1.本实用新型涉及搅拌摩擦焊接技术领域,特别是涉及一种无针搅拌摩擦点焊装置。
背景技术:
2.搅拌摩擦点焊作为在搅拌摩擦焊基础上发展起来的一种新型固相焊接技术,由于其接头质量高、变形小、焊接质量稳定以及节省能源等一系列优点,在航空航天、汽车等制造领域具有较大优势。特别是,搅拌摩擦点焊焊接时没有使材料发生熔化和凝固的过程,解决了铝合金传统熔化焊中容易产生气孔、裂纹、接头残余应力和残余变形较大的问题。
3.但是,在搅拌摩擦点焊的应用中由于搅拌针的存在,难以实现对软轻质铝合金薄板材料的焊接,并且,采用搅拌摩擦点焊技术在焊接后接头的表面会产生匙孔缺陷,影响接头表面的质量,使得接头的性能降低。
4.针对上述问题,2007年kim等人在《surface friction welding of thin metal sheets》,《 key engineering materials》,2007 ,345-346,1477-1480(《薄金属板的表面摩擦焊接》,《关键工程材料》,出版年份2007年 ,第345-346卷:第1477-1480页)中提出了无针搅拌摩擦点焊。无针搅拌摩擦点焊技术相较于传统的搅拌摩擦点焊技术,其最大的区别是没有搅拌针,通过加工有沟槽等形貌特征的搅拌头轴肩与待焊金属摩擦产热,使焊缝区金属温度升高并产生热塑性流动,焊核区原始搭接界面消失,最终形成点焊接头,经过相关研究,证实此技术可形成更为良好的焊接接头,尤其适用于1.5mm以下的薄板材料焊接。但是依然存在不足,具体如下所述:
5.采用无针搅拌摩擦点焊技术进行焊接时,搅拌头与母材接触的初期摩擦区产生的温度不足以使金属融化,反而搅拌头会切割母材产生金属碎屑,并且搅拌头的转动还会使得金属屑飞溅散落在母材的表面,污染待焊接的区域,对接头的焊接质量造成不利影响。
6.因此,采用无针搅拌摩擦点焊技术进行焊接时,如何抑制搅拌头切割母材所产生的金属碎屑的四散飞溅,从而避免金属碎屑污染待焊接的区域,是现有技术中亟待解决的技术问题。
技术实现要素:
7.本实用新型的目的在于:针对现有技术存在的,采用无针搅拌摩擦点焊技术进行焊接时,搅拌头与母材接触的初期摩擦区产生的温度不足以使金属融化,反而搅拌头会切割母材产生金属碎屑,并且搅拌头的转动还会使得金属屑飞溅散落在母材的表面,污染待焊接的区域,对接头的焊接质量造成不利影响的问题,提供一种无针搅拌摩擦点焊装置。
8.为了实现上述目的,本实用新型采用的技术方案为:
9.一种无针搅拌摩擦点焊装置,包括驱动部件、围挡部件和搅拌头,所述搅拌头与所述驱动部件之间为可拆卸的连接,所述驱动部件可驱使所述搅拌头按照设定的转速转动,所述围挡部件包括套筒和支撑臂,所述套筒的内径大于所述搅拌头的外径,所述支撑臂一
端与所述驱动部件连接,另一端与所述套筒连接,所述支撑臂使所述套筒围绕所述搅拌头的外围固定,且所述套筒在固定状态下其底部与所述搅拌头的端部齐平。
10.优选地,所述支撑臂设置为可压缩回弹的支撑杆,所述支撑臂被压缩时其整体的长度缩短,所述搅拌头的端部可从所述套筒露出,压缩所述支撑臂的作用力消失时,所述支撑臂伸展恢复其原本的长度。
