本发明涉及一种通过对重叠的层叠膜进行热粘接而成型为袋状并具备在加热时自动放出内部的蒸汽的自动蒸汽排出机构的微波炉用袋。
背景技术:
以往,在市场中上市有以下包装食品:在通过对重叠的层叠膜进行热粘接而成型为袋状的袋内容纳烹调好或半烹调好的食品,在食用该食品时,通过微波炉进行加热烹调。在这样的微波炉用袋中,一般会设有在加热时自动放出内部的蒸汽的自动蒸汽排出机构。作为自动蒸汽排出机构,已知有以下机构:对重叠的层叠膜的一部分进行热粘接来设置环状的蒸汽排出密封部,使蒸汽排出密封部的一部分剥离后退从而进行蒸汽排出。在这样的自动蒸汽排出机构中,蒸汽排出密封部的位置会影响由微波炉进行加热时的蒸汽排出难易度、填充后的袋的变形。当加热时的周缘密封部的密封后退大时,可能会从周缘密封部破袋。此外,当填充后的袋的变形大时,会对通过填充设备的输送、向箱的插入、外观等产生不良影响。例如专利文献1中记载有:蒸汽排出密封部形成为距离袋容纳部的中心点最近的蒸汽排出密封部的初始断裂点位于与两条短边的周缘密封部内端中央内切的圆的圆周上或其内侧。现有技术文献专利文献专利文献1:日本专利第4029590号公报
技术实现要素:
发明所要解决的问题然而,如专利文献1那样,显然即使在设有蒸汽排出密封部的情况下,当蒸汽排出密封部的初始断裂点的位置与袋容纳部的中心点的距离过大时,也会难以进行蒸汽排出,在周缘密封部发生密封后退,当蒸汽排出密封部的初始断裂点的位置与袋容纳部的中心点的距离过小时,虽然易于进行蒸汽排出,但填充后的袋的变形也会变大。本发明是解决上述的问题点的发明,其目的在于提供一种在加热时蒸汽易于排出,能防止内容物填充后的设有自动蒸汽排出机构的部分的变形的微波炉用袋。技术方案本发明的微波炉用袋是一种在俯视观察下外形形状呈矩形形状并具备自动蒸汽排出机构的微波炉用袋,其通过采用以下构成来解决上述问题:所述自动蒸汽排出机构具备蒸汽释放部和包围蒸汽释放部的周围的蒸汽排出密封部,在假定了与袋的周缘密封部中的各边的内端中央相切的内切椭圆时,所述蒸汽排出密封部形成为所述内切椭圆的外周位于所述蒸汽排出密封部的最靠近容纳部的中心点的密封剥离开始部分的宽度区域内或密
封剥离开始部分的附近。发明效果根据本方案1的发明,蒸汽排出密封部形成为与袋的周缘密封部中的各边的内端中央相切的内切椭圆的外周位于蒸汽排出密封部的最靠近容纳部的中心点的密封剥离开始部分的宽度区域内或密封剥离开始部分的附近,由此,能一边抑制在内容物填充后由于内容物的压力而在蒸汽排出密封部产生翘曲等设有自动蒸汽排出机构的部分的变形,一边使从容纳部的中心点侧扩展的内压的力,在不使周缘密封部剥离的情况下使蒸汽排出密封部剥离后退从而进行蒸汽排出。根据本方案2的发明,蒸汽排出密封部形成为蒸汽排出密封部的作为密封剥离开始部分的外端的初始断裂点与内切椭圆的外周相切,由此,能使初始断裂点尽量接近容纳部的中心点,因此能进一步提高蒸汽排出性能。根据本方案3的发明,蒸汽排出密封部具有与周缘密封部同等大小的密封强度,由此,蒸汽排出密封部具有所需的密封强度并且比周缘密封部易于剥离,能可靠地避免周缘密封部在蒸汽排出密封部的密封剥离开始部分剥离后退前剥离。根据本方案4的发明,蒸汽排出密封部设置为与周缘密封部连续,由此能可靠地防止在内容物填充后,在蒸汽排出密封部产生翘曲。
