:
1.本实用新型涉及自动化设备技术领域,特指一种用于灌装设备的定位机构。
背景技术:
2.自动灌装机是一种可以自动将物料灌装到瓶体中的机器,不仅能够降低工人的劳动强度,还能提高灌装效率。
3.现有的自动灌装机在灌装过程中,采用底座上的治具对瓶体的底部进行定位,由于目前瓶体的瓶口一般都是国际标准大小,而瓶身的底部却五花八门,因此传统的灌装机对于不同的瓶体定位都需要更换定位治具,而在拆卸更换底座上的定位治时非常麻烦,不仅耗时费力,影响生产周期,而且更换过程中还需要拆卸其他零部件,经常拆装会影响机器运行的稳定性,进而影响机器的使用寿命。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种用于灌装设备的定位机构。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:一种用于灌装设备的定位机构,包括:用于托举起瓶体的承载台、若干个设置于所述承载台上方并用于对接所述瓶体与灌装机构的对位夹紧装置、设置于所述对位夹紧装置与所述承载台之间并用于定位所述瓶体中瓶口的u型定位套及用于驱动所述对位夹紧装置与所述u型定位套同步带动所述瓶体移动的驱动模组,所述u型定位套设置有若干个并与所述对位夹紧装置一一对应,且若干个所述u型定位套通过第一支撑托板支撑并与所述对位夹紧装置连动,所述u型定位套以能够快速拆装的方式卡装于所述第一支撑托板上。
7.进一步而言,上述技术方案中,所述u型定位套包括有能够滑动安装于所述第一支撑托板上的u型槽板及设置于所述u型槽板后端并用于与所述第一支撑托板卡紧固定的卡位块,所述第一支撑托板上设置有若干个用于安装所述u型槽板的第一u型槽,且每个所述第一u型槽板后端均设置有用于与所述卡位块匹配弹性卡紧固定的第一弹性卡位装置。
8.进一步而言,上述技术方案中,所述u型槽板的两侧成型有与所述第一u型槽的槽壁匹配对接的滑槽,所述卡位块的端部呈梨形或蘑菇型或棒槌型,所述第一弹性卡位装置包括有安装于所述第一支撑托板上并用于供所述卡位块插入的凹槽座及设置于所述凹槽座两侧并用于夹紧所述卡位块的弹性夹塞。
9.进一步而言,上述技术方案中,所述对位夹紧装置通过第二支撑托板与所述驱动模组连接,且所述第一支撑托板通过若干根第一连接柱安装于所述第二支撑托板的下方,所述第二支撑托板上环周成型有若干个用于安装所述对位夹紧装置的第一安装孔,所述u型定位套对应位于所述第一安装孔下方。
10.进一步而言,上述技术方案中,所述驱动模组与所述第二支撑托板之间还设置有
传动机构,该传动机构贯穿所述承载台并支撑抵压于所述第二支撑托板中心,且所述承载台随所述传动机构与所述u型定位套和所述对位夹紧装置同步运动。
11.进一步而言,上述技术方案中,所述传动机构包括有与所述第二支撑托板中心连接的中心齿轮轴及以能够上下活动调节的方式套设于所述中心齿轮轴上并与所述承载台连接的浮动调节传动模组,该浮动调节传动模组与所述驱动模组连接并能够带动所述中心齿轮轴旋转。
12.进一步而言,上述技术方案中,所述浮动调节传动模组包括有套设于所述中心齿轮轴上的传动内套筒、设置于所述传动内套筒两端并与所述中心齿轮轴啮合的第一花键套和第二花键套及套设安装于所述传动内套筒下端与用于与所述驱动模组连接的第一传动齿轮,所述承载台安装于所述传动内套筒的上端,且所述驱动模组中设置有与所述第一传动齿轮啮合的第二传动齿轮。
13.进一步而言,上述技术方案中,所述承载台下方设置有用于承接溢出多余渣料的漏料接盘,所述传动内套筒上套设有用于支撑所述漏料接盘的支撑套筒,该支撑套筒的两端与所述传动内套筒之间安装有第一轴承和第二轴承,所述中心齿轮轴下端安装有用于托举所述第一传动齿轮的轴套,所述第一传动齿轮与所述第二轴承之间设置有衬套。
