1.本发明是一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,属于纺织针筒领域。
背景技术:
2.针织大圆机,学名针织圆形纬编机或者叫做针织圆纬机,由于针织大圆机的成圈系统在企业里称作进纱路数或成圈路数,简称路数多,转速高、产量高、花形变化快、织物品质好、工序少、产品适应性强,且大圆机对应的横织和纵织出针需要适配针筒和上下心脏框轨件形成插片输出适配申克圈压装成型提花单双面针织的操作效果,所以发展很快且多元化,目前技术公用的待优化的缺点有:
3.常规的钢材取料进行针筒和心脏圈口的压装冲锻成型后通过简易抛光修整容易直接放入车床进行铣槽操作,导致后续成型的针筒盘架和心脏件受到不同车铣程度内部的钢材致密度不均,造成后续装配大圆机中容易产生整体盘架的刚性碰撞开裂和氧化崩裂的易脆变形现象,对应后续大圆机装配后的耐用度不足且缩短使用寿命因为前期加工质量得不到合格率的保证。
技术实现要素:
4.针对现有技术存在的不足,本发明目的是提供一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,以解决常规的钢材取料进行针筒和心脏圈口的压装冲锻成型后通过简易抛光修整容易直接放入车床进行铣槽操作,导致后续成型的针筒盘架和心脏件受到不同车铣程度内部的钢材致密度不均,造成后续装配大圆机中容易产生整体盘架的刚性碰撞开裂和氧化崩裂的易脆变形现象,对应后续大圆机装配后的耐用度不足且缩短使用寿命因为前期加工质量得不到合格率的保证的问题。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,其结构包括:冲裁锻压机、针筒心脏套件、地热炉筒槽、针筒铣槽机、铣槽针筒环,所述针筒心脏套件安装于地热炉筒槽内部的顶端上并且轴心共线,所述地热炉筒槽通过针筒心脏套件与针筒铣槽机机械连接,所述铣槽针筒环安装于针筒铣槽机的工作台面上,所述针筒心脏套件安装于冲裁锻压机的内部,所述地热炉筒槽设有水泥地块、架钢框口槽、厚电热贴片、地热炉槽,所述架钢框口槽嵌套于地热炉槽的顶部上并且轴心共线,所述架钢框口槽与地热炉槽均插嵌在水泥地块的内部,所述厚电热贴片设有两个以上并且均围绕地热炉槽的轴心内环面紧贴在一起,所述针筒心脏套件安装于架钢框口槽的内部并且轴心共线。
6.为优化上述技术方案,进一步采取的措施为:
7.作为本发明的进一步改进,所述冲裁锻压机由机床顶壳体、液压柱机架、模具盘压座、工作台、床身基座组成,所述液压柱机架插嵌在模具盘压座的顶部上,所述模具盘压座与工作台采用间隙配合,所述工作台嵌套于床身基座的顶部上,所述液压柱机架与模具盘
压座均安装于机床顶壳体的内部,所述机床顶壳体焊接在床身基座的顶部上并且相互垂直。
8.作为本发明的进一步改进,所述模具盘压座由内纹环轨槽、压刀嵌环架、模具压板座组成,所述内纹环轨槽与压刀嵌环架嵌套成一体并且轴心共线,所述内纹环轨槽与压刀嵌环架均安装于模具压板座的内部。
