1.本发明涉及轧钢工艺技术领域,具体地讲是一种生产无缝钢管的穿孔机管坯直径和毛管直径的匹配方法,主要用于无缝钢管的生产。
背景技术:
2.无缝钢管的生产任务是将具有一定外径和长度尺寸的实心的管坯加工制造成所需要的各种外径、壁厚和长度尺寸的成品无缝钢管;其热轧生产工艺过程一般为:
3.步骤1,将实心的管坯加热到适合变形的温度;
4.步骤2,通过穿孔机将加热好的具有一定外径和长度尺寸的实心管坯加工制造成所需要的外径、壁厚和长度规格的毛管;
5.步骤3,通过轧管机将毛管进行延伸轧制,减薄其壁厚,增加其长度;
6.步骤4,最后通过定径机或张力减径机获得所需要的各种外径、壁厚和长度规格的成品无缝钢管。
7.在上述步骤1中,加热炉将实心的管坯加热到适合变形的温度,工序中涉及到的几个重要参数:
8.管坯直径dp,穿孔前实心坯直径;
9.管坯长度lp,穿孔前实心坯长度,最大长度受限于加热炉的炉膛宽度,故有一个长度允许的最大值lpmax;
10.在上述步骤2中,在使用穿孔机将加热好的实心管坯穿成空心毛管的过程中,有几个重要的参数:
11.毛管直径dm,穿孔后空心坯的直径;
12.毛管壁厚sm,穿孔后空心坯的壁厚;
13.穿孔延伸系数μm,(注:k为加热炉烧损系数,一般取值0.97~0.99);
14.毛管长度lm,穿孔后空心坯长度:
15.lm=lp
×
μm..................(1)
16.lm≤lmmax,lmmax穿孔机后台允许的最大长度;
17.穿孔机扩径率δ,δ=(dm-dp)/dp
×
100%;
18.在上述步骤3和步骤4中,先通过轧管机将毛管进行延伸轧制,减薄其壁厚,然后通过定径机或张力减径机获得所需要的各种外径、壁厚和长度规格的成品钢管;
19.成品钢管直径dc,最终成品的直径;
20.成品钢管壁厚sc,最终成品钢管的壁厚;
21.从管坯到成品钢管总延伸系数μc,
22.成品钢管长度lc,切头长度为q,切头长度q与生产的钢管规格有关;
23.lc=lp
×
μ
c-q...............(2)
24.在穿孔机将实心的管坯穿成空心的毛管的工序中,管坯直径dp 有dp(1)、dp(2)......dp(n)几种规格;毛管直径dm有dm(1)、 dm(2)......dm(n)几种规格;现有技术是,用dp(1)穿制成dm(1);用dp(2)穿制成dm(2);用dp(n)穿制成dm(n);在钢管的变形工艺设计中,一般先根据成品外径dc设计穿孔机毛管直径dm,最后按照穿孔机扩径率δ≤30%的原则确定管坯的直径dp。
25.以上所述的lp、lm和lc三者之间的关系是,先初设一个lc,通过公式(1)和公式(2)计算得到lp、lm,如果lp、lm没有超过设备允许的最大值lpmax和lmmax,那么lc就是可生产的最大成品管长度了。如果lp、lm超过设备允许的最大值lpmax和lmmax,那么就只好减少成品管lc长度,重新计算lp、lm,直到lp、lm不超过设备允许的最大值lpmax和lmmax。
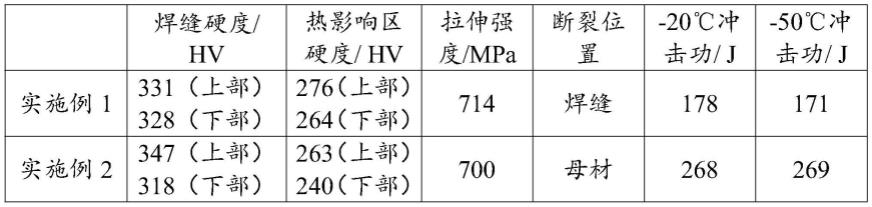
26.以生产356
×
10mm和356
×
40mm;457
×
10mm和457
×
40mm四个代表规格为例,所设计的lp、lm和lc尺寸见表1,其中lp、lm均未超过设备允许的最大值lpmax(lpmax=5m)和lmmax(lmmax=11m)。
27.表1
[0028][0029]
上述现有技术存在的主要问题是,在生产薄壁管钢管时存在小时产量低的问题。例如表1中,对于生产356
×
10mm,小时产量为104t/h, 457
×
10mm,小时产量为80t/h,均低于相同外径规格的厚壁管。
[0030]
中国专利cn107138532b在2018年公开了专利《一种生产薄壁无缝钢管的穿孔轧制方法及专用设备》,公开了一种生产薄壁无缝钢管的穿孔轧制方法及专用设备;该专利提供了一种穿孔扩径率δ> 30%穿孔轧制方法,该方法能够提高薄壁无缝钢管的小时产量,但未明确公开该专利技术与原已有技术在管坯直径与毛管直径方面如何优化匹配的方法。
[0031]
按照专利cn107138532b所述的方法,以生产356
×
10mm和356
ꢀ×
40mm;457
×
10mm和457
×
40mm四个代表规格为例,所设计的lp、 lm和lc尺寸见表2:
[0032]
表2
[0033][0034]