14.进一步而言,上述技术方案中,所述对位夹紧装置包括有安装于所述第二支撑托板上的固定套筒、以可浮动的方式安装于所述固定套筒内并用于与所述瓶体对接卡紧的进料套管、安装于所述第二支撑托板上并用于将所述进料套管撬起的松瓶杠杆及若干个安装于所述固定套筒内并用于使所述进料套管复位以与所述瓶体卡紧的复位压簧,所述进料套管侧壁上安装有与所述复位压簧下端抵压的卡环,该进料套管下端成型有与所述瓶体中瓶口内壁卡紧抵压的卡合台阶。
15.进一步而言,上述技术方案中,所述第二支撑托板一侧设置有用于使所述对位夹紧装置松开所述瓶体的松瓶装置,所述松瓶装置包括有设置于所述第二支撑托板一侧并位于所述松瓶杠杆前端正上方的弧形压轨及设置于所述弧形压轨上并用于压下所述松瓶杠杆前端的下压装置,其中,所述松瓶杠杆前端被压下所述进料套管与所述瓶体脱离。
16.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:
17.1、本实用新型中采用u型定位套对瓶体进行定位,并由承载台对瓶体进行托举支撑,通过对位夹紧装置配合驱动模组带动瓶体移动切换工位,对于不同标准尺寸的瓶体只需更换不同的u型定位套即可匹配对其定位,而无需像传统那样更换定位治具,相比之下更简单快速。其次,通过采用u型定位套对瓶口进行定位,相较于传统对瓶体底部定位更加稳定。
18.2、将u型定位套采用可滑动的方式安装到第一支撑托板上的第一u型槽内,并由第一u型槽后端的第一弹性卡位装置将u型定位套的卡位块弹性夹紧,从而实现在安装u型定位套时仅需将u型定位套插入第一u型槽内,并使卡位块插入第一弹性卡位装置内即可固定,而在拆卸u型定位套时,由于卡位块与第一弹性卡位装置只是弹性夹紧,因此仅需将u型定位套用力向外拔出即可使卡位块从第一弹性卡位装置内脱离,便可快速将u型定位套从第一支撑托板上拆卸,拆装效率高。
附图说明:
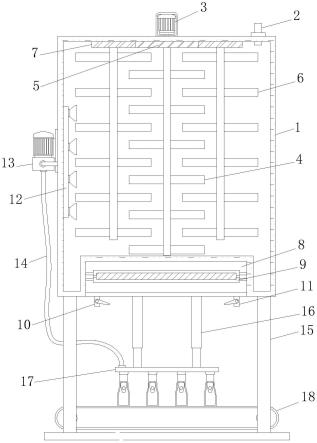
19.图1是本实用新型实施例一的工作示意图;
20.图2是本实用新型实施例二的工作示意图;
21.图3是本实用新型实施例三的工作示意图;
22.图4是本实用新型实施状态的内部传动结构图;
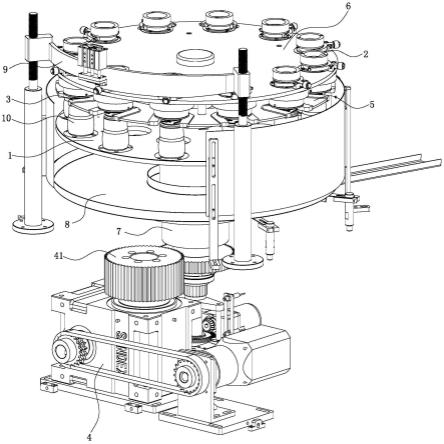
23.图5是本实用新型的结构示意图一;
24.图6是本实用新型的结构示意图二;
25.图7是图6中a处的局部放大图;
26.图8是本实用新型中u型定位套的立体图;
27.图9是本实用新型中传动机构的结构示意图;
28.图10是本实用新型中对位夹紧装置的结构示意图。
具体实施方式:
29.下面结合具体实施例和附图对本实用新型进一步说明。
30.见图1至图10所示,为一种用于灌装设备的定位机构,其包括:用于托举起瓶体10的承载台1、若干个设置于所述承载台1上方并用于对接所述瓶体10 与灌装机构的对位夹紧装置2、设置于所述对位夹紧装置2与所述承载台1之间并用于定位所述瓶体10中瓶口的u型定位套3及用于驱动所述对位夹紧装置2 与所述u型定位套3同步带动所述瓶体10移动的驱动模组4,所述u型定位套3 设置有若干个并与所述对位夹紧装置2一一对应,且若干个所述u型定位套3通过第一支撑托板5支撑并与所述对位夹紧装置2连动,所述u型定位套3以能够快速拆装的方式卡装于所述第一支撑托板5上。采用u型定位套3对瓶体10进行定位,并由承载台1对瓶体10进行托举支撑,通过对位夹紧装置2配合驱动模组4带动瓶体10移动切换工位,对于不同标准尺寸的瓶体10只需更换不同的 u型定位套3即可匹配对其定位,而无需像传统那样更换定位治具,相比之下更简单快速,拆装更加简单,不会影响到其他零部件,省时省力,保持机构长时间稳定运行。其次,通过采用u型定位套3对瓶口进行定位,相较于传统对瓶体 10底部定位更加稳定。
