1.本发明涉及电池领域,具体涉及负极片以及包括该负极片的电池。
背景技术:
2.近年来,随着便携式电子设备、电动汽车以及电网储能技术的快速发展,人们对具有高能量密度、长寿命且具备优良倍率性能的电池的需求越来越迫切。随着电池使用时间的延长,其厚度会逐渐膨胀增厚,并且电池本体的各个位置在其厚度方向上的膨胀不均一,导致电池过早地出现故障,严重影响了产品的使用体验。
3.因此,需要通过合理设计来改善电池本体膨胀不均一的问题。
技术实现要素:
4.本发明的目的在于克服现有技术存在的电池本体膨胀不均一的问题,提供一种负极片以及包括该负极片的电池。本发明的负极片能够减少电池循环(尤其是循环后期)后,电池本体各个位置膨胀率的差异,有效改善电池在循环(尤其是长期循环)后本体膨胀不均一的问题。
5.本发明第一方面提供了一种负极片,所述负极片包括负极集流体和在所述负极集流体至少一侧表面的负极活性物质层;所述负极活性物质层包括第一区和第二区,所述第一区位于所述负极集流体的中间区域,所述第二区位于所述负极集流体的边缘区域;所述第一区的负极活性物质任选地含有或不含有第一硅基材料,所述第二区的负极活性物质含有第二硅基材料;所述第一硅基材料的质量占所述第一区的负极活性物质总质量的比例为r1,所述第二硅基材料的质量占所述第二区的负极活性物质总质量的比例为r2,满足r1《r2。
6.随着电池使用时间的延长,其厚度会逐渐膨胀增厚,特别是对于长寿命电池而言,在电池循环后期,电池本体各个位置在其厚度方向上膨胀不均一的现象愈发明显,这可能导致电池的性能由于局部过早失效而异常衰减。本发明的发明人发现,对于电池(包括软包电池和硬壳电池),尤其是对于硬壳电池,将其负极片的负极活性物质层分区设置:将膨胀率较大的负极活性物质设置于负极片边缘位置,将膨胀率较小的负极活性物质设置于负极片中间位置。可以显著改善电池在循环后期各个位置膨胀不均一的问题,有效避免电池的性能因为局部过早失效而导致的异常衰减以及用电设备因电池不均一膨胀而过早出现故障的问题。其原因可能在于:电池的电芯边缘靠近封装的位置,从而电芯边缘区域受到的约束力相比于电芯中间区域较大。利用电芯边缘区域较大的约束力,将膨胀率较大的负极活性物质设置在边缘区域,从而抑制膨胀率较大的负极活性物质的膨胀,以减小循环后期电池本体各个位置膨胀率的差异。
7.本发明第二方面提供了一种电池,所述电池包括本发明第一方面所述的负极片。
8.通过上述技术方案,本发明与现有技术相比至少具有以下优势:本发明的负极片的负极活性物质层具有特殊的分区设置,能够显著改善电池循环后期,本体各个位置膨胀
率的差异,有效提高电池的循环性能。
9.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
附图说明
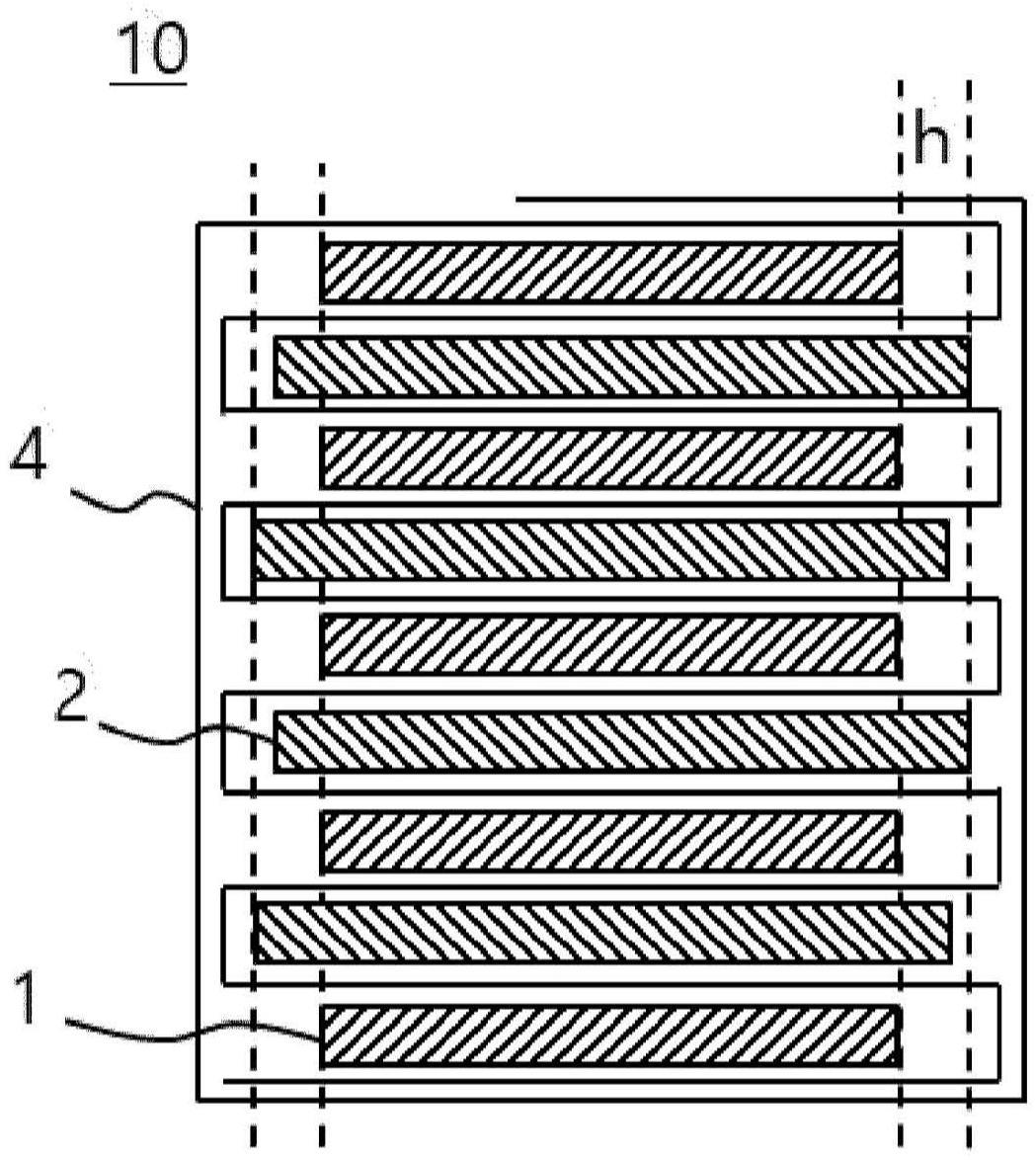
10.图1所示为本发明一实例中所述负极片的截面示意图。
11.图2所示为本发明一实例中所述负极活性物质层的俯视示意图。
12.图3所述为本发明所述第一区和所述第二区在所述负极集流体上的投影尺寸示意图。
