管段上型腔连通,另一端封闭,在第二管段上型腔封闭端的内壁面上设有第一嵌块上安装槽;
14.第二管段下型腔的一端与第一管段下型腔连通,另一端封闭,在第二管段下型腔封闭端的内壁面上设有第一嵌块下安装槽;
15.第一嵌块下安装槽与第一嵌块上安装槽对接后形成圆柱状的第一嵌块安装槽,第一嵌块安装槽内安装嵌块,嵌块由隔热材料制得。
16.作为优选的技术方案,所述芯子下模的下分型面上至少设有两组芯子下型腔,两
组芯子下型腔的第一管段下型腔同轴且连通,连通位置的内壁面上设有断裂线成型槽。
17.作为优选的技术方案,所述芯子上模设有上减重部,芯子下模设有下减重部。
18.作为优选的技术方案,所述第一管段型腔的纵截面为椭圆形,其在平行于芯子分型面方向上的径向尺寸大于其垂直与分型面方向的尺寸。
19.芯子,由上述的芯子模具制得,至少包括一个管件芯子模块,所述管件芯子模块均包括第一管段芯子和第二管段芯子,两者衔接处形成有过渡部,过渡部设有两个管件内凹部,两个管件内凹部相对设置;且管件内凹部延伸至芯子分型面的两侧;
20.作为优选的技术方案,包括至少两个管件芯子模块,两个管件芯子模块的第一管段芯子同轴且连通,在连通位置处的外壁上设有断裂线成型凸起。
21.作为优选的技术方案,所述第一管段芯子和第二管段芯子的外端均具有开口。
22.管件铸造模具,包括外模和芯子;所述芯子为上述的芯子,所述外模具有至少一个管件成型腔,芯子位于管件成型腔内,与管件成型腔共同围成管件浇铸室;
23.每个管件成型腔均包括第一管段成型腔和第二管段成型腔,分别用于管件的主管体和支管体的成型;所述第一管段成型腔的纵截面为椭圆形,第一管段成型腔平行于管件分型面的径向尺寸大于其垂直与管件分型面的径向尺寸。
24.由于采用了上述技术方案,对芯子模具、芯子以及管件铸造模具的结构进行改进,可在管件产品的内壁与分型面位置对应处局部加厚,从而降低管件类铸造废品,降低企业生产成本,减少碳排放。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
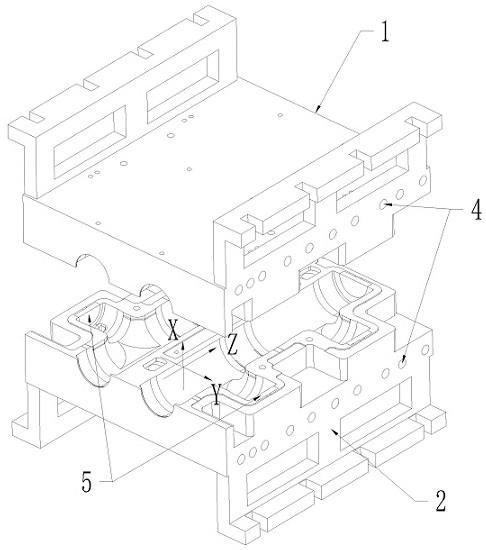
26.图1是芯子模具的爆炸视图;
27.图2是芯子上模的结构示意图;
28.图3是图2中a区域的局部放大视图;
29.图4是芯子下模的结构示意图;
30.图5是图2中b区域的局部放大视图;
31.图6是芯子的第一视角状态下的立体结构示意图;
32.图7是芯子的第二视角状态下的立体结构示意图;
33.图8是管件铸造模具的结构示意图;
34.图9是管件铸件的结构示意图;
35.图10是管件的结构示意图。
36.图中:
37.1-芯子上模;11-上减重部;12-第一定位成型部;13-第一嵌块上安装槽;14-上凸部;15-第一管段上型腔;16-第二管段上型腔;17-第二嵌块上安装槽;18-上分型面;19-上拐弯部;
38.2-芯子下模;21-下减重部;22-第二定位成型部;23-第一管段下型腔;24-第二管
段下型腔;25-第二嵌块下安装槽;26-下凸部;27-断裂线成型槽;28-下分型面;29-下拐弯部;210-第一嵌块下安装槽;
39.3-芯子;31-第一管段芯子;32-第二管段芯子;33-开口;34-断裂线成型凸起;35-定位支撑部;36-管件内凹部;
40.4-加热孔;
41.5-嵌块;
42.6-外模;61-浇口;62-内流道;63-冒口;64-排气口;65-管件分型面;66-第一管段成型腔;67-第二管段成型腔。
具体实施方式
43.如图1所示,芯子模具包括芯子上模1和芯子下模2,两者对接之后形成芯子型腔,用于芯子3成型。芯子型腔至少包括一组相互连通的第一管段型腔和第二管段型腔;也可以如图1所示,包括四组。
44.芯子上模1和芯子下模2均设置有加热孔4,用于实现芯子模具的加热,利用覆膜砂制芯机制得芯子3。加热孔4的数量可根据芯子上模1和芯子下模2的孔径、分布等实际需要进行设定,例如,芯子上模1和芯子下模2均设置十条加热孔4。
