1.本发明属于聚四氟乙烯管材的制造技术领域,具体地说,涉及一种医用聚四氟乙烯三腔管及其制备方法。
背景技术:
2.在介入医疗中,一般采用细长器械穿过患者体内腔道,到达病灶部位进行诊疗,由于介入手术需要较高的精确性和可判断性,其可视化尤为重要,因此,介入手术需要借助细长的医用导管辅助操作。单腔的导管功能单一,难以同时满足液体(气体)进出、止血、照明以及引流、目视检查等功能,这样会造成整个管体的外径较大;例如,用于肛肠镜,置入患者体内,引起患者痛苦不适,因此插入前需要辅以涂抹润滑油等措施,给操作带来不便。因此,选择低摩擦系数的材质制造的多功能导管,利于减少导管体内外摩擦阻力,减轻患者痛苦。
3.聚四氟乙烯(ptfe)是一种热塑性工程塑料,具有优异的自润滑性,绝缘性、耐腐蚀性、耐化学性等特点,广泛应用于化工、国防工业、电子电气、交通运输、半导体等领域。其具有疏水性、生物相容性及不粘性,使其在医疗器械领域得到广泛的应用。
技术实现要素:
4.本发明所要解决的技术问题是针对上述现有技术的不足提供一种医用聚四氟乙烯三腔管及其制备方法,本医用聚四氟乙烯三腔管及其制备方法提供了多种功能腔道,其能实现,通气、引流、可视、止血或局部麻醉等至少一种功能,管体直径较小,内外部光滑,摩擦系数低,该多腔管应用于医疗器械中,操作简单,有效减轻病人的痛苦。
5.为实现上述技术目的,本发明采取的技术方案为:
6.一种医用聚四氟乙烯三腔管,包括管体,所述管体具有三个功能腔道,三个功能腔道具体为第一腔道、第二腔道和第三腔道,第一腔道、第二腔道和第三腔道沿管体轴向延伸且相互平行,所述管体的外径尺寸为2.43
±
0.05mm,所述第一腔道的直径为1.05
±
0.05mm,所述第二腔道和第三腔道的直径均为0.7
±
0.05mm,所述第一腔道、第二腔道和第三腔道距离管体边缘的最小距离均为0.2mm。
7.作为本发明进一步改进的技术方案,所述功能腔道的横截面为圆形,所述功能腔道为引流腔道、导丝腔道、通气腔道和止血腔道中的至少一种。
8.为实现上述技术目的,本发明采取的另一个技术方案为:
9.一种医用聚四氟乙烯三腔管的制备方法,包括:
10.步骤1、混料:对聚四氟乙烯分散树脂进行过筛,放入罐子中,随后加入润滑油,将罐子内的聚四氟乙烯分散树脂与润滑油混合均匀,将罐子密封后水浴储藏使其内的混合料充分熟化;
11.步骤2、预成型:将步骤1中已充分熟化的混合料,放入预成型压机中,制备预成型坯;
12.步骤3、推压挤出:将步骤2中获得的预成型坯,放入推压挤出机的料腔中,开启挤
出驱动装置,挤出驱动装置驱动推压挤出机的柱塞推头向下缓慢压入料腔,按照设定的速度推压,通过连接在推压挤出机上的多腔模具的出孔挤出预制管件;
13.步骤4、干燥、烧结、冷却:预制管件经干燥区去除润滑油,再经烧结、冷却工艺即可获得透明、光滑、尺寸均匀的聚四氟乙烯三腔管。