9.作为本发明的进一步改进,所述针筒心脏套件由申克圈环轨、针筒内胆壳、厚盖环框、心脏环框块组成,所述申克圈环轨嵌套于针筒内胆壳的顶部上并且轴心共线,所述厚盖环框嵌套于心脏环框块的顶部上,所述针筒内胆壳插嵌在心脏环框块的内部并且轴心共线。
10.作为本发明的进一步改进,所述架钢框口槽由框圈口、双层环槽、内胆架槽组成,所述框圈口嵌套于双层环槽的顶部上并且轴心共线,所述内胆架槽安装于双层环槽的内部并且轴心共线。
11.作为本发明的进一步改进,所述厚电热贴片由电缆线、铝合金厚板、电热圈组成,所述电缆线设有两个并且均竖直贯穿铝合金厚板的内部,所述铝合金厚板与电热圈嵌套成一体并且处于同一竖直面上。
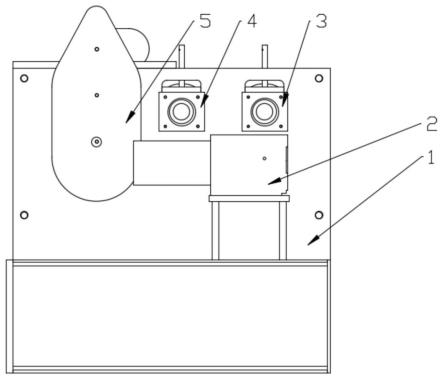
12.作为本发明的进一步改进,所述针筒铣槽机由电机、轨道立架板、铣刀机座、托料台盘座、基座块组成,所述电机安装于轨道立架板的前侧,所述轨道立架板与铣刀机座采用间隙配合,所述托料台盘座嵌套于基座块的顶部上,所述轨道立架板焊接在基座块后侧的顶部上并且相互垂直。
13.作为本发明的进一步改进,所述铣刀机座由升降滑座、铣刀体、桁架管组成,所述铣刀体插嵌在桁架管的左侧并且相互垂直,所述桁架管水平贯穿升降滑座的底部。
14.作为本发明的进一步改进,所述铣槽针筒环由入线孔槽、横织针盘、纵织针盘、插片针槽组成,所述插片针槽设有两个以上并且均围绕纵织针盘的轴心插嵌在一起,所述纵织针盘与横织针盘嵌套成一体并且轴心共线,所述入线孔槽设有两个以上并且均围绕横织针盘的内环嵌套在一起。
15.有益效果
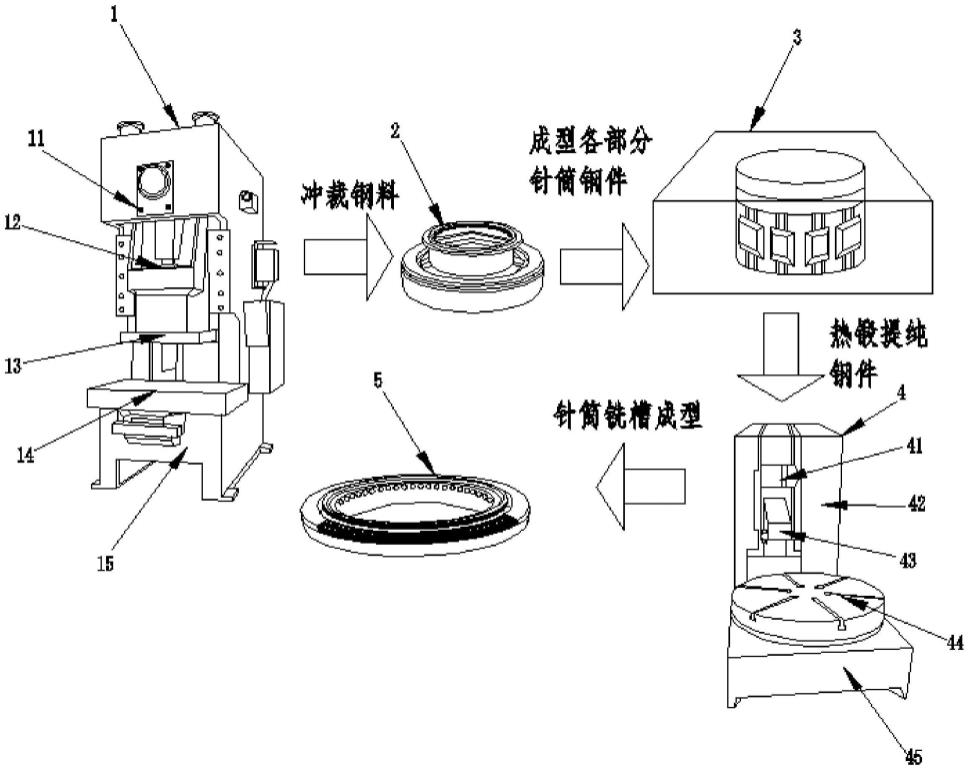
16.本发明一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,工作人员通过将成块的钢材料放置在冲裁锻压机内适配冲裁和锻压成型针筒心脏套件的申克圈环轨、针筒内胆壳、厚盖环框、心脏环框块四个组装嵌套成型针筒盘架,让地热炉筒槽的水泥地块内置架钢框口槽与地热炉槽组装适配厚电热贴片贴装环形架构辅助加热,让框圈口宽口收料再通过双层环槽内的内胆架槽架护针筒套件,让内埋导线导通电缆线对接铝合金厚板与电热圈形成上千度高位热锻内置提纯精钢成型的操作效果,使针筒铣槽机的电机启动在轨道立架板上吊装铣刀机座对位托料台盘座与基座块的边侧顶部上升降适配车铣操作针筒的针槽,让升降滑座通过桁架管穿插桁架立刀的铣刀体对正铣槽针筒环的入线孔槽与横织针盘外围和纵织针盘与插片针槽的外围形成由内到外的针槽排缝环形加工车铣操作的效果,让圆筒针织机针筒盘架的热锻成型冲压机组流水线得到严密配合和钢材辅助心脏件与针筒件的精钢提炼冲锻强化成型耐用抗形变操作效果。
17.本发明操作后可达到的优点有:
18.运用针筒心脏套件与地热炉筒槽相配合,通过冲裁锻压机冲裁钢料成型针筒心脏