45.如图2和图3所示,芯子上模1的上分型面18上设有芯子上型腔,芯子上型腔包括第一管段上型腔15和第二管段上型腔16。第一管段上型腔15的一端形成上半射砂口,另一端封闭;第一管段上型腔15封闭端的内侧壁上设置第二嵌块上安装槽17。若两组或多组芯子上型腔的第一管段上型腔15同轴且连通,则在其中一个位于端部的第一管段上型腔15的外端设置上半射砂口,另一位于端部的第一管段上型腔15的外端封闭且设置第二嵌块上安装槽17。同一组芯子上型腔可包括一个、两个或者多个第二管段上型腔16;第二管段上型腔16的一端与第一管段上型腔15连通,另一端封闭,在第二管段上型腔16封闭端的内壁面上设有第一嵌块上安装槽13。
46.第二管段上型腔16与第一管段上型腔15并不同轴,两者的轴线具有小于或等于90
°
的夹角,故在第二管段上型腔16与第一管段上型腔15衔接处形成上拐弯部19。其中,一个第二管段上型腔16与第一管段上型腔15连通,则形成两个上拐弯部19,两个上拐弯部19位于第二管段上型腔16的两侧。上拐弯部19的内壁面上设置有上凸部14,上凸部14凸出于上拐弯部19的内壁面,且与内壁面的轮廓相适应,沿着上拐弯部19的内壁面延伸,其两端分别延伸至第二管段上型腔16与第一管段上型腔15内;上凸部14延伸至上分型面18处。
47.芯子上模1还设有上减重部11,根据设计需要,选择设置上减重部11的数量、形状等。最佳的,相对于芯子上模1的翻转轴线,上减重部11在芯子上模1上对称设置,提高芯子模具的翻转稳定性。现有技术中芯子模具大都是方型,周边高度一致,由于芯子模具是有整体铸件或者钢件加工而成,整体重量偏重,导致设备合模负载过大,合模慢,合模后翻转难度大,从而降低芯子的生产效率。通过在芯子上模1设置上减重部11,对芯子上模1周边减重,既提高了芯子上模1加热效率,减少设备负载,同时降低设备的电机负载,减少用电量,降低生产成本。
48.如图4和图5所示,芯子下模2的下分型面28上设有芯子下型腔,芯子下型腔的数量和位置与芯子上型腔对应。芯子下型腔包括第一管段下型腔23和第二管段下型腔24。第一
管段下型腔23与第一管段上型腔15对接后形成第一管段型腔;第二管段下型腔24与第二管段上型腔16对接后形成第二管段型腔。
49.第一管段型腔的纵截面为椭圆形,其在平行于芯子分型面方向上的径向尺寸大于其垂直与分型面方向的尺寸;即如图1所示,第一管段型腔纵截面的x方向尺寸比y方向小,消除由于铸造中设备挤压造成的铸件变形。
50.第一管段下型腔23的一端形成下半射砂口,另一端封闭;第一管段下型腔23封闭端的内侧壁上设置第二嵌块下安装槽25。若两组或多组芯子下型腔的第一管段下型腔23同轴且连通,则在其中一个位于端部的第一管段下型腔23的外端设置下半射砂口,另一位于端部的第一管段下型腔23的外端封闭且设置第二嵌块下安装槽25。
51.当下分型面28上设有多组芯子下型腔时,相互连通的两个第一管段下型腔23的连通处设有断裂线成型槽27,断裂线成型槽27沿第一管段下型腔23的周向延伸,可点状、条状等分布于第一管段下型腔23的内壁面上。现有技术中,通常在外模上利用黏土砂做断裂线,由于砂型强度低在高温铁水冲击下容易将其凸起黏土砂带入铸件中产生废品,发明人创新性的提出在芯子3上加上凸起状断裂线,由于芯子3强度高,不易让铁水进入空腔时候带入,所以废品率低,断裂效果好,从而减少人力去破除水口。
52.同一组芯子下型腔可包括一个、两个或者多个第二管段下型腔24;第二管段下型腔24的一端与第一管段下型腔23连通,另一端封闭,在第二管段下型腔24封闭端的内壁面上设有第一嵌块下安装槽210。