附图说明
图1是表示本发明的第一实施方式的微波炉用袋的构成例的俯视图。图2是表示图1所示的微波炉用袋的一部分的放大图。图3是概略性表示图1中的a-a剖面的构成的一部分的剖视图。图4是表示本发明的第二实施方式的微波炉用袋的构成例的俯视图。图5是概略性表示图4中的b-b剖面的构成的一部分的剖视图。图6是用于说明比较例1~比较例6中制作的微波炉用袋中的蒸汽排出密封部的形成位置的图。图7是用于说明比较例7~比较例12中制作的微波炉用袋中的蒸汽排出密封部的形成位置的图。
具体实施方式
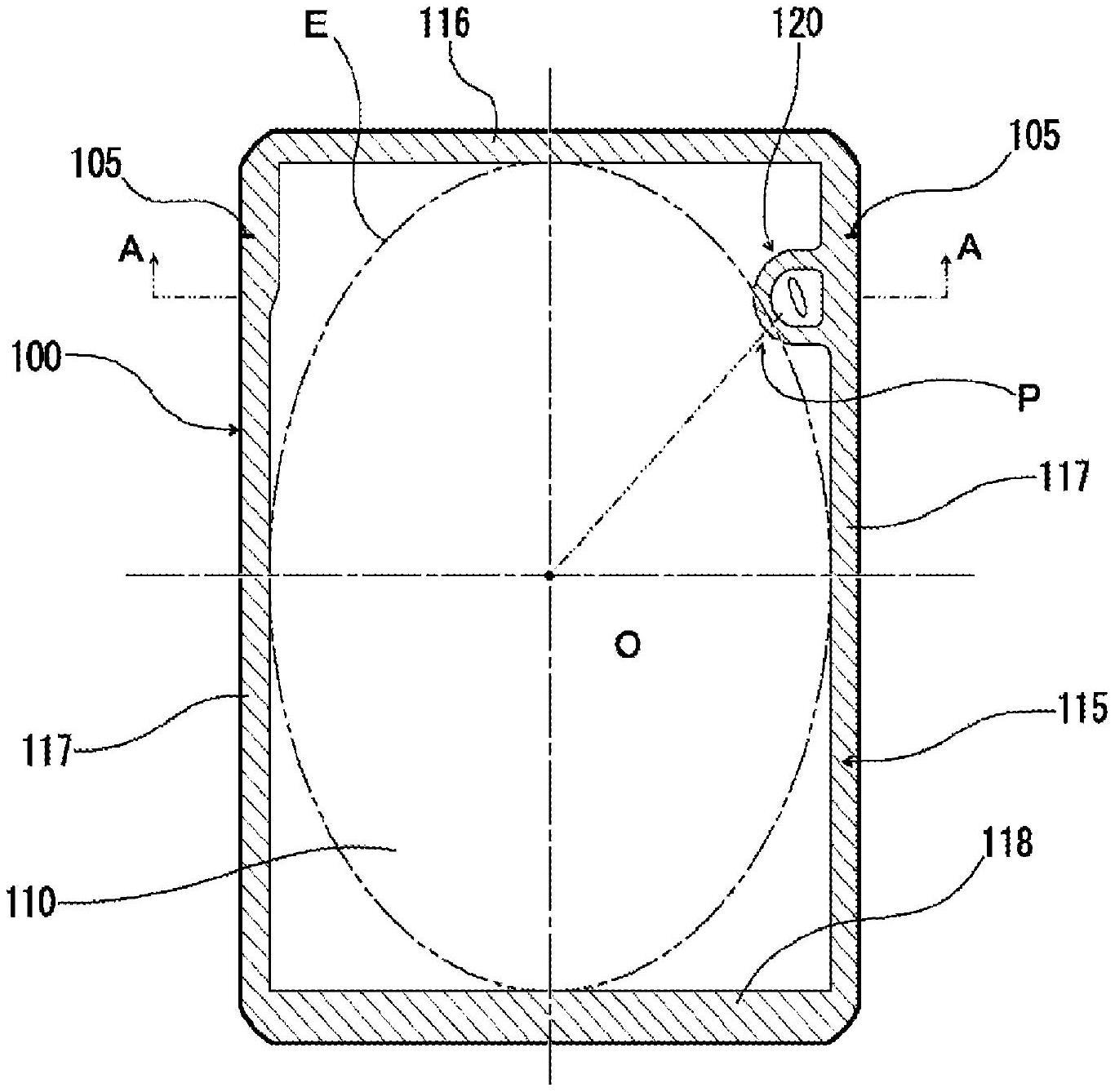
本发明的微波炉用袋以将堆叠配置的层叠膜热封成袋状的方式形成,具备在加热时自动向外部放出袋内的蒸汽的自动蒸汽排出机构。作为层叠膜,只要是通过对包含聚酯、聚丙烯、聚酰胺等热塑性树脂的合成树脂制膜、赋予了这些合成树脂制膜阻气性、阻水性的涂敷膜或蒸镀膜等公知的合成树脂制膜进行层叠,或者在该合成树脂制膜层叠纸或含金属层等而形成的层叠膜,则是怎样的层叠膜都可以。以下,基于附图对本发明的微波炉用袋进行说明。《第一实施方式》如图1至图3所示,本发明的第一实施方式的微波炉用袋(以下,仅称为“袋”)100构成为在俯视观察下外形形状例如呈矩形形状的平袋。
该袋100通过形成将叠合的一对表面侧膜101和背面侧膜102的周缘热粘接而得到的周缘密封部115而形成为袋状,在由周缘密封部115包围四周而得到的容纳部110容纳食品等内容物。周缘密封部115包括将表面侧膜101和背面侧膜102的上缘热粘接而得到的顶密封部116、将表面侧膜101和背面侧膜102的左右两侧缘热粘接而得到的侧密封部117以及将表面侧膜101和背面侧膜102的下缘热粘接而得到的底密封部118。为了便于袋100的加热结束后的开封而在周缘密封部115的开封预定位置设有缺口105。在袋100设有在加热时自动向外部放出容纳部110内的蒸汽的自动蒸汽排出机构120。自动蒸汽排出机构120具备:蒸汽释放部121;以及蒸汽排出密封部125,包围蒸汽释放部121的周围来将蒸汽释放部121与容纳部110隔离。蒸汽释放部121例如形成为未将表面侧膜101和背面侧膜102热粘接的未密封部。需要说明的是,蒸汽释放部121的具体的方案不限定于此,例如也可以将蒸汽释放部121形成为以使密封强度比周缘密封部115和蒸汽排出密封部125低的方式实施热粘接而得到的弱粘接部、对一对层叠膜实施滚花密封等而得到的图案状粘接部。在蒸汽释放部121设有形成为孔或狭缝的蒸汽排出部122。蒸汽排出部122例如形成为作为开口形状为扁平的椭圆形的贯通孔而相对于袋侧缘倾斜地延伸。需要说明的是,蒸汽排出部122可以仅设于表面侧膜101和背面侧膜102中的一方而无需设置为贯通表面侧膜101和背面侧膜102双方。蒸汽排出密封部125以对表面侧膜101和背面侧膜102进行热粘接的方式形成,配置为在加热时随着容纳部110的内压上升而逐渐剥离后退。由于在袋100内产生的蒸汽而开始剥离的密封剥离开始部分p是蒸汽排出密封部125的外缘中的最接近容纳部110的中心点o的部位,密封剥离开始部分p的外端成为初始断裂点q。
