1.本实用新型涉及一种结构改进型弹簧机头,属于弹簧设备技术领域。
背景技术:
2.弹簧机是生产弹簧的机械设备,钢丝从线架上送线,首先经过矫直,然后由成型轮进行卷簧变径,最后由切刀切断和推刀推出,完成一个弹簧的制作。现有技术“申请号:2019203029993”公开了一种用于弹簧机头的联动机构,其技术方案采用一个动力机构来同时驱动螺距调节块与切刀的动作,节约了一个电机的数量,而且,在转盘上设有多个连接孔,可根据两个机构的动作顺序及行程要求来进行调整,采用两连杆上下叠置的方式,使得设备紧凑不干涉,同时大大降低了设备的成本,其中公开了切刀相关的技术特征:“所述驱动块分别通过一连接杆铰接有一切刀连杆与一施力块,所述切刀连杆铰接于机架,其末端固定有一切刀”。
3.上述技术方案中的切刀虽然与螺距调节块采用同一动力机构,但仍然需要通过连接杆和切刀连杆来实现切刀和动力机构的连接,因此无法实现最大程度的降低制造成本;并且连接杆和切刀连杆在往复的传动过程中会产生机械噪音。
4.为此,如何提供一种降低制造成本和机械噪音的弹簧机头是本实用新型的研究目的。
技术实现要素:
5.针对上述技术的不足,本实用新型提供一种结构改进型弹簧机头,将切刀安装在弹簧机原有的成型轮轴承座上,通过成型轮调节电机驱动切刀下降切断弹簧。
6.为解决现有技术问题,本实用新型所采用的技术方案是:
7.一种结构改进型弹簧机头,包括机架,安装在该机架上的导线轮机构、送线机构、定刀座、卷簧机构和推出机构;其特征在于:所述卷簧机构包括成型轮、成型轮轴承座、成型轮调节电机和切刀;所述成型轮可转动地安装在所述成型轮轴承座上;所述成型轮轴承座通过滑轨滑块安装在所述机架上,其靠近所述成型轮的一端设有切刀安装槽;所述成型轮调节电机设在所述成型轮轴承座的上方,其输出轴末端设有第一转盘;所述第一转盘通过一连杆与所述成型轮轴承座连接,以驱动所述成型轮轴承座升降;所述切刀固定安装在所述切刀安装槽内。
8.进一步的,所述切刀的底端始终位于所述成型轮原点的上方。
9.进一步的,所述成型轮的外边沿一体成型设有线槽,后端一体成型设有转动轴。
10.进一步的,所述成型轮轴承座固定设有轴承;所述成型轮的转动轴插入所述轴承内,从而将所述成型轮可转动地安装在所述成型轮轴承座上。
11.进一步的,所述定刀座设在所述送线机构与所述成型轮之间,其顶端设有贯穿的穿线孔;所述切刀设在所述穿线孔的出口端上方。
12.进一步的,所述推出机构设在所述成型轮的下方;所述推出机构包括推刀、螺距调
节杆和推出电机;所述螺距调节杆通过滑块可滑动地安装在所述机架上;所述螺距调节杆上固定设有受力块,滑动设有施力块;所述推出电机安装在所述机架上,其输出轴末端设有第二转盘;所述第二转盘通过一连杆与所述施力块连接;所述推刀设在所述螺距调节杆远离所述推出电机的一端。
13.本实用新型的有益效果是:将切刀安装在弹簧机原有的成型轮轴承座上,通过成型轮调节电机驱动切刀下降切断弹簧,降低设备的制造成本和机械噪音。
附图说明
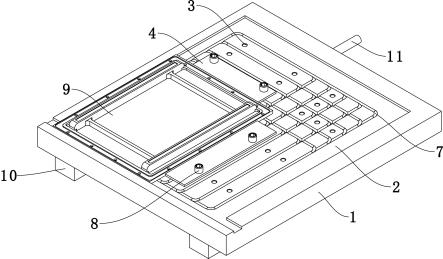
14.图1是本实用新型的结构示意图。
15.图2是本实用新型的主视图。
16.图3是本实用新型卷簧机构的结构示意图。
17.图4是本实用新型成型轮的结构示意图。
18.图5是本实用新型成型轮轴承座的结构示意图。
19.图6是本实用新型定刀座的结构示意图。
20.图7是本实用新型推出机构的结构示意图。
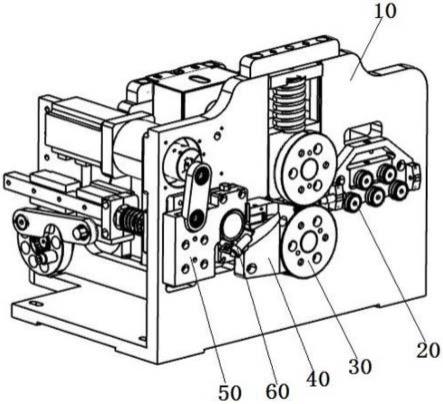