11.优选地,所述套筒的底部设置有翼板,所述翼板用于增大所述套筒与母材之间的接触面积。
12.优选地,所述翼板向背离所述套筒中心轴的一侧延伸设置。
13.优选地,所述套筒的侧壁上设置有若干通孔,所述通孔的孔径小于所述搅拌头切割母材所产生金属碎屑的最小粒径。
14.优选地,该无针搅拌摩擦点焊装置还包括正压吹气部件,所述正压吹气部件包括正压泵,输气管道和气嘴,所述气嘴设置在所述翼板上,所述输气管道一端连接所述正压泵,另一端连接所述气嘴,经所述正压泵加压处理后的空气可通过所述气嘴喷向母材的表面。
15.优选地,所述翼板与母材接触的一面还设置有柔性垫层,所述柔性垫层上设置有气体流道,所述气体流道的位置与所述气嘴相对应。
16.优选地,所述柔性垫层可拆卸的固定在所述翼板上。
17.优选地,该无针搅拌摩擦点焊装置还包括加工平台,所述加工平台用于放置待焊接的母材。
18.优选地,所述加工平台上设置有吸附装置,所述吸附装置能够产生负压使待焊接的母材贴附在所述加工平台的表面。
19.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
20.1、本实用新型所述的一种无针搅拌摩擦点焊装置,在所述搅拌头的外围设置所述套筒,在焊接过程中所述套筒可阻挡金属碎屑的四散飞溅,避免了金属碎屑污染待焊接的区域,进而确保了母材接头部位的焊接质量;
21.2、本实用新型所述的一种无针搅拌摩擦点焊装置,在所述套筒的侧壁上设置了若干所述通孔,所述搅拌头在高速旋转时产生气流通过所述通孔可流通到外部环境中,避免了所述套筒内部产生乱流,进而降低了金属碎屑被气流带动掉落到熔融状态焊核表面的风险,确保了焊核的成型质量;
22.3、本实用新型所述的一种无针搅拌摩擦点焊装置,还包括正压吹气部件,所述正压吹气部件包括正压泵,输气管道和气嘴,所述气嘴设置在所述翼板上,所述输气管道一端连接所述正压泵,另一端连接所述气嘴,经所述正压泵加压处理后的空气可通过所述气嘴喷向母材的表面。采用这种结构设置,在进行焊接前,能够进一步清除工件表面地污染物,再进一步提高了焊接接头的质量。本实施例中,所述正压泵固定在所述驱动部件上。
附图说明
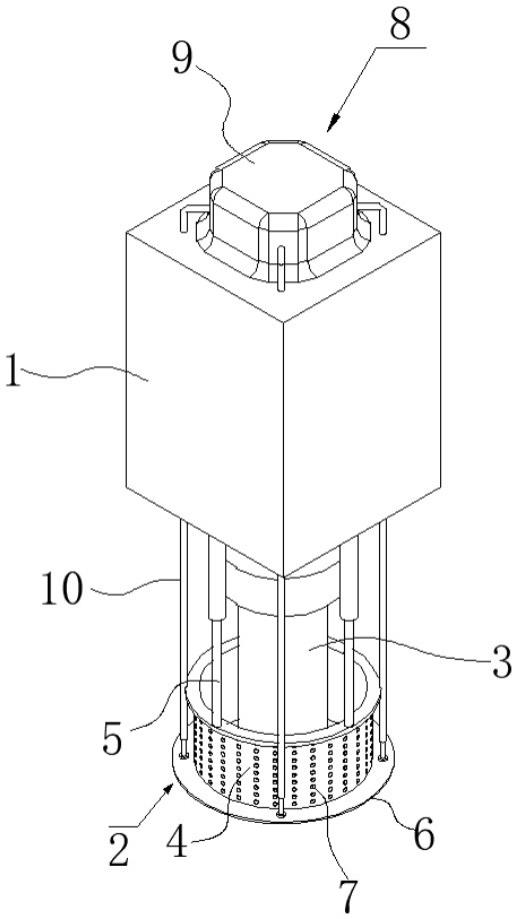
23.图1是一种无针搅拌摩擦点焊装置第一种实施方式的结构示意图;
24.图2是一种无针搅拌摩擦点焊装置中套筒的结构示意图;
25.图3是图2中a的结构示意图;
26.图4是一种无针搅拌摩擦点焊装置第二种实施方式的结构示意图。
27.图中标记:1-驱动部件,2-围挡部件,3-搅拌头,4-套筒,5-支撑臂,6-翼板,7-通孔,8-正压吹气部件,9-正压泵,10-输气管道,11-气嘴,12-柔性垫层,13-气体流道,14-加工平台,15-吸附装置。
具体实施方式
28.下面结合附图,对本实用新型作详细的说明。
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
