1.本实用新型涉及粘胶纤维加工技术领域,具体涉及一种粘胶短纤无搅拌熟成系统。
背景技术:
2.粘胶短纤是纤维素浆粕经过一系列物理化学反应生成纤维素黄酸酯溶解在碱溶液中,通过湿法纺丝制得。纤维素黄酸酯的制备的主要工序为浸渍、老成、黄化,黄化后浆粕中的纤维素已转化为纤维素黄酸酯,但其均匀性和可纺性还达不到连续纺丝要求,还需要经过熟成,使纤维素黄酸酯在一定温度下,放置一段时间,提高其凝聚力和均一性,达到纺丝工艺要求。
3.目前主流的粘胶短纤生产企业,通常都采用多个熟成桶串联,熟成桶相互之间利用螺杆输送泵提供粘胶持续流动的动力,而每个熟成桶内部都设有搅拌器,粘胶就是在流动和搅拌状态下进行熟成的,但是现有熟成系统中粘胶输送管路长,为了稳定存胶量和避免部分粘胶熟成不均匀,一般只能采用上进下出的方式输送粘胶,这便需要逐级使用螺杆输送泵提供动力,每个桶内还需要24h不间断搅拌,该系统生产制造成本高,而且在输送、搅拌过程中,又极易在粘胶中混入新的空气,降低粘胶的可纺性,同时,串联结构运行时的熟成桶不方便单独检修或清理。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供一种粘胶短纤无搅拌熟成系统,采用多个熟成桶并联的模式对粘胶进行熟成,可在保证粘胶可纺性的同时减小能源消耗,且便于熟成桶的单独检修和清理。
5.本实用新型的目的通过以下技术方案来实现:
6.一种粘胶短纤无搅拌熟成系统,包括进气主管、进胶主管、出胶主管和多个熟成桶,每个熟成桶上均设有空气支管、进胶支管、出胶支管、液位计、温度计和检修孔,空气支管设于熟成桶顶部,进胶支管、出胶支管、液位计、温度计和检修孔设于熟成桶底部,空气支管上设有进气阀和排空阀,进胶支管上设有进胶气动阀和进胶蝶阀,出胶支管上设有出胶气动阀和出胶蝶阀,每个熟成桶上的进胶气动阀、出胶气动阀均与液位计连锁,多个熟成桶通过空气支管并联于进气主管上,多个熟成桶通过进胶支管并联于进胶主管上,多个熟成桶通过出胶支管并联于出胶主管上。
7.进一步地,进气阀与熟成桶之间的空气支管上设有排气支管,排空阀设于排气支管上。
8.进一步地,进胶蝶阀和进胶气动阀沿进胶方向依次设于进胶管上。
9.进一步地,出胶气动阀和出胶蝶阀沿出胶方向依次设于出胶管上,出胶气动阀和熟成桶之间的出胶管上设有排胶支管,排胶支管上设有排胶球阀。
10.进一步地,所有液位计电性连接于一个控制器上,每个熟成桶上的进胶气动阀、出
胶气动阀均与控制器电性连接。
11.进一步地,熟成桶外壁设有玻璃纤维保温层。
12.进一步地,检修孔处铰接有孔盖,与孔盖接触的检修孔孔壁设有橡胶密封垫。
13.本实用新型具有以下优点:
14.1、本实用新型通过多个熟成桶并联的方式对粘胶进行熟成,粘胶流动距离短,可采用压缩空气对粘胶进行输送,使得熟成桶之间不需要螺杆输送泵提供动力,降低了熟成系统所需要的能源消耗。
15.2、本实用新型的熟成桶中的粘胶,在熟成时间达到工艺条件时可以彻底排空,使得粘胶熟成时间能够保证均匀,不需要依靠搅拌器维持粘胶熟成的均一性,可进一步降低能源消耗。
16.3、本实用新型中粘胶在进出熟成桶以及储存在熟成桶时,可通过熟成桶内压缩空气产生的的正压有效避免粘胶翻滚而产生气泡,进而有益于保证粘胶的可纺性。
17.4、本实用新型在需要紧急退出某一个熟成桶进行检修或清理时,可以单独排空该熟成桶内的粘胶,并通过关闭进胶蝶阀和出胶蝶阀以保证安全,同时还可通过排空阀和检修孔排空桶内气体。
18.5、本实用新型通过在出胶管上设置排胶球阀,可便于在生产过程中对粘胶的质量进行采集和检测。
附图说明
19.图1为本实用新型的整体结构示意图;
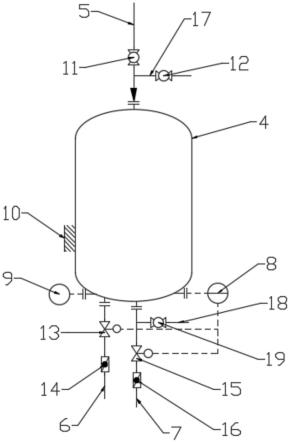
20.图2为本实用新型中熟成桶的结构示意图。
21.图中:1、进气主管;2、进胶主管;3、出胶主管;4、熟成桶;5、空气支管;6、进胶支管;7、出胶支管;8、液位计;9、温度计;10、检修孔;11、进气阀;12、排空阀;13、进胶气动阀;14、进胶蝶阀;15、出胶气动阀;16、出胶蝶阀;17、排气支管;18、排胶支管;19、排胶球阀。
具体实施方式
22.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
23.如图1、2所示,一种粘胶短纤无搅拌熟成系统,包括进气主管1、进胶主管2、出胶主管3和多个熟成桶4。每个熟成桶4顶部均连接有空气支管5且多个熟成桶4通过空气支管5并联于进气主管1上,进气主管1用于通入外部压缩空气,压缩空气再经过个空气支管5通入各熟成桶4;每个熟成桶4底部均连接有进胶支管6,且多个熟成桶4通过进胶支管6并联于进胶