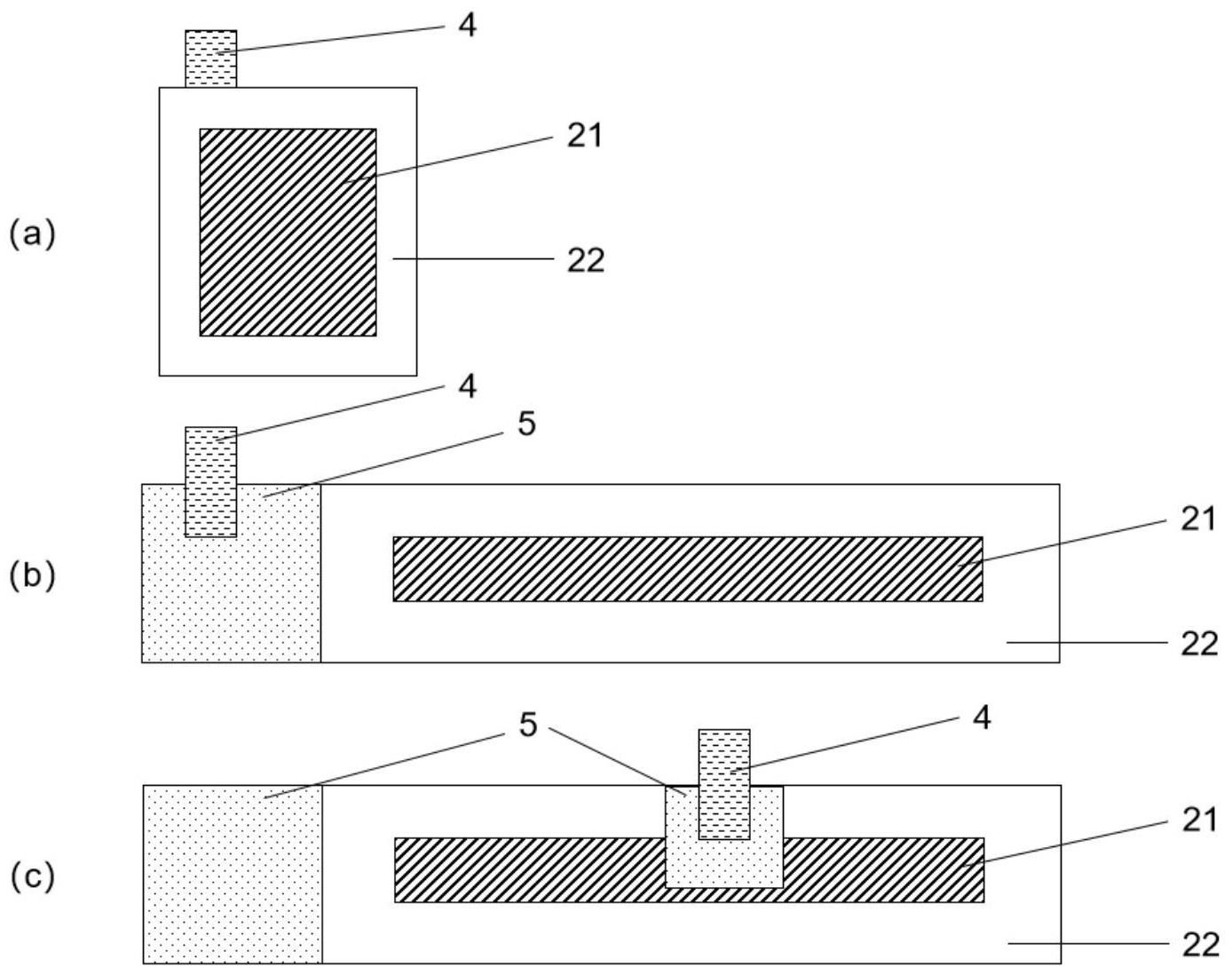
13.图4所示为本发明一实例中所述负极极耳设置示意图。
14.图5所示为本发明厚度测试示意图。
具体实施方式
15.以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
16.本发明第一方面提供了一种负极片,所述负极片可以包括负极集流体和在所述负极集流体至少一侧表面的负极活性物质层。如图1所示为本发明一实例中所述负极片的截面示意图,其中图1(a)为所述负极活性物质层单侧设置的情况;图1(b)和图1(c)为所述负极活性物质层两侧设置的情况。在图1(a)中,所述负极片包括负极集流体1和在所述负极集流体1一侧表面的负极活性物质层2;在图1(b)和图1(c)中,所述负极片包括负极集流体1和在所述负极集流体1两侧表面的负极活性物质层2。
17.所述负极活性物质层可以包括第一区和第二区,所述第一区位于所述负极集流体的中间区域,所述第二区位于所述负极集流体的边缘区域;所述第一区的负极活性物质任选地含有或不含有第一硅基材料,所述第二区的负极活性物质含有第二硅基材料;所述第一硅基材料的质量占所述第一区的负极活性物质总质量的比例为r1,所述第二硅基材料的质量占所述第二区的负极活性物质总质量的比例为r2,满足r1《r2。
18.本发明的发明人发现,将负极片的负极活性物质层分区设置:膨胀率较大的负极活性物质设置于负极片的边缘位置,膨胀率较小的负极活性物质设置于负极片的中间位置,可以显著改善电池在循环后期各个位置膨胀不均一的问题,从而可以有效避免电池的性能因为局部过早失效而导致的异常衰减以及用电设备因电池的不均一膨胀而过早出现故障的问题。
19.在本发明中,所述第二区位于所述负极集流体上沿所述负极片宽度方向和/或沿所述负极片长度方向的两侧边缘。如图2所示为本发明一实例中所述负极活性物质层的俯视示意图,在图2(a)-图2(c)中,所述第二区的分布位置不同,在图2(a)中,所述负极活性物质层包括第一区21和第二区22,所述第二区22位于所述负极集流体上沿所述负极片宽度方向的两侧边缘;在图2(b)中,所述负极活性物质层包括第一区21和第二区22,所述第二区22位于所述负极集流体上沿所述负极片长度方向的两侧边缘;在图2(c)中,所述负极活性物
质层包括第一区21和第二区22,所述第二区22位于所述负极集流体上沿所述负极片宽度方向的两侧边缘和沿所述负极片长度方向的两侧边缘。
20.在本发明中,所述负极片长度方向指的是所述负极片长边方向,所述负极片宽度方向指的是所述负极片短边方向。
21.在一实例中,所述第二区位于所述负极集流体上沿所述负极片宽度方向的两侧边缘。
22.在一实例中,所述第二区位于所述负极集流体上沿所述负极片长度方向的两侧边缘。
23.在一实例中,所述第二区位于所述负极集流体上沿所述负极片宽度方向的两侧边缘和沿所述负极片长度方向的两侧边缘。
24.在本发明中,0≤r1≤50%,例如0%、1%、2%、3%、4%、5%、6%、7%、8%、9%、10%、11%、12%、13%、14%、15%、20%、25%、30%、35%、40%、45%或50%。