53.第一嵌块下安装槽210与第一嵌块上安装槽13对接后形成圆柱状的第一嵌块安装槽,第二嵌块下安装槽25和第二嵌块上安装槽17对接后形成圆柱状的第二嵌块安装槽。第一嵌块安装槽和第二嵌块安装槽内安装嵌块5,嵌块5可为圆盘状,也可以由两个半圆盘状或者其他形状拼接而成。嵌块5均由隔热材料加工而成。在加热制造芯子3时,可以将芯子3的端部均做成开放式的,这样可以减少芯子3的材料用量,改善芯子3在管件铸造过程中的排气方式,提高排气速度,从而降低管件中的气孔,提高管件的成品率。
54.第二管段下型腔24与第一管段下型腔23并不同轴,故第二管段下型腔24与第一管段下型腔23衔接处具有下拐弯部29。其中,一个第二管段下型腔24与第一管段下型腔23连通,则形成两个下拐弯部29,两个下拐弯部29位于第二管段下型腔24的两侧。下拐弯部29的内壁面上设置有外凸的下凸部26,下凸部26凸出于下拐弯部29的内壁面,其两端分别延伸至第二管段下型腔24与第一管段下型腔23内;下凸部26延伸至下分型面28处。上凸部14和下凸部26对接后,在芯子分型面的两侧形成芯子内凹成型部,这样有利于减少铸件分型面处脏孔、砂眼等缺陷。
55.芯子下模2还设有下减重部21,根据设计需要,选择设置下减重部21的数量、形状等。最佳的,多个下减重部21以芯子下模2的翻转中心对称设置,提高翻转稳定性。
56.为了实现芯子3与外模的配合,第一管段型腔和第二管段型腔还分别设置有第一定位成型部12、第二定位成型部22等,用于形成芯子3的端部支撑、内部支撑等,此为现有技术。
57.芯子3用于管件铸造工艺,如图6和图7所示,至少包括一个管件芯子模块,每个管件芯子模块均包括第一管段芯子31和第二管段芯子32,第一管段芯子31和第二管段芯子32均为空心结构且相互连通。若芯子3包含多个管件芯子模块,则相邻两个管件芯子模块的两
个第一管段芯子31同轴且连通,在连通位置处的外壁上设有断裂线成型凸起34,例如两条断裂线成型凸起34,两条断裂线成型凸起34分别临近两个管件的内腔成型位置处。最佳的,多个断裂线成型凸起34位于芯子3分型面的同一侧,如此,形成断裂线成型凸起34的断裂线成型槽27可同时位于芯子上模1或芯子下模2上。
58.第一管段芯子31和第二管段芯子32连通但不同轴,故在两者衔接处形成有过渡部,过渡部设有两个管件内凹部36,两个管件内凹部36相对第二管段芯子32对称设置;且每个管件内凹部36都延伸至芯子3分型面的两侧。
59.第一管段芯子31和第二管段芯子32的端部均具有开口33,且具有与外模配合的定位支撑部35。定位支撑部35为现有技术,在此不作详细说明。
60.第一管段芯子31的纵截面为椭圆形,其平行于芯子分型面的径向尺寸大于其垂直于芯子分型面的径向尺寸。
61.管件铸造模具包括外模6和芯子3,芯子3的结构上文已经说明,此处不作重复说明。外模6的结构如图8、图9所示,具有至少一个管件成型腔,芯子3位于管件成型腔内,与管件成型腔共同围成管件浇铸室。每个管件成型腔均包括第一管段成型腔66和第二管段成型腔67,分别用于管件的主管体和支管体的成型。根据实际设计需要,可设置一个、两个或多个第二管段成型腔67。芯子3与管件成型腔共同形成浇铸腔,外模6还设有浇口61、内流道62、冒口63、排气口64等,此为现有技术。
62.其中,发明人在长期实践中发现,若将第一管段成型腔66的横截面设计为圆形,铸造过程中由于设备挤压造成管件壁厚不均匀;为了解决该技术问题,发明人创新地提出将第一管段成型腔66的纵截面设计为椭圆形,第一管段成型腔66平行于管件分型面65的径向尺寸大于其垂直与管件分型面65的径向尺寸,即第一管段成型腔66的x方向的尺寸小于y方向的尺寸。
63.上述芯子模具、芯子以及管件铸造模具适用于铸造90度弯头、45度弯头、22.5度弯头、11.25度弯头、正三通、异径三通、异径弯头等管件产品。
64.以上显示和描述了本实用新型的基本原理、主要特征及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。