14.作为本发明进一步改进的技术方案,所述步骤1具体为:先用10#筛网对聚四氟乙烯分散树脂进行过筛,放入可密封的罐子中,随后加入润滑油,将罐子固定在风车式搅拌机上,风车式搅拌机的转速为30r/min,使得罐子内的聚四氟乙烯分散树脂与润滑油混合均匀,将罐子密封后放入30
±
1℃条件下水浴储藏至少8h使罐子内的混合料充分熟化。
15.作为本发明进一步改进的技术方案,所述步骤1中聚四氟乙烯分散树脂的体积密度为0.450
±
0.10g/ml,平均粒径为500
±
200μm,含水率小于0.04%。
16.作为本发明进一步改进的技术方案,所述步骤1中润滑油为煤油烃液体润滑油,其添加量为聚四氟乙烯分散树脂的15-25%。
17.作为本发明进一步改进的技术方案,所述的步骤2具体为:将步骤1中已充分熟化的混合料,放入预成型压机中,以50mm/min的速度,施加3mpa压力,保压2-5min,即可获得预成型坯。
18.作为本发明进一步改进的技术方案,所述步骤3中的推压挤出机为立式挤出机,挤出驱动装置为油压机,柱塞推头推压速度为30-120mm/min。
19.作为本发明进一步改进的技术方案,所述多腔模具包括多腔芯棒,其中多腔芯棒包括依次连接的螺纹区、圆柱区、圆锥区以及三根芯棒;其中螺纹区用于连接推压挤出机,圆柱区的长度为多腔芯棒总长度的20-30%,圆锥区的圆锥角为30
°
,芯棒的长度为多腔芯棒总长度的50-60%;所述多腔芯棒材质为金属铜。
20.本发明的有益效果为:
21.(1)本发明的医用聚四氟乙烯三腔管提供了多种功能腔道,包括引流、通气、止血、可视、局部麻醉等至少一种的内部腔道,管体直径较小,内外部光滑,摩擦系数低,该多腔管应用于医疗器械中,操作简单,有效减轻病人的痛苦。
22.(2)本发明制备方法具有工艺简单,成本低和易操作的优点,管材制品的强度、耐压性、尺寸稳定性良好,颜色透明,表面无明显的杂质,缺陷,可广泛地应用于介入医学的肛肠科、胸腔、脑腔等领域。
23.(3)本发明提供的多腔导管,其能实现,通气、引流、可视、止血,局部麻醉等不同功能,可一次加工成型,节约成本,便捷性和实用性强。
附图说明
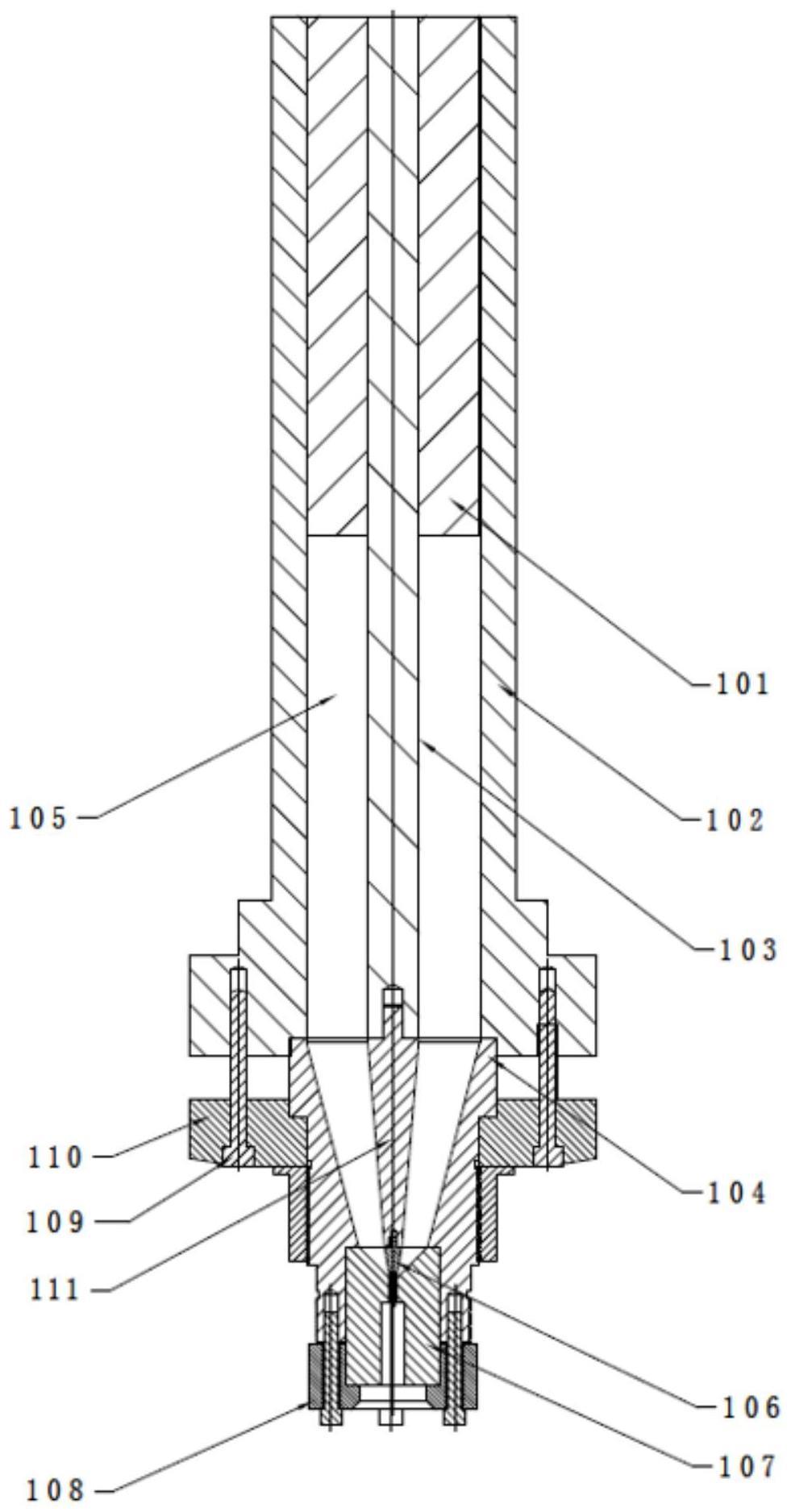
24.图1为本发明提供的医用聚四氟乙烯三腔管的制备工艺涉及的推压挤出机的机头装配简图;
25.图2中(a)为本发明提供的多腔芯棒的轴向剖视示意图;
26.图2中(b)为本发明提供的多腔芯棒的径向剖视示意图;
27.图3中(a)为本发明的医用聚四氟乙烯三腔管制品的立体示意图;
28.图3中(b)为本发明的医用聚四氟乙烯三腔管制品的径向剖视示意图。
29.图标:101、柱塞推头;102、缸体;103、内模连接杆;104、模具固定块;105、料腔;
106、多腔芯棒;1061、螺纹区;1062、圆柱区;1063、圆锥区;1064、芯棒;107、外模;108、法兰压盖;109、螺栓;110、卡套;111、芯杆过渡组件;201、聚四氟乙烯三腔管。
具体实施方式