25.在本发明中,r2≥5%,例如5%、6%、7%、8%、9%、10%、11%、12%、13%、14%、15%、20%、25%、30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%、90%、95%或100%。
26.在一实例中,0≤r1≤35%,5%≤r2≤80%。
27.在一实例中,0≤r1≤20%,10%≤r2≤40%。
28.在本发明中,所述第一区的厚度为t1,所述第二区的厚度为t2,
[0029]-10μm≤t1-t2≤10μm,例如t1-t2等于-10μm、-9μm、-8μm、-7μm、-6μm、-5μm、-4μm、-3μm、-2μm、-1μm、0μm、1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm或10μm。
[0030]
在一实例中,-6μm≤t1-t2≤6μm。
[0031]
在一实例中,0μm≤t1-t2≤3μm。
[0032]
本发明的发明人发现,当所述第一区的厚度t1大于所述第二区的厚度t2时,可以进一步改善电池在循环后期各个位置膨胀不均一的问题。
[0033]
在本发明中,t1:t2=1:(0.6-1.7),例如1:0.6、1:0.7、1:0.8、1:0.9、1:1、1:1.1、1:1.2、1:1.3、1:1.4、1:1.5、1:1.6或1:1.7。
[0034]
在一实例中,t1:t2=1:(0.75-1.3)。
[0035]
本发明的发明人发现,当所述第一硅基材料的质量占所述第一区的负极活性物质总质量的比例r1/所述第一区的厚度t1与所述第二硅基材料的质量占所述第二区的负极活性物质总质量的比例r2/所述第二区的厚度t2的比值,在特定范围内时,电池在循环后期各个位置的膨胀更加均一。
[0036]
在本发明中,例如等于0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1、1.1或1.2。
[0037]
在一实例中,
[0038]
在一实例中,
[0039]
在本发明中,所述第一区的厚度t1可以为25μm-150μm,例如25μm、30μm、35μm、40μ
m、45μm、50μm、55μm、60μm、65μm、70μm、75μm、80μm、85μm、90μm、95μm、100μm、105μm、110μm、115μm、120μm、125μm、130μm、135μm、140μm、145μm或150μm。所述第二区的厚度t2可以为25μm-150μm,例如25μm、30μm、35μm、40μm、45μm、50μm、55μm、60μm、65μm、70μm、75μm、80μm、85μm、90μm、95μm、100μm、105μm、110μm、115μm、120μm、125μm、130μm、135μm、140μm、145μm或150μm。
[0040]
在一实例中,所述第一区的厚度t1为41μm-60μm。所述第二区的厚度t2为41μm-57μm。
[0041]