31.所述u型定位套3包括有能够滑动安装于所述第一支撑托板5上的u型槽板31及设置于所述u型槽板31后端并用于与所述第一支撑托板5卡紧固定的卡位块32,所述第一支撑托板5上设置有若干个用于安装所述u型槽板31的第一u 型槽51,且每个所述第一u型槽板31后端均设置有用于与所述卡位块32匹配弹性卡紧固定的第一弹性卡位装置52。将u型定位套3采用可滑动的方式安装到第一支撑托板5上的第一u型槽51内,并由第一u型槽51后端的第一弹性卡位装置52将u型定位套3的卡位块32弹性夹紧,从而实现在安装u型定位套3 时仅需将u型定位套3插入第一u型槽51内,并使卡位块32插入第一弹性卡位装置52内即可固定,而在拆卸u型定位套3时,由于卡位块32与第一弹性卡位装置52只是弹性夹紧,因此仅需将u型定位套3用力向外拔出即可使卡位块32 从第一弹性卡位装置52内脱离,便可快速将u型定位套3从第一支撑托板5上拆卸,拆装效率高。
32.所述u型槽板31的两侧成型有与所述第一u型槽51的槽壁匹配对接的滑槽 33,所述卡位块32的端部呈梨形或蘑菇型或棒槌型,所述第一弹性卡位装置52 包括有安装于所述第一支撑托板5上并用于供所述卡位块32插入的凹槽座521 及设置于所述凹槽座521两
侧并用于夹紧所述卡位块32的弹性夹塞522。
33.所述对位夹紧装置2通过第二支撑托板6与所述驱动模组4连接,且所述第一支撑托板5通过若干根第一连接柱53安装于所述第二支撑托板6的下方,所述第二支撑托板6上环周成型有若干个用于安装所述对位夹紧装置2的第一安装孔61,所述u型定位套3对应位于所述第一安装孔61下方。
34.所述驱动模组4与所述第二支撑托板6之间还设置有传动机构7,该传动机构7贯穿所述承载台1并支撑抵压于所述第二支撑托板6中心,且所述承载台1 随所述传动机构7与所述u型定位套3和所述对位夹紧装置2同步运动。
35.所述传动机构7包括有与所述第二支撑托板6中心连接的中心齿轮轴71及以能够上下活动调节的方式套设于所述中心齿轮轴71上并与所述承载台1连接的浮动调节传动模组72,该浮动调节传动模组72与所述驱动模组4连接并能够带动所述中心齿轮轴71旋转。采用浮动调节传动模组72与承载台1连接,使得承载台1的高度能够根据不同尺寸的瓶体10进行调节,从而实现对不同瓶体10 的托举,提升设备的通用性,同时浮动调节传动模组72在上下移动的过程中能够始终保持与驱动模组4及中心齿轮轴71连接并传递动力,从而保证在承载台 1调节前后依然能够保持与u型定位套3及对位夹紧装置2同步运动。
36.所述浮动调节传动模组72包括有套设于所述中心齿轮轴71上的传动内套筒 721、设置于所述传动内套筒721两端并与所述中心齿轮轴71啮合的第一花键套 722和第二花键套723及套设安装于所述传动内套筒721下端与用于与所述驱动模组4连接的第一传动齿轮724,所述承载台1安装于所述传动内套筒721的上端,且所述驱动模组4中设置有与所述第一传动齿轮724啮合的第二传动齿轮 41。
37.所述承载台1下方设置有用于承接溢出多余渣料的漏料接盘8,所述传动内套筒721上套设有用于支撑所述漏料接盘8的支撑套筒725,该支撑套筒725的两端与所述传动内套筒721之间安装有第一轴承726和第二轴承727,所述中心齿轮轴71下端安装有用于托举所述第一传动齿轮724的轴套728,所述第一传动齿轮724与所述第二轴承727之间设置有衬套729。