30.下面结合实施例详述本发明,但本发明并不局限于这些实施例。
31.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示方位或位置关系基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.实施例1:
33.本实施例提供了一种医用聚四氟乙烯三腔管,包括管体,所述管体具有三个功能腔道,三个功能腔道具体为第一腔道、第二腔道和第三腔道,所述管体的外径尺寸为2.43mm,所述第一腔道的直径为1.05mm,所述第二腔道和第三腔道的直径均为0.7mm,所述第一腔道、第二腔道和第三腔道距离管体边缘的最小距离均为0.2mm。所述功能腔道的横截面为圆形。所述功能腔道为引流腔道、导丝腔道、通气腔道和止血腔道中的至少一种。
34.本实施例还提供一种上述的医用聚四氟乙烯三腔管的制备方法,包括:
35.步骤1、混料:8对聚四氟乙烯分散树脂进行过筛,放入可密封的罐子中,随后加入润滑油,将罐子固定在风车式搅拌机上,风车式搅拌机的转速为30r/min,使得罐子内的聚四氟乙烯分散树脂与润滑油混合均匀,将罐子密封后放入30℃条件下水浴储藏至少8h使罐子内的混合料充分熟化。
36.其中聚四氟乙烯分散树脂的体积密度为0.450g/ml,平均粒径为500μm,含水率小于0.04%。其中润滑油为煤油烃液体润滑油,其添加量为聚四氟乙烯分散树脂的15%。
37.步骤2、预成型:将步骤1中已充分熟化的混合料,放入预成型压机中,以50mm/min的速度,施加3mpa压力,保压2min,即可获得预成型坯。
38.步骤3、推压挤出:将步骤2中获得的预成型坯,放入推压挤出机的料腔中,在推压挤出机的机头处安装并固定好多腔模具(如图1所示,多腔模具包括模具固定块104、多腔芯模106、外模107、法兰压盖108、卡套110和芯杆过渡组件111)等装置;开启挤出驱动装置,挤出驱动装置驱动推压挤出机的柱塞推头101向下缓慢压入料腔,按照设定的速度推压,通过连接在推压挤出机上的多腔模具的出孔(即多腔芯模106与外模107之间的出孔)挤出预制管件。其中推压挤出机为立式挤出机,挤出驱动装置为油压机,柱塞推头101的推压速度为30mm/min。
39.步骤4、干燥、烧结、冷却:预制管件经干燥区去除润滑油,再经烧结、冷却工艺即可获得透明、光滑、尺寸均匀的聚四氟乙烯三腔管201。
40.实施例2:
41.本实施例提供了一种医用聚四氟乙烯三腔管,包括管体,所述管体具有三个功能腔道,三个功能腔道具体为第一腔道、第二腔道和第三腔道,所述管体的外径尺寸为2.38mm,所述第一腔道的直径为1.10mm,所述第二腔道和第三腔道的直径均为0.65mm,所述第一腔道、第二腔道和第三腔道距离管体边缘的最小距离均为0.2mm。所述功能腔道的横截面为圆形。所述功能腔道为引流腔道、导丝腔道、通气腔道和止血腔道中的至少一种。