在本发明中,所述第一区的厚度指的是在所述负极集流体一侧的所述第一区的厚度(即所述第一区的单侧厚度);所述第二区的厚度指的是在所述负极集流体一侧的所述第二区的厚度(即所述第二区的单侧厚度)。
[0042]
在本发明中,所述第一区和所述第二区可以相接触设置,所述第一区和所述第二区的接触线上的任意一点到所述负极活性物质层边缘的最短距离为d。
[0043]
在本发明中,对所述第二区在所述负极集流体上的投影的形状不作特别地限定,所述第二区在所述负极集流体上的投影的形状可以是规则的,也可以是不规则的,需要满足:当d在所述负极活性物质层长度方向上时,d占所述负极活性物质层长度的比例为3%-30%(例如3%、4%、5%、10%、15%、20%、25%或30%);当d在所述负极活性物质层宽度方向上时,d占所述负极活性物质层宽度的比例为3%-30%(例如3%、4%、5%、10%、15%、20%、25%或30%)。如图3所述为本发明所述第一区和所述第二区在所述负极集流体上的投影尺寸示意图,图3(a)-图3(c)中,所述第二区的分布位置不同,从图3(a)-图3(c)可以看出,所述第一区21和所述第二区22相接触设置,所述第一区21和所述第二区22的接触线3上的任意一点到所述负极活性物质层边缘的最短距离为d。
[0044]
本发明的发明人发现,电池的电芯边缘靠近封装位置,从而电芯边缘区域受到的约束力相比于电芯中间区域较大。因此可以利用电芯边缘区域较大的约束力,将膨胀率较大的负极活性物质设置在边缘区域,并且该边缘区域具有特定的尺寸,能够进一步抑制膨胀率较大的负极活性物质的膨胀,从而有效缩小循环后期电池本体各个位置之间膨胀的差异。
[0045]
在一实例中,当d在所述负极活性物质层长度方向上时,d占所述负极活性物质层长度的比例为10%-15%;当d在所述负极活性物质层宽度方向上时,d占所述负极活性物质层宽度的比例为10%-15%。
[0046]
在本发明中,所述第一区在所述负极集流体上的投影面积为s1,所述第二区在所述负极集流体上的投影面积为s2,s1:s2=1:(0.1-3),例如1:0.1、1:0.2、1:0.3、1:0.4、1:0.5、1:0.6、1:0.7、1:0.8、1:0.9、1:1、1:1.5、1:2、1:2.5或1:3。
[0047]
在一实例中,s1:s2=1:(0.5-1.1)。
[0048]
在本发明中,所述第一区的负极活性物质和所述第二区的负极活性物质还可以各自独立地含有本领域常规使用的负极活性物质,例如含有天然石墨、人造石墨、硬碳、软碳、中间相碳微球和金属锂中的至少一种。
[0049]
在本发明中,所述第一硅基材料和所述第二硅基材料各自独立地包括硅、硅氧(sio
x
,0《x《2)、预锂化硅氧、硅酸盐、硅合金和硅碳中的至少一种。
[0050]
在本发明中,所述“预锂化硅氧”和“硅碳”具有本领域常规的含义,通常认为,所述预锂化硅氧指的是将硅氧化合物(sio
x
,0《x《2)预锂化处理得到的物质;所述硅碳指的是硅
颗粒存在于多孔碳材料表面和/或所述多孔碳孔隙内的材料。
[0051]
在一实例中,所述第一硅基材料包括硅氧;所述第二硅基材料包括硅氧。
[0052]
在一实例中,所述第一硅基材料包括硅碳;所述第二硅基材料包括硅碳。