30.实施例1,如图1至图3所示,本实用新型所述的一种无针搅拌摩擦点焊装置,包括驱动部件1、围挡部件2和搅拌头3,所述搅拌头3与所述驱动部件1之间为可拆卸的连接,所述驱动部件1可驱使所述搅拌头3按照设定的转速转动,所述围挡部件2包括套筒4和支撑臂5,所述套筒4的内径大于所述搅拌头3的外径,所述支撑臂5一端与所述驱动部件连接,另一端与所述套筒4连接,所述支撑臂5使所述套筒4围绕所述搅拌头3的外围固定,且所述套筒4在固定状态下其底部与所述搅拌头3的端部齐平。
31.采用本新型所述的一种无针搅拌摩擦点焊装置,在所述搅拌头3的外围设置所述套筒4,在焊接过程中所述套筒4可阻挡金属碎屑的四散飞溅,避免了金属碎屑污染待焊接的区域,进而确保了母材接头部位的焊接质量。
32.具体地,无针搅拌摩擦点焊分为三个步骤:1、下压阶段所述搅拌头3下压,与母材紧密结合产生摩擦热,母材达到塑性状态;2、停留阶段所述搅拌头3垂直方向保持静止,所述搅拌头3不断旋转产生大量摩擦热形成焊核,板材在固相状态下形成接头;3、上升阶段所述搅拌头3上升,离开工件,焊接结束。本实施例中,所述驱动部件1设置为伺服电机,如此可更为精准的控制所述搅拌头3的转动速度;所述搅拌头3的材料为 h10 低碳钢,轴肩上有着螺旋状花纹,其在焊接时可以增强材料流动,有利于提高焊接接头的质量。
33.作为优选的实施方案,在上述方式基础上,进一步的,所述支撑臂5设置为可压缩回弹的支撑杆,所述支撑臂5被压缩时其整体的长度缩短,所述搅拌头3的端部可从所述套筒4露出,压缩所述支撑臂5的作用力消失时,所述支撑臂5伸展恢复其原本的长度。
34.具体地,本实施例中发明人考虑到,在实际的焊接操作中,母材的表面可能会出现不平整的情况,此时由于所述套筒4的阻挡可能会导致所述搅拌头3无法与母材表面充分接触的情况,进而对接头的焊接质量造成不利影响。基于此,本实施例中,将所述支撑臂5设置为可压缩回弹的支撑杆,在实际的焊接使用中,当所述套筒4与母材的表面接触后,持续施加作用力使得所述支撑臂5的长度压缩,进而所述搅拌头3的端部可充分露出,确保了所述搅拌头3与母材充分接触,进一步保证了焊接接头的质量。本实施例中所述支撑臂5设置为液压支撑杆,或者,气压支撑杆。
35.作为优选的实施方案,在上述方式基础上,进一步的,所述套筒4的底部设置有翼板6,所述翼板6用于增大所述套筒4与母材之间的接触面积。
36.本实施例中,所述翼板6的设置可提高所述套筒4与母材表面的配合紧密度,降低金属碎屑被甩出所述套筒4与母材配合间隙的风险,进一步避免了金属碎屑污染待焊接的
区域,进而确保了母材接头部位的焊接质量。并且,所述翼板6的设置还能提高所述套筒4的结构强度,降低所述套筒4底部在使用中变形损坏的风险,延长了本新型在实际使用中的寿命。
37.作为优选的实施方案,在上述方式基础上,进一步的,所述翼板6向背离所述套筒4中心轴的一侧延伸设置。本实施例中,相较于将所述翼板6设置在所述套筒4内部的方式,可避免金属碎屑在所述翼板6上的堆积,进而焊接部位发生变化时,可避免所述翼板6上携带的金属碎屑掉落污染待焊接的区域,进而进一步确保了母材接头部位的焊接质量。
38.作为优选的实施方案,在上述方式基础上,进一步的,所述套筒4的侧壁上设置有若干通孔7,所述通孔7的孔径小于所述搅拌头3切割母材所产生金属碎屑的最小粒径。