42.本实施例还提供一种上述的医用聚四氟乙烯三腔管的制备方法,包括:
43.步骤1、混料:先用10#筛网对聚四氟乙烯分散树脂进行过筛,放入可密封的罐子中,随后加入润滑油,将罐子固定在风车式搅拌机上,风车式搅拌机的转速为30r/min,使得罐子内的聚四氟乙烯分散树脂与润滑油混合均匀,将罐子密封后放入31℃条件下水浴储藏至少8h使罐子内的混合料充分熟化。
44.其中聚四氟乙烯分散树脂的体积密度为0.550g/ml,平均粒径为300μm,含水率小于0.04%。其中润滑油为煤油烃液体润滑油,其添加量为聚四氟乙烯分散树脂的25%。
45.步骤2、预成型:将步骤1中已充分熟化的混合料,放入预成型压机中,以50mm/min的速度,施加3mpa压力,保压5min,即可获得预成型坯。
46.步骤3、推压挤出:将步骤2中获得的预成型坯,放入推压挤出机的料腔中,在推压挤出机的机头处安装并固定好多腔模具(如图1所示,多腔模具包括模具固定块104、多腔芯模106、外模107、法兰压盖108、卡套110和芯杆过渡组件111)等装置;开启挤出驱动装置,挤出驱动装置驱动推压挤出机的柱塞推头101向下缓慢压入料腔,按照设定的速度推压,通过连接在推压挤出机上的多腔模具的出孔(即多腔芯模106与外模107之间的出孔)挤出预制管件。其中推压挤出机为立式挤出机,挤出驱动装置为油压机,柱塞推头101推压速度为120mm/min。
47.步骤4、干燥、烧结、冷却:预制管件经干燥区去除润滑油,再经烧结、冷却工艺即可获得透明、光滑、尺寸均匀的聚四氟乙烯三腔管201。
48.实施例3:
49.本实施例提供了一种医用聚四氟乙烯三腔管,包括管体,所述管体具有三个功能腔道,三个功能腔道具体为第一腔道、第二腔道和第三腔道,所述管体的外径尺寸为2.48mm,所述第一腔道的直径为1.00mm,所述第二腔道和第三腔道的直径均为0.75mm,所述第一腔道、第二腔道和第三腔道距离管体边缘的最小距离均为0.2mm。所述功能腔道的横截面为圆形。所述功能腔道为引流腔道、导丝腔道、通气腔道和止血腔道中的至少一种。
50.本实施例还提供一种上述的医用聚四氟乙烯三腔管的制备方法,包括:
51.步骤1、混料:先用10#筛网对聚四氟乙烯分散树脂进行过筛,放入可密封的罐子中,随后加入润滑油,将罐子固定在风车式搅拌机上,风车式搅拌机的转速为30r/min,使得罐子内的聚四氟乙烯分散树脂与润滑油混合均匀,将罐子密封后放入29℃条件下水浴储藏至少8h使罐子内的混合料充分熟化。
52.其中聚四氟乙烯分散树脂的体积密度为0.350g/ml,平均粒径为700μm,含水率小于0.04%。其中润滑油为煤油烃液体润滑油,其添加量为聚四氟乙烯分散树脂的20%。
53.步骤2、预成型:将步骤1中已充分熟化的混合料,放入预成型压机中,以50mm/min的速度,施加3mpa压力,保压3min,即可获得预成型坯。