[0053]
在本发明中,所述第一区的负极活性物质层还可以包括第一粘结剂和第一导电剂;所述第二区的负极活性物质层还可以包括第二粘结剂和第二导电剂。
[0054]
所述第一粘结剂和所述第二粘结剂可以各自独立地包括本领域常规使用的负极粘结剂,例如包括聚偏氟乙烯、偏氟乙烯-六氟丙烯共聚物、聚丙烯、聚丙烯酸、聚丙烯酸甲酯、丁苯橡胶、聚乙烯、聚乙烯醇、聚四氟乙烯、和羧甲基纤维素中的至少一种。
[0055]
所述第一导电剂和所述第二导电剂可以各自独立地包括本领域常规使用的负极导电剂,例如包括炭黑、石墨烯、碳纳米管和碳纤维中的至少一种。
[0056]
在本发明中,以所述第一区的负极活性物质层的总重量为基准,所述第一区的负极活性物质的含量可以为80-99重量%(例如80、85、90、95或99重量%),所述第一粘结剂的含量可以为1-10重量%(例如10、9、8、7、6、5、4、3、2或1重量%),所述第一导电剂的含量可以为0-10重量%(例如10、9、8、7、6、5、4、3、2或1重量%)。以所述第二区的负极活性物质层的总重量为基准,所述第二区的负极活性物质的含量可以为80-99重量%(例如80、85、90、95或99重量%),所述第二粘结剂的含量可以为1-10重量%(例如10、9、8、7、6、5、4、3、2或1重量%),所述第二导电剂的含量可以为0-10重量%(例如10、9、8、7、6、5、4、3、2或1重量%)。
[0057]
在本发明中,所述负极集流体可以为本领域的常规选择,例如可以包括金属铜或复合铜箔。
[0058]
在一实例中,所述负极集流体包括铜箔。
[0059]
在一实例中,所述负极集流体包括部分覆盖有第一导电层的铜箔。其中,所述第一导电层可以包括导电碳。当在铜箔上涂覆有导电碳层时,可以增加硅基材料的与集流体的电连接,提高锂离子的导通能力,同时可以加强活性物质层与集流体的粘结,防止硅基材料在充放电过程中由于循环膨胀而导致的活性物质层的剥离,从而有效抑制硅基材料的膨胀。
[0060]
在一实例中,所述负极集流体包括复合铜箔。其中,所述复合铜箔包括聚合物基层以及在所述聚合物基层两侧设置的第二导电层;所述聚合物基层包括聚甲醛、聚乙烯、聚乙烯基甲醚、聚乙烯基乙醚、乙烯-丙烯共聚物、聚乙烯醇、聚醋酸乙烯酯、聚偏二氟乙烯、偏二氟乙烯-六氟丙烯共聚物、聚氯乙烯、聚偏二氯乙烯、聚丙烯、聚丙烯酸、聚甲基丙烯酸甲酯、聚丙烯酸乙酯、聚(α-腈基丙烯酸丁酯)、聚丙烯腈、聚异丁烯基橡胶、氯丁橡胶、天然橡胶、古塔橡胶、丁苯橡胶、聚亚癸基甲酰胺、聚己二酰己二胺、聚癸二酰己二胺、聚对苯二甲酸乙二酯、聚环氧乙烷、聚苯硫醚、聚[双(三氟代乙氧基)磷腈]、聚二甲基硅氧烷、聚乙烯基咔唑、聚四氟乙烯、聚丙烯酰胺、聚碳酸酯和聚对苯二甲酸乙二醇酯中的至少一种,所述第二导电层包括铜和铜合金中的至少一种。
[0061]
在本发明中,所述负极片还可以包括负极极耳,本发明对所述负极极耳的数量和位置不做特殊限定,本领域常规设置的负极极耳均具有较好的效果。如图4所示为本发明一实例中所述负极极耳设置示意图。其中图4(a)为叠片式电池的负极片中负极极耳设置示意图,图4(b)和4(c)为卷绕式电池的负极片中负极极耳设置示意图;在图4(a)中,所述负极片