很显然,按照专利cn107138532b所述的方法,在生产厚壁钢管的情况下,由于受管坯最大长度lpmax=5m长度的限制,需要减少成品钢管的长度。对356
×
40mm规格来讲,成品钢管切头尾前长度由 13m减为8.72m;对457
×
40mm规格来讲,成品钢管切头尾前长度由13m减为10.6m。成品管长度的减少导致了切头损失较高。例如,对356
×
40mm规格来讲,切头损失由3.8%上升到5.7%;对457
×ꢀ
40mm规格来讲,切头损失由3.8%上升到4.7%。切头损失增加意味着增加了钢管的质量成本。
技术实现要素:
[0035]
本发明的目的是克服上述已有技术存在不足,而提供一种生产无缝钢管的穿孔机管坯直径和毛管直径的匹配方法。
[0036]
技术实现要素:
[0037]
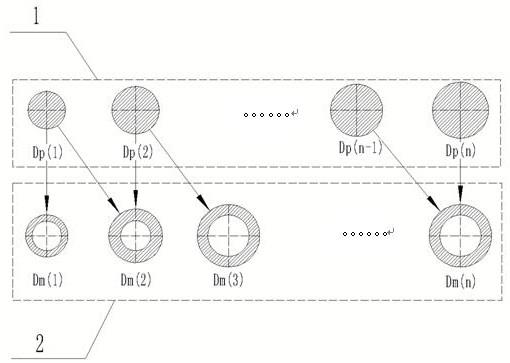
本发明提供的技术方案是:生产无缝钢管的穿孔机管坯直径和毛管直径的匹配方法,包括管坯直径和毛管直径,其特殊之处在于,所述的管坯直径从小到大依次为dp(1)、dp(2)......dp(n),所述的毛管直径从小到大依次为dm(1)、dm(2)、dm(n),采用管坯直径dp(1)生产毛管直径dm(1)和dm(2),采用管坯直径dp (2)生产毛管直径dm(2)和dm(3)两种......,采用管坯直径 dp(n-1)生产毛管直径dm(n-1)和dm(n)两种;二者为一对多和多对一的关系。
[0038]
进一步地,所述的管坯直径dp(1)生产毛管直径dm(1)、管坯直径dp(2)生产毛管直径dm(2)......管坯直径dp(n)生产毛管直径dm(n)时,穿孔机扩径率δ≤30%;所述的管坯直径dp(1)生产毛管直径dm(2)、管坯直径dp(2)生产毛管直径dm(3)...... 管坯直径dp(n-1)生产毛管直径dm(n)时,穿孔机扩径率δ>30%。
[0039]
本发明的有益效果:
[0040]
1、对于薄壁钢管采用管坯直径dp(1)生产毛管直径dm(2);采用管坯直径dp(2)生产毛管直径dm(3)......采用管坯直径dp (n-1)生产毛管直径dm(n)时,此时穿孔机扩径率δ>30%;穿孔机扩径率越大,说明采用的管坯直径越小,在单支钢管重量不变的前提下,管坯直径越小,生产效率就会越高;这主要是因为:在钢种相同的情况下,环形炉的小时加热支数主要取决于管坯的直径;随着管坯直径减小,管坯的加热时间缩短、同时炉内管坯布料支数增加,这两个因素同时导致了小时加热支数增加,在钢管单支重量不变的情况下,生产
钢管的小时产量增加,生产效率提高;
[0041]
2、对于厚壁钢管采用管坯直径dp(1)生产毛管直径dm(1);采用管坯直径dp(2)生产毛管直径dm(2)......采用管坯直径 dp(n)生产毛管直径dm(n)时,穿孔机扩径率δ≤30%,这样可以不降低厚壁成品管长度,不增加钢管的切头损失;这主要是因为:对于生产厚壁管时也采取增大穿孔机扩径率、减少管坯的直径的方法提高生产效率时,会带来另一个不利的结果,那就是管坯的长度会增加,导致超过加热炉允许的长度最大值lpmax,为了不超过加热炉允许的长度lpmax,只能减少成品管长度,在切头尾长度基本不变的情况下,减少成品管长度意味着增加了切头损失;因此,对于生产厚壁管宜于增大管坯直径,也就是说,穿孔机扩径率宜于取小值,这样可以不降低厚壁成品管长度,不增加钢管的切头损失;
[0042]
3、在生产相同的外径的成品无缝钢管时,对于薄壁管按照穿孔机扩径率δ≤30%,以选用较小的管坯直径,减少加热时间,提高无缝钢管的小时产量;对于厚壁管按照穿孔机扩径率δ>30%,以采用直径较大的管坯直径,不降低厚壁管的钢管长度,不增加切头损失;是一种既能够达到在生产薄壁管时,小时产量较高,同时在生产中厚壁钢管时又不增加切头损失的一种管坯直径与毛管直径的匹配方法。
附图说明
[0043]
图1是现有的管坯直径与毛管直径匹配示意图;
[0044]
图2是本发明的管坯直径与毛管直径匹配示意图。
具体实施方式
[0045]
为了更好地理解与实施,下面结合附图详细说明本发明。
[0046]
如图1、2所示,生产无缝钢管的穿孔机管坯直径和毛管直径的匹配方法,穿孔机变形工艺中,管坯规格1有dp(1)、dp(2)......dp(n)几种外径尺寸;毛管规格2有dm(1)、dm(2)......dm(n)几种外径尺寸;
[0047]
现有技术一般情况下是:用管坯直径dp(1)穿制成毛管直径 dm(1);用管坯直径dp(2)穿制成毛管直径dm(2)......用管坯直径dp(n)穿制成毛管直径dm(n);一般来讲,穿孔机扩径率δ≤30%;