54.步骤3、推压挤出:将步骤2中获得的预成型坯,放入推压挤出机的料腔中,在推压挤出机的机头处安装并固定好多腔模具(如图1所示,多腔模具包括模具固定块104、多腔芯模106、外模107、法兰压盖108、卡套110和芯杆过渡组件111)等装置;开启挤出驱动装置,挤出驱动装置驱动推压挤出机的柱塞推头101向下缓慢压入料腔,按照设定的速度推压,通过连接在推压挤出机上的多腔模具的出孔(即多腔芯模106与外模107之间的出孔)挤出预制管件。其中推压挤出机为立式挤出机,挤出驱动装置为油压机,柱塞推头101推压速度为
80mm/min。
55.步骤4、干燥、烧结、冷却:预制管件经干燥区去除润滑油,再经烧结、冷却工艺即可获得透明、光滑、尺寸均匀的聚四氟乙烯三腔管201。
56.上述实施例中使用的推压挤出机的机头装配如图1所示,推压挤出机主要包括柱塞推头101、缸体102、内模连接杆103、料腔105,多腔模具包括模具固定块104、多腔芯棒106、外模107、法兰压盖108、螺栓109、卡套110和芯杆过渡组件111;多腔芯棒106安装于芯杆过渡组件111的下部,通过螺纹连接,芯杆过渡组件111安装于内模连接杆103的下部,通过螺纹连接,安装时从左向右拧紧连接;所述的外模107安装于多腔芯棒106的底部,所述的外模107与模具固定块104由法兰压盖108上的四颗螺丝压紧,所述的螺栓109自下而上穿过卡套110与缸体102从左向右拧紧连接,从而使得模具固定块104与缸体102连接。
57.如图2中(a)、(b)所示,所述多腔芯棒106总长度为40-50mm,包括依次连接的螺纹区1061、圆柱区1062、圆锥区1063以及芯棒1064;其中螺纹区1061连接芯杆过渡组件111,圆柱区1062的长度优选为多腔芯棒106总长度的20-30%,圆锥区1063的圆锥角优选为30
°
,芯棒1064的长度优选为多腔芯棒106总长度的50-60%;所述多腔芯棒106材质为金属铜。
58.图3中(a)和(b)为医用聚四氟乙烯三腔管制品的立体示意图和径向剖视示意图,本发明提供的多腔管至少具有以下的优点:
59.本发明提供的多腔管为三腔功能腔道设计,依次沿径向均匀排列,沿轴向平行且互不联通,包括引流、通气、止血、可视、局部麻醉等至少一种的内部腔道,管体直径较小,内外部光滑,摩擦系数低,用于肛肠科,有效减轻病人的痛苦。
60.将预制成型坯放入料腔105,推压挤出前,将模具固定块104安装于料腔105底部;安装多腔芯棒106、法兰压盖108及外模107等。安装好后,开启挤出驱动装置,挤出驱动装置驱动柱塞推头101向下驱动接触料腔105中的坯料,按照设定的速度推压;通过多腔模具的出孔挤出预制管件,预制管件再经干燥、烧结、冷却等工艺可获得如图3所示的多腔管制品。
61.以上所述,仅是本发明的几个实施例,并非对本发明做任何形式的限制,虽然以较佳实施例揭示如上,然后并非用以限制本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。