还包括负极极耳4;在图4(b)中,所述负极片还包括负极极耳4,所述负极极耳4设置在空箔区5上,且设置有所述负极极耳4的所述空箔区5位于该负极片的卷绕头部位置或卷绕尾部位置;在图4(c)中,所述负极片还包括负极极耳4,所述负极极耳4设置在空箔区5上,且设置有所述负极极耳4的所述空箔区5位于该负极片的中部位置。
[0062]
本发明的负极片具有分区设置的负极活性物质层,其中膨胀率较大的负极活性物质位于负极片的边缘区域,膨胀率较小的负极活性物质位于负极片的中间区域,可以借助边缘更强的约束力,抑制负极片边缘区域膨胀率较大的负极活性物质的膨胀,从而减小电池循环后期各个位置膨胀率的差异。
[0063]
本发明第二方面提供了一种电池,所述电池包括本发明第一方面所述的负极片。
[0064]
在本发明中,所述电池可以为叠片式电池,也可以为卷绕式电池。
[0065]
在本发明中,所述电池可以为软包电池,也可以为硬壳电池。
[0066]
在本发明中,所述“软包电池”和所述“硬壳电池”具有本领域的常规含义,所述“软包电池”的外包装例如为铝塑膜;所述“硬壳电池”的外包装例如为不锈钢等金属材料。
[0067]
在一实例中,所述电池为硬壳电池。
[0068]
在本发明中,所述电池除所述负极片以外的组件(例如正极片、隔膜和电解液等)均可以为本领域的常规选择。
[0069]
在一实例中,所述电池还包括正极片、隔膜和电解液。
[0070]
所述正极片可以包括正极集流体和在所述正极集流体至少一侧表面的正极活性物质层,所述正极活性物质层可以包括正极活性物质。
[0071]
所述正极活性物质可以为本领域的常规选择,例如,所述正极活性物质包括钴酸锂、镍钴锰酸锂、镍钴铝酸锂、镍钴锰铝酸锂、锰酸锂、镍锰酸锂、镍酸锂、磷酸铁锂、磷酸锰铁锂、磷酸钒锂和富锂锰中的至少一种。
[0072]
所述隔膜可以为本领域的常规选择,例如,所述隔膜包括基材层;又例如所述隔膜包括基材层和在所述基材层至少一侧表面的涂层;所述基材层可以包括聚丙烯隔膜和聚乙烯隔膜中的至少一种;所述涂层可以包括陶瓷层和粘接层中的至少一种。所述陶瓷层可以包括二氧化硅、勃姆石、三氧化二铝和氧化镁中的至少一种。所述粘接层可以包括聚偏氟乙烯和聚丙烯酸酯中的至少一种。
[0073]
所述电解液可以包括有机溶剂和电解质盐。所述有机溶剂可以选自碳酸乙烯酯(ec)、碳酸丙烯酯(pc)、碳酸丁烯酯(bc)、氟代碳酸二甲酯、氟代碳酸甲乙酯、碳酸乙丙酯(epc)、碳酸二甲酯(dmc)、碳酸二乙酯(dec)、碳酸二丙酯、碳酸甲乙酯(emc)、碳酸甲丙酯(mpc)、甲酸甲酯、甲酸乙酯、甲酸丙酯、甲酸丁酯、乙酸甲酯、乙酸乙酯(ea)、乙酸丙酯、乙酸丁酯、丙酸甲酯、丙酸乙酯、丙酸丙酯、丙酸丁酯、丁酸甲酯、丁酸乙酯、丁酸丙酯、丁酸丁酯、二氟乙酸甲酯、二氟乙酸乙酯、γ-丁内酯(gbl)、γ-戊内酯、δ-戊内酯、乙二醇二甲醚(dme)、1,3-二氧五环(dol)、1,4-二氧六环(dox)、环丁砜、二甲亚砜(dmso)、二甲砜(msm)、甲乙砜(ems)、二乙砜(ese)、二氯甲烷和二氯乙烷中的至少一种。