21.蒸汽排出密封部125例如在俯视观察下形成为半圆环状,设置为两端分别与一方的侧密封部117连续。需要说明的是,蒸汽排出密封部115也可以设置为与顶密封部116连续,此外,还可以设置为与周缘密封部115分离。在本实施方式中,对蒸汽释放部121形成为未密封部的袋进行了说明,但在无未密封部的类型的袋的情况下,将蒸汽释放部121设为蒸汽排出部122的最靠近容纳部110的中心点o的部分。而且,在本实施方式的袋100中,在假定了与两条短边的周缘密封部115即顶密封部116和底密封部118各自的内端中央位置以及两条长边的周缘密封部115即左右的侧密封部117、117各自的内端中央位置相切的内切椭圆e时,蒸汽排出密封部125设置为在相当于袋100的四角的拐角部的附近,内切椭圆e的外周位于密封剥离开始部分p的宽度区域内。在此,内切椭圆e的椭圆率即短径相对于长径的比率为0.6~0.97,内切椭圆e的中心点成为容纳部110的中心点o。在袋100加热时,由于从内容物产生的水蒸汽等,袋100从容纳部110的中心点o朝向周缘密封部115呈放射状膨胀,但由于袋100的外形形状在俯视观察下呈矩形形状,因此容纳部110内的空间呈大致椭圆体状扩张,可以认为从容纳部110的中心点o侧扩展的内压
的力作用于该呈大致椭圆体状扩张的容纳部的表面。而且,在本实施方式的袋100中,蒸汽排出密封部125形成为与袋100的周缘密封部115中的各边的内端中央相切的内切椭圆e的外周位于密封剥离开始部分p的宽度区域内,由此,能使从容纳部110的中心点o侧扩展的内压的力有效地作用于密封剥离开始部分p,因此,能在不使周缘密封部115剥离的情况下使蒸汽排出密封部125从密封剥离开始部分p起剥离后退从而通过蒸汽排出部122进行蒸汽排出。并且,能充分确保蒸汽排出密封部125的作为密封剥离开始部分p的外端的初始断裂点q与容纳部110的中心点o的距离l,因此能抑制在内容物填充后由于内容物的压力而在蒸汽排出密封部125产生翘曲等设有自动蒸汽排出机构120的部分的变形。优选的是,蒸汽排出密封部125设置为作为密封剥离开始部分p的外端的初始断裂点q与内切椭圆e的外周相切,由此,能使密封剥离开始部分p中的初始断裂点q尽量接近容纳部110的中心点o,因此能进一步提高蒸汽排出性能。蒸汽排出密封部125例如在常温时具有与周缘密封部115同等大小的密封强度。由此,蒸汽排出密封部125具有所需的密封强度并且比周缘密封部115易于剥离,能可靠地避免周缘密封部115在蒸汽排出密封部125的密封剥离开始部分p剥离后退前剥离。在上述的第一实施方式中,对构成为平袋的微波炉用袋进行了说明,但微波炉用袋的形状不限定于此,例如也可以构成为自立袋。《第二实施方式》如图4和图5所示,本发明的第二实施方式的微波炉用袋(以下,仅称为“袋”)200在俯视观察下外形形状呈矩形形状,构成为在底部具有襟部211的自立袋。该袋200通过在规定部位将叠合的表面侧膜201和背面侧膜202以及夹在表面侧膜201与背面侧膜202之间的对折状态的底膜203进行热熔接来形成周缘密封部215而形成为袋状。