39.所述搅拌头3在高速旋转时会产生气流,特别是所述套筒4会阻断气流的流通,使得所述套筒4内部产生乱流,而金属碎屑在乱流的作用下会在所述套筒4不规则的运动,导致焊接过程中金属碎屑掉落到熔融状态焊核表面的风险急剧上升,影响了焊核的成型质量。基于此,本实施例中,在所述套筒4的侧壁上设置了若干所述通孔7,所述搅拌头3在高速旋转时产生气流通过所述通孔7可流通到外部环境中,避免了所述套筒4内部产生乱流,进而降低了金属碎屑被气流带动掉落到熔融状态焊核表面的风险,确保了焊核的成型质量。
40.实施例2,如图1至图3所示,本实用新型所述的一种无针搅拌摩擦点焊装置,在上述方式基础上,进一步的,该无针搅拌摩擦点焊装置还包括正压吹气部件8,所述正压吹气部件8包括正压泵9,输气管道10和气嘴11,所述气嘴11设置在所述翼板6上,所述输气管道10一端连接所述正压泵9,另一端连接所述气嘴11,经所述正压泵9加压处理后的空气可通过所述气嘴11喷向母材的表面。
41.具体地,在本实施例中,所述搅拌头3在下压阶段时,所述正压吹气部件8运行,使加压处理后的空气喷向母材的表面。采用这种结构设置,在进行焊接前,能够进一步清除工件表面地污染物,再进一步提高了焊接接头的质量。本实施例中,所述正压泵9固定在所述驱动部件1上。
42.作为优选的实施方案,在上述方式基础上,进一步的,所述翼板6与母材接触的一面还设置有柔性垫层12,所述柔性垫层12上设置有气体流道13,所述气体流道13的位置与所述气嘴11相对应。
43.具体地,本实施例中,所述柔性垫层12采用橡胶材料制成。本实施例中,所述柔性垫层12的设置可进一步减小所述套筒4与母材接触时的配合间隙,降低金属碎屑被甩出所述套筒4与母材配合间隙的风险,再进一步避免了金属碎屑污染待焊接的区域,进而确保了母材接头部位的焊接质量。并且,所述柔性垫层12的设置还能实现对母材表面的保护,降低所述套筒4划伤工件表面的风险。
44.作为优选的实施方案,在上述方式基础上,进一步的,所述柔性垫层12可拆卸的固定在所述翼板6上。
45.具体地,本实施例中,所述柔性垫层12粘接在所述翼板6的表面,或者,所述翼板6的边缘设置有卡扣,所述柔性垫层12通过卡扣固定在所述翼板6的表面。采用这种结构设置,方便所述柔性垫层12损坏时的更换操作,提高了本新型在实际使用中的易用性和实用性。
46.实施例3,如图4所示,本实用新型所述的一种无针搅拌摩擦点焊装置,在上述方式
基础上,进一步的,该无针搅拌摩擦点焊装置还包括加工平台14,所述加工平台14用于放置待焊接的母材。
47.作为优选的实施方案,在上述方式基础上,进一步的,所述加工平台14上设置有吸附装置15,所述吸附装置15能够产生负压使待焊接的母材贴附在所述加工平台14的表面。
48.具体地,所述吸附装置15包括负压机和负压管,所述加工平台14上设置有若干负压孔,所述负压管一端连接所述负压机,另一端连接所述负压孔。本实施例中所述吸附装置15的设置,可降低工件在焊接过程中出现位移的风险,再进一步提高了焊接接头的质量。
49.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。