[0048]
本发明采用管坯直径dp(1)不但能够穿制成毛管直径dm(1),同时还可以穿制成毛管直径dm(2);用管坯直径dp(2)不但能够穿制成毛管直径dm(2),同时还可以穿制成毛管直径dm(3)......;毛管直径dm(n)在用管坯直径dp(n)穿制的同时,还可以用管坯直径dp(n-1)穿制而成;
[0049]
当采用管坯直径dp(1)生产毛管直径dm(1);采用管坯直径 dp(2)生产毛管直径dm(2)......采用管坯直径dp(n)生产毛管直径dm(n)时,穿孔机扩径率δ≤30%;当采用管坯直径dp(1)生产毛管直径dm(2);采用管坯直径dp(2)生产毛管直径dm(3)...... 采用管坯直径dp(n-1)生产毛管直径dm(n)时,穿孔机扩径率δ>30%;
[0050]
例如,管坯直径有3种,分别是300mm、380mm、450mm;对应的毛管直径也有3种,分别是339mm、430mm、524mm。现有技术是:用管坯直径300mm穿制成毛管直径339mm;用管坯直径380mm穿制成毛管直径430mm、用管坯直径450mm穿制成毛管直径524mm。本发明的方法是用管坯直径300mm不但能够穿制成毛管直径339mm,同时还可以穿制成毛管直径430mm;用管坯
直径380mm不但能够穿制成毛管直径430mm,同时还可以穿制成毛管直径524mm;毛管直径524mm在用管坯直径450mm穿制的同时,还可以用管坯直径380mm穿制而成。
[0051]
当采用管坯直径380mm生产毛管直径430mm时,穿孔机扩径率δ=(430-380)/380
×
100%=13.16%<30%;采用管坯直径450生产524 时,穿孔机扩径率δ=(524-450)/450
×
100%=13.44%<30%.
[0052]
当采用管坯直径300mm生产毛管直径430mm时,穿孔机扩径率δ=(430-380)/450
×
100%=43.33%>30%;采用管坯直径380mm生产毛管直径524mm时,穿孔机扩径率δ=(524-380)/3800
×
100%=37.89%>30%。
[0053]
结合表1、表2和表3,具体表现在:
[0054]
1)在生产薄壁管时,穿孔机扩径率δ>30%,提高了薄壁管的生产效率;
[0055]
从表1和表3对比看出,对于生产相同的356
×
10成品规格来讲,由于管坯直径从380mm减小到300mm,生产节奏由52支/小时管增加到85支/小时,产能从104t/h提升到170t/h;对于生产相同的 457
×
10成品规格来讲,由于管坯直径从450mm减小到380mm,生产节奏由31支/小时管增加到52支/小时,产能从80t/h提升到135t/h。
[0056]
2)在生产厚壁管时,穿孔机扩径率δ≤30%,不降低厚壁管的成品管长度,不增加钢管的切头损失。
[0057]
从表2和表3对比看出,对于生产相同的356
×
40,长度为13 米的成品规格来讲,由于管坯直径从380mm减小到300mm,管坯长度由4.645m增加到7.452m,但是加热炉允许的加热长度为5m,超过了设备极限,如果不超过设备极限,管坯长度按照5米计算,成品钢管长度为8.72,切头损失由3.8%上升到5.7%;对于生产相同的457
×ꢀ
40,长度为13米的成品规格来讲,由于管坯直径从450mm减小到 380mm,管坯长度由4.371m增加到6.129m,但是加热炉允许的加热长度为5m,超过了设备极限,如果不超过设备极限,管坯长度按照5 米计算,成品钢管长度为10.62m,成品管长度由13m减少为10.6m,切头损失由3.8%上升到4.7%。切头损失增加意味着增加了钢管的质量成本。
[0058]
表3
[0059][0060][0061]
本发明的一种穿孔机管坯直径和毛管直径的匹配方法,可以进一步拓展其应用,例如:可以按照穿孔机扩径率δ>30%,新增加更小的管坯直径生产毛管直径339mm,来解决毛管直径339mm生产中存在的问题;也可以利用管坯直径450mm来开发生产更大的毛管直
径。
[0062]
应当理解的是,本说明书未详细阐述的技术特征都属于现有技术。尽管上面结合附图对本发明的实施方式进行了描述,但是本发明并不局限于上述具体的实施方式,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。