周缘密封部215包括将叠合的表面侧膜201和背面侧膜202的上缘热粘接而得到的顶密封部216、将表面侧膜201和背面侧膜202的左右两侧缘热粘接而得到的侧密封部217、217以及将底膜203的各折片204、204的底端侧部分与表面侧膜201和背面侧膜202各自的底端侧部分热粘接而得到的底密封部218。在本实施方式的袋200中也是,在假定了与两条短边的周缘密封部215即顶密封部216和底密封部218各自的内端中央位置以及两条长边的周缘密封部215即左右的侧密封部217、217各自的内端中央位置相切的内切椭圆e时,自动蒸汽排出机构120中的蒸汽排出密封部125设置为在相当于袋200的四角的拐角部的附近,内切椭圆e的外周位于密封剥离开始部分p的宽度区域内。在此,内切椭圆e的椭圆率即短径相对于长径的比率为0.6~0.97,内切椭圆e的中心点成为容纳部210的中心点o。此外,自动蒸汽排出机构120为与第一实施方式的袋100的自动蒸汽排出机构120同样的构成。在第二实施方式的袋200中也是,从提高蒸汽排出性能的观点来看,优选的是,蒸汽排出密封部125设置为作为密封剥离开始部分p的外端的初始断裂点q与内切椭圆e的外周相切。以上,对本发明的实施方式进行了详述,但本发明不限定于上述实施方式,在不脱离权利要求书所记载的本发明的情况下可以进行各种设计变更。
例如,蒸汽排出密封部也可以独立地设于外缘密封部的内侧而无需设置为与周缘密封部连续。此外,也可以将蒸汽排出密封部形成为矩形环状等其他形状,其尺寸也可以适当进行选择。而且,此外,在将蒸汽排出部形成为孔的情况下,孔的开口形状例如为圆形、长圆形、三角形、四边形、梯形、饭团形等任意形状而无需为椭圆形状,其尺寸也可以适当进行选择。此外,也可以将蒸汽排出部形成为狭缝,作为狭缝的形状,为半圆、圆弧、不等号型、直线等任意形状,其尺寸也可以适当进行选择。实施例以下,通过实施例进一步对本发明进行说明,但以下的具体例不限定本发明。《实施例1》参照图1至图3所示的构成,制作了本发明的微波炉用袋(以下,称为“袋1”),其中,蒸汽排出密封部形成为密封剥离开始部分的外端与以下内切椭圆的外周相切:与袋的周缘密封部中的各边的内端中央相切的内切椭圆。蒸汽排出密封部的形成位置为以下位置:连接容纳部的中心点和顶密封部的内端中央位置的直线与连接容纳部的中心点和密封剥离开始部分的外端的直线所呈的角度θ为48
°
,从容纳部的中心点起至作为密封剥离开始部分的外端的初始断裂点为止的距离l为68mm。蒸汽排出密封部形成为内径11mm、外径18mm的半圆环状。蒸汽排出密封部的密封强度在常温时为与周缘密封部的密封强度同等大小。此外,周缘密封部的宽度为6mm。向上述袋1填充150g水,用目视观察形成有蒸汽排出密封部的袋拐角部有无变形。此外,通过额定输出600w的微波炉对填充有内容物的袋1进行加热并检查蒸通状态。在评价中,将无周缘密封部的后退,未破袋的情况设为“〇”,将未破袋但发生了周缘密封部的后退的情况设为“δ”,将破袋了的情况设为
“×”