套件的各部分大圆机针筒钢件后,将申克圈环轨、针筒内胆壳、厚盖环框、心脏环框块均内置地热炉筒槽的架钢框口槽进行厚电热贴片与地热炉槽组合热锻提纯精钢致密度的收缩操作,提升后续针筒铣槽机车铣槽成型的刚性强度和辅助后续装配防碰撞形变的刚性合格度安全耐用操作效果,提升整体圆筒针织机的铣槽针筒环盘架热锻成型流水线加工合格率提升且保证后续针织设备组装生产使用寿命。
附图说明
19.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显:
20.图1为本发明一种圆筒针织机针筒盘架的热锻成型冲压机组流水线的结构示意图。
21.图2为本发明模具盘压座详细的仰视剖面结构示意图。
22.图3为本发明针筒心脏套件详细的爆炸立体结构示意图。
23.图4为本发明地热炉筒槽详细的立体透视结构示意图。
24.图5为本发明架钢框口槽工作状态的立体透视结构示意图。
25.图6为本发明厚电热贴片工作状态的立体透视结构示意图。
26.图7为本发明铣刀机座详细的立体放大结构示意图。
27.图8为本发明铣槽针筒环详细的立体结构示意图。
28.附图标记说明:冲裁锻压机-1、针筒心脏套件-2、地热炉筒槽-3、针筒铣槽机-4、铣槽针筒环-5、机床顶壳体-11、液压柱机架-12、模具盘压座-13、工作台-14、床身基座-15、内纹环轨槽-131、压刀嵌环架-132、模具压板座-133、申克圈环轨-21、针筒内胆壳-22、厚盖环框-23、心脏环框块-24、水泥地块-31、架钢框口槽-32、厚电热贴片-33、地热炉槽-34、框圈口-321、双层环槽-322、内胆架槽-323、电缆线-331、铝合金厚板-332、电热圈-333、电机-41、轨道立架板-42、铣刀机座-43、托料台盘座-44、基座块-45、升降滑座-431、铣刀体-432、桁架管-433、入线孔槽-51、横织针盘-52、纵织针盘-53、插片针槽-54。
具体实施方式
29.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
30.实施例一:
31.请参阅图1-图8,本发明提供一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,其结构包括:冲裁锻压机1、针筒心脏套件2、地热炉筒槽3、针筒铣槽机4、铣槽针筒环5,所述针筒心脏套件2安装于地热炉筒槽3内部的顶端上并且轴心共线,所述地热炉筒槽3通过针筒心脏套件2与针筒铣槽机4机械连接,所述铣槽针筒环5安装于针筒铣槽机4的工作台面上,所述针筒心脏套件2安装于冲裁锻压机1的内部,所述地热炉筒槽3设有水泥地块31、架钢框口槽32、厚电热贴片33、地热炉槽34,所述架钢框口槽32嵌套于地热炉槽34的顶部上并且轴心共线,所述架钢框口槽32与地热炉槽34均插嵌在水泥地块31的内部,所述厚电热贴片33设有两个以上并且均围绕地热炉槽34的轴心内环面紧贴在一起,所述针筒心脏套件2安装于架钢框口槽32的内部并且轴心共线。