所述电解质盐可以选自六氟磷酸锂(lipf6)、四氟硼酸锂(libf4)、高氯酸锂(liclo4)、六氟砷酸锂(liasf6)、六氟锑酸锂(lisbf6)、二氟磷酸锂(lipf2o2)、4,5-二氰基-2-三氟甲基咪唑锂(lidti)、双乙二酸硼酸锂(libob)、双(丙二酸)硼酸锂(libmb)、二氟草酸硼酸锂(lidfob)、双(二氟丙二酸)硼酸锂(libdfmb)、(丙二酸草酸)硼酸锂(limob)、双氟磺酰亚胺锂(lifsi)和双三氟甲磺酰亚胺锂
(litfsi)中的至少一种。
[0074]
所述电池可以采用本领域常规的方法进行制备,例如将所述正极片、所述隔膜和所述负极片按顺序堆叠或卷绕,得到电芯;将所述电芯置于包装外壳中,注入所述电解液并封口。
[0075]
需要说明的是,本发明中“第一”、“第二”等数字表示方式仅用于区分不同的物质或使用方式,不代表顺序的区别。
[0076]
以下将通过实施例对本发明进行详细描述。本发明所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0077]
在以下实例中,在没有特别说明的情况下,所用的材料均为商购的分析纯。
[0078]
实施例1
[0079]
按照以下步骤制备电池:
[0080]
(1)制备负极片:
[0081]
将人造石墨、导电炭黑和丁苯橡胶按照质量比为95:2:3混合均匀,加入去离子水,充分搅拌后形成均匀的第一区负极活性物质浆料,其中固含量为45wt%;将人造石墨、硅氧(氧化亚硅)、导电炭黑和丁苯橡胶按照质量比为85.5:9.5:2:3混合均匀,加入去离子水,充分搅拌后形成均匀的第二区负极活性物质浆料,其中固含量为45wt%;按照图2(c)所示,使用凹版辊将得到的第一区负极活性物质浆料和第二区负极活性物质浆料涂覆在铜箔(厚度为6μm)两侧表面,经烘干、辊压、裁切得到负极片;
[0082]
(2)制备正极片:
[0083]
将钴酸锂、导电炭黑和聚偏氟乙烯按照质量比为97:1.5:1.5混合均匀,加入n-甲基吡咯烷酮,充分搅拌后形成均匀的正极活性物质浆料,其中固含量为75wt%;将上述正极活性物质浆料涂覆在铝箔(厚度为9μm)两侧表面,经烘干、辊压、裁切得到正极片;
[0084]
(3)制备电池:
[0085]
将步骤(1)得到的负极片、步骤(2)得到的正极片和隔膜(厚度为8μm的pe隔膜)依次堆叠得到电芯,将该电芯置于外包装(不锈钢壳)中并封口,注入电解液(有机溶剂为ec:dec:emc=2:3:5,电解质盐为lipf6,lipf6的浓度为1mol/l)。
[0086]
实施例2-10参照实施例1进行,所不同的是改变所述第一区负极活性物质浆料配比、所述第二区负极活性物质浆料配比、所述第一区和所述第二区的设置位置、r1和/或r2、t1和/或t2、d、电芯的组装方式(堆叠或卷绕)以及外包装,具体设置如表1所示:
[0087]
表1
[0088]
[0089][0090]
注:实施例3、7a和7b中使用的硅碳是硅颗粒与多孔碳材料组成的复合材料,其中硅颗粒的质量占比为30%。
[0091]
实施例11
[0092]