38.所述对位夹紧装置2包括有安装于所述第二支撑托板6上的固定套筒21、以可浮动的方式安装于所述固定套筒21内并用于与所述瓶体10对接卡紧的进料套管22、安装于所述第二支撑托板6上并用于将所述进料套管22撬起的松瓶杠杆23及若干个安装于所述固定套筒21内并用于使所述进料套管22复位以与所述瓶体10卡紧的复位压簧24,所述进料套管22侧壁上安装有与所述复位压簧 24下端抵压的卡环25,该进料套管22下端成型有与所述瓶体10中瓶口内壁卡紧抵压的卡合台阶221。
39.所述第二支撑托板6一侧设置有用于使所述对位夹紧装置2松开所述瓶体 10的松瓶装置9,所述松瓶装置9包括有设置于所述第二支撑托板6一侧并位于所述松瓶杠杆23前端正上方的弧形压轨91及设置于所述弧形压轨91上并用于压下所述松瓶杠杆23前端的下压装置92,其中,所述松瓶杠杆23前端被压下所述进料套管22与所述瓶体10脱离。
40.所述固定套筒21内设置有用于安装复位压簧24的限位槽26,所述进料套管22活动插设于固定套筒21中,所述卡环25安装于限位槽26内并与复位压簧 24抵压于,以使进料套管22具有向下运动的趋势,所述松瓶杠杆23通过支点安装在第二支撑托板6上,该松瓶杠杆23尾部为半圆形结构并与进料套管22侧面铰接。在复位压簧24的作用下,进料套管22保持
向下运动的趋势并通过卡合台阶221与瓶体10的开口边缘配合卡紧,达到定位作用。所述松瓶装置9还包括有用于支撑固定所述弧形压轨91的支柱93,所述弧形压轨91的后部下端呈斜面,该斜面从前往后逐渐向上倾斜,其中,瓶体出料装置设置于斜面的最下底端,当松瓶杠杆23随第二支撑托板6转动从弧形压轨91后端往前端移动时,松瓶杠杆23前端被逐渐压下,进而将后端的进料套管22翘起提升,使进料套管 22与瓶体10脱离,从而松开瓶体10,以便瓶体出料装置将瓶体10推出u型定位套3转移到出料机构中。而在下压装置92对松瓶杠杆23前端下压将进料套管 22提起后,由瓶体上料装置将瓶体10推送至u型定位套3内并处于进料套管22 的下方,待下压装置92放开松瓶杠杆23后,进料套管22在复位压簧24的作用下向下运动并通过卡合台阶221与瓶体10的开口边缘卡合以压紧瓶体10。
41.综上所述,本实用新型工作时,瓶体10由松瓶装置9的下压装置92处被瓶体上料装置推入u型定位套3内,由u型定位套3对瓶口进行定位,同时承载台 1将瓶体10托举起,以避免瓶体10内灌满物料后,瓶体10脱离u型定位套3;进一步,当驱动模组4通过传动机构7驱动第一支撑托板5和第二支撑托板6及承载台1旋转,并带动u型定位套3和对位夹紧装置2环周公转时,由u型定位套3推动瓶体10离开下压装置92处,此时,对位夹紧装置2中的松瓶杠杆23 脱离下压装置92的抵压,进料套管22在复位压簧24的作用下向下运动并通过卡合台阶221与瓶体10的开口边缘卡合以压紧瓶体10,使进料套管22与瓶体 10对接,方便后续灌装;进一步,驱动模组4推动剩余的u型定位套3和对位夹紧装置2依次从松瓶装置9经过,由瓶体上料装置将瓶体10逐个推入到u型定位套3内并由对位夹紧装置2夹紧,并且瓶体10经驱动模组4推动依次经过后续多个灌装和压实机构,从而实现多个瓶体10连续依次进行灌装,提升效率;进一步,当驱动模组4推动瓶体10环绕一周灌满物料回到松瓶装置9处时,松瓶杠杆23随第二支撑托板6转动从弧形压轨91后端往前端移动,使得松瓶杠杆 23前端被逐渐压下,进而将后端的进料套管22翘起提升,使进料套管22与瓶体10脱离,从而松开瓶体10,再由瓶体出料装置将瓶体10推出u型定位套3 转移到出料机构中。采用上述方案后,对于不同标准尺寸的瓶体10只需更换不同的u型定位套3即可匹配对其定位,而无需像传统那样更换定位治具,相比之下更简单快速。其次,通过采用u型定位套3对瓶口进行定位,相较于传统对瓶体10底部定位更加稳定。
42.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。