32.请参阅图3,所述针筒心脏套件2由申克圈环轨21、针筒内胆壳22、厚盖环框23、心脏环框块24组成,所述申克圈环轨21嵌套于针筒内胆壳22的顶部上并且轴心共线,所述厚盖环框23嵌套于心脏环框块24的顶部上,所述针筒内胆壳22插嵌在心脏环框块24的内部并且轴心共线,通过针筒内胆壳22与心脏环框块24形成内外嵌件组合成型大圆机核心部件成型的操作效果。
33.请参阅图5,所述架钢框口槽32由框圈口321、双层环槽322、内胆架槽323组成,所述框圈口321嵌套于双层环槽322的顶部上并且轴心共线,所述内胆架槽323安装于双层环槽322的内部并且轴心共线,通过双层环槽322与内胆架槽323形成顶部辅助嵌件贴合内置同步组合热锻提炼精钢的复合操作效果。
34.请参阅图6,所述厚电热贴片33由电缆线331、铝合金厚板332、电热圈333组成,所述电缆线331设有两个并且均竖直贯穿铝合金厚板332的内部,所述铝合金厚板332与电热圈333嵌套成一体并且处于同一竖直面上,通过铝合金厚板332与电热圈333形成电热传递铝热扩散持续升温地热炉体煅烧的操作效果。
35.请参阅图7,所述针筒铣槽机4由电机41、轨道立架板42、铣刀机座43、托料台盘座44、基座块45组成,所述电机41安装于轨道立架板42的前侧,所述轨道立架板42与铣刀机座43采用间隙配合,所述托料台盘座44嵌套于基座块45的顶部上,所述轨道立架板42焊接在基座块45后侧的顶部上并且相互垂直,通过铣刀机座43与托料台盘座44形成一个横纵直角立面的稳定升降车铣加工坐标操作效果。
36.请参阅图1,所述铣刀机座43由升降滑座431、铣刀体432、桁架管433组成,所述铣刀体432插嵌在桁架管433的左侧并且相互垂直,所述桁架管433水平贯穿升降滑座431的底部,通过铣刀体432侧位架护顺着升降滑座431形成整体稳步缓速升降车铣针缝槽高精度加工的操作效果。
37.请参阅图8,所述铣槽针筒环5由入线孔槽51、横织针盘52、纵织针盘53、插片针槽54组成,所述插片针槽54设有两个以上并且均围绕纵织针盘53的轴心插嵌在一起,所述纵织针盘53与横织针盘52嵌套成一体并且轴心共线,所述入线孔槽51设有两个以上并且均围绕横织针盘52的内环嵌套在一起,通过横织针盘52与纵织针盘53形成复合针筒盘环组装单双面整合架护内置大圆机的操作效果。
38.工作流程:工作人员通过将成块的钢材料放置在冲裁锻压机1内适配冲裁和锻压成型针筒心脏套件2的申克圈环轨21、针筒内胆壳22、厚盖环框23、心脏环框块24四个组装嵌套成型针筒盘架,让地热炉筒槽3的水泥地块31内置架钢框口槽32与地热炉槽34组装适配厚电热贴片33贴装环形架构辅助加热,让框圈口321宽口收料再通过双层环槽322内的内胆架槽323架护针筒套件,让内埋导线导通电缆线331对接铝合金厚板332与电热圈333形成上千度高位热锻内置提纯精钢成型的操作效果,使针筒铣槽机4的电机41启动在轨道立架板42上吊装铣刀机座43对位托料台盘座44与基座块45的边侧顶部上升降适配车铣操作针筒的针槽,让升降滑座431通过桁架管433穿插桁架立刀的铣刀体432对正铣槽针筒环5的入线孔槽51与横织针盘52外围和纵织针盘53与插片针槽54的外围形成由内到外的针槽排缝环形加工车铣操作的效果,让圆筒针织机针筒盘架的热锻成型冲压机组流水线得到严密配合和钢材辅助心脏件与针筒件的精钢提炼冲锻强化成型耐用抗形变操作效果。