参照实施例1进行,所不同的是,改变负极集流体,即将铜箔替换为同样厚度的“表面覆盖有导电碳的铜箔”。
[0093]
对比例1
[0094]
参照实施例1进行,所不同的是,步骤(1)制备负极片,具体为:将人造石墨、硅氧(氧化亚硅)、导电炭黑和丁苯橡胶按照质量比为85.5:9.5:2:3混合均匀,加入去离子水,充分搅拌后形成均匀负极活性物质浆料,其中固含量为45wt%;使用凹版辊将得到的负极活性物质浆料涂覆在铜箔(厚度为6μm)两侧表面,经烘干、辊压、裁切得到负极片。
[0095]
对比例2
[0096]
参照对比例1进行,所不同的是,步骤(3)制备电池,具体为:将步骤(1)得到的负极片、步骤(2)得到的正极片和隔膜(厚度为8μm的pe隔膜)依次卷绕得到电芯,将该电芯置于外包装(不锈钢壳)中并封口,注入电解液(有机溶剂为ec:dec:emc=2:3:5,电解质盐为lipf6,lipf6的浓度为1mol/l)。
[0097]
对比例3
[0098]
参照对比例1进行,所不同的是,步骤(3)制备电池,具体为:将步骤(1)得到的负极片、步骤(2)得到的正极片和隔膜(厚度为8μm的pe隔膜)依次堆叠得到电芯,将该电芯置于外包装(铝塑膜)中并封口,注入电解液(有机溶剂为ec:dec:emc=2:3:5,电解质盐为lipf6,lipf6的浓度为1mol/l)。
[0099]
对比例4
[0100]
参照对比例1进行,所不同的是,将人造石墨、硅氧(氧化亚硅)、导电炭黑和丁苯橡胶按照质量比为66.5:28.5:2:3混合均匀。
[0101]
测试例
[0102]
(1)厚度测试
[0103]
将实施例和对比例制备得到的电池进行厚度测试,具体方法如下:在常温环境(25℃)下进行0.7c充电,0.5c放电,循环200次后,使用螺旋测微器记录电池表面各测试点的厚度,其中具体的测试点如图5所示,分别对测试点一61、测试点二62、测试点三63、测试点四64和测试点五65进行测试,其中测试点二62、测试点三63、测试点四64和测试点五65距离边缘的尺寸为3mm,测试点一61位于中心位置,将上述五个测试点的膨胀率数据记于表2。
[0104]
(2)容量保持率测试
[0105]
将实施例和对比例制备得到的电池进行容量保持率测试,具体方法如下:在常温环境(25℃)下进行0.7c充电,0.5c放电,循环200次,循环第200次容量除以循环第1次容量所得比值为容量保持率,将结果记于表2。
[0106]
表2
[0107][0108]
[0109]
注:所述“膨胀率极差”为上述五个测试点的膨胀率中的最大值与最小值的差值,可以用来表征电池在循环200次后,上述五个测试点之间的厚度膨胀差异,所述“膨胀率极差”越小,说明循环后上述五个测试点之间的厚度膨胀差异越小,即厚度膨胀均一。
[0110]
从表2可以看出,本发明的负极片所制备的电池和对比例相比,膨胀率极差显著降低,改善了电池本体膨胀不均一的问题,并且本发明的负极片所制备的电池和对比例相比,具有较高的容量保持率。
[0111]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。