21.其中:机架10、导线轮机构20、送线机构30、定刀座40、卷簧机构50、推出机构60、成型轮501、成型轮轴承座502、成型轮调节电机503、切刀504、第一转盘505、切刀安装槽5021、轴承5022、线槽5011、转动轴5012、穿线孔401、推刀601、螺距调节杆602、推出电机603、受力块604、施力块605、第二转盘606。
具体实施方式
22.为了使本领域技术人员更加理解本实用新型的技术方案,下面结合附图1-7对本实用新型做进一步分析。
23.如图1-7所示,一种结构改进型弹簧机头,包括机架10,安装在该机架10上的导线轮机构20、送线机构30、定刀座40、卷簧机构50和推出机构60;其特征在于:所述卷簧机构50包括成型轮501、成型轮轴承座502、成型轮调节电机503和切刀504;所述成型轮501可转动地安装在所述成型轮轴承座502上;所述成型轮轴承座502通过滑轨滑块安装在所述机架10上,其靠近所述成型轮501的一端设有切刀安装槽5021;所述成型轮调节电机503设在所述成型轮轴承座502的上方,其输出轴末端设有第一转盘505;所述第一转盘505通过一连杆与所述成型轮轴承座502连接,以驱动所述成型轮轴承座502升降;所述切刀504固定安装在所述切刀安装槽5021内。
24.本实施例中,优选地,所述成型轮501的外边沿一体成型设有线槽5011,由送线机构30输送过来的钢丝与成型轮501的线槽5011接触后被卷制成弹簧;后端一体成型设有转动轴5012。
25.本实施例中,优选地,所述成型轮轴承座502固定设有轴承5022;所述成型轮501的转动轴5012插入所述轴承5022内,从而将所述成型轮501可转动地安装在所述成型轮轴承座502上。
26.本实施例中,优选地,所述定刀座40设在所述送线机构30与所述成型轮501之间,其顶端设有贯穿的穿线孔401,定刀座40主要起定位作用,使钢丝的位置不会发生偏移;所
述切刀504设在所述穿线孔401的出口端上方,弹簧成型后切刀504下降切断钢丝。
27.本实施例中,优选地,所述推出机构60设在所述成型轮501的下方;所述推出机构60包括推刀601、螺距调节杆602和推出电机603;所述螺距调节杆602通过滑块可滑动地安装在所述机架10上;所述螺距调节杆602上固定设有受力块604,滑动设有施力块605;所述推出电机603安装在所述机架10上,其输出轴末端设有第二转盘606;所述第二转盘606通过一连杆与所述施力块605连接;所述推刀601设在所述螺距调节杆602远离所述推出电机603的一端,推出电机603驱动第二转盘606转动,通过连杆推动施力块605沿螺距调节杆602滑动,并推动受力块604移动,通过受力块604带动螺距调节杆602滑动,从而使推刀601移动,推刀601往前移动时推出成型后的弹簧。
28.本实用新型使用时:通过成型轮调节电机503驱动成型轮轴承座502上升或下降,以调整成型轮501的位置来满足不同直径弹簧的生产要求(钢丝与成型轮501的接触点始终位于成型轮501原点的下方,避免切刀504影响卷簧),钢丝经过导线轮机构20后,由送线机构30输送至卷簧机构50,钢丝与成型轮501的线槽5011接触后被卷制成弹簧,弹簧成型后,送线机构30停止送线,由成型轮调节电机503驱动成型轮轴承座502下降,使切刀504下降切断定刀座40穿线孔401出口端的钢丝,然后由推出机构60的推刀601将弹簧推出。
29.本技术应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。