39.实施例二:
40.请参阅图1-图8,本发明提供一种圆筒针织机针筒盘架的热锻成型冲压机组流水线,其他方面与实施例1相同,不同之处在于:
41.请参阅图1,所述冲裁锻压机1由机床顶壳体11、液压柱机架12、模具盘压座13、工作台14、床身基座15组成,所述液压柱机架12插嵌在模具盘压座13的顶部上,所述模具盘压座13与工作台14采用间隙配合,所述工作台14嵌套于床身基座15的顶部上,所述液压柱机架12与模具盘压座13均安装于机床顶壳体11的内部,所述机床顶壳体11焊接在床身基座15的顶部上并且相互垂直,通过模具盘压座13与工作台14形成冲裁锻压的精准和快速严密合规格操作效果。
42.请参阅图2,所述模具盘压座13由内纹环轨槽131、压刀嵌环架132、模具压板座133组成,所述内纹环轨槽131与压刀嵌环架132嵌套成一体并且轴心共线,所述内纹环轨槽131与压刀嵌环架132均安装于模具压板座133的内部,通过内纹环轨槽131与压刀嵌环架132形成钢料收装和环切均质无缝钢适配同步冲裁锻压成型的操作效果。
43.通过工作人员将成块的钢材料放置在冲裁锻压机1的工作台14与床身基座15顶面适配机床顶壳体11吊装液压柱机架12对位模具盘压座13沉降内纹环轨槽131与压刀嵌环架132在模具压板座133内形成模具板冲裁锻压成型环形针筒部件的操作效果,且内纹环轨槽131与压刀嵌环架132圈口灵活可调适配压装尺寸套件成型高效。
44.本发明通过上述部件的互相组合,达到运用针筒心脏套件2与地热炉筒槽3相配合,通过冲裁锻压机1冲裁钢料成型针筒心脏套件2的各部分大圆机针筒钢件后,将申克圈环轨21、针筒内胆壳22、厚盖环框23、心脏环框块24均内置地热炉筒槽3的架钢框口槽32进行厚电热贴片33与地热炉槽34组合热锻提纯精钢致密度的收缩操作,提升后续针筒铣槽机4车铣槽成型的刚性强度和辅助后续装配防碰撞形变的刚性合格度安全耐用操作效果,提升整体圆筒针织机的铣槽针筒环5盘架热锻成型流水线加工合格率提升且保证后续针织设备组装生产使用寿命,以此来解决常规的钢材取料进行针筒和心脏圈口的压装冲锻成型后通过简易抛光修整容易直接放入车床进行铣槽操作,导致后续成型的针筒盘架和心脏件受到不同车铣程度内部的钢材致密度不均,造成后续装配大圆机中容易产生整体盘架的刚性碰撞开裂和氧化崩裂的易脆变形现象,对应后续大圆机装配后的耐用度不足且缩短使用寿命因为前期加工质量得不到合格率的保证的问题。
45.本文中所描述的具体实施例仅仅是对本发明作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。