。将结果示出于下述表1。实施例2~实施例9》制作了八种微波炉用袋(以下,称为“袋2”~“袋9”),除了按照下述表1对袋的外形形状和蒸汽排出密封部的形成位置中的一方或双方进行了变更的构成以外,这八种微波炉用袋具有与实施例1中制作的袋1同样的构成。分别针对这八种袋2~袋9,通过与实施例1同样的方法,用目视观察内容物填充后袋拐角部有无变形,并且检查加热时的蒸通状态。将结果示出于下述表1。《比较例1~比较例6》制作了六种比较用的微波炉用袋(以下,称为“比较用袋1”~“比较用袋6”),除了如图6所示那样将蒸汽排出密封部形成为初始断裂点q位于与袋的两条短边的周缘密封部内端中央相切的内切圆r1的圆周上,并且按照下述表2对袋的外形形状和蒸汽排出密封部的形成位置中的一方或双方进行了变更的构成以外,这六种比较用的微波炉用袋具有与实施例1中制作的袋1同样的构成。图6中由圆形的虚线包围的区域s是概略性示出的蒸汽排出密封部的形成位置。分别针对这六种比较用袋1~比较用袋6,通过与实施例1同样的方法,用目视观察内容物填充后袋拐角部有无变形,并且检查加热时的蒸通状态。将结果示出于下述表2。
《比较例7~比较例12》制作了六种比较用的微波炉用袋(以下,称为“比较用袋7”~“比较用袋12”),除了如图7所示那样将蒸汽排出密封部形成为初始断裂点q位于与袋的两条长边的周缘密封部内端中央相切的内切圆r2的圆周上或其附近,并且按照下述表2对袋的外形形状和蒸汽排出密封部的形成位置中的一方或双方进行了变更的构成以外,这六种比较用的微波炉用袋具有与实施例1中制作的袋1同样的构成。图7中由圆形的虚线包围的区域s是概略性示出的蒸汽排出密封部的形成位置。分别针对这六种比较用袋7~比较用袋12,通过与实施例1同样的方法,用目视观察内容物填充后袋拐角部有无变形,并且检查加热时的蒸通状态。将结果示出于下述表2。[表1][表2]如以上的结果所示,确认了:根据本发明的袋1~袋9,能在内容物填充后不产生袋
拐角部的翘曲,在微波炉加热时不发生破袋的情况下,从蒸汽排出密封部进行蒸通。此外,确认了:在具有内切椭圆的椭圆率变小那样的外径形状的情况下,将蒸汽排出密封部形成于从容纳部的中心点起至密封剥离开始部分的外端为止的距离变小的位置在进行安全的蒸通方面更有利。另一方面,确认了:在比较用袋1~比较用袋6中,虽然能抑制内容物填充后产生袋拐角部的翘曲,但在微波炉加热时会从侧密封部破袋。此外,确认了:在比较用袋7~比较用袋12中,虽然能在微波炉加热时不发生破袋的情况下,从蒸汽排出密封部进行蒸通,但在内容物填充后会明显产生袋拐角部的翘曲。附图标记说明100、200:微波炉用袋;101、201:表面侧膜;102、202:背面侧膜;203:底膜;204:折片;105:缺口;110、210:容纳部;211:襟部;115、215:周缘密封部;116、216:顶密封部;117、217:侧密封部;118、218:底密封部;120:自动蒸汽排出机构;121:蒸汽释放部;122:蒸汽排出部;125:蒸汽排出密封部;e:内切椭圆;o:容纳部的中心点;p:密封剥离开始部分;q:初始断裂点;r1:内切圆;r2:内切圆;s:蒸汽排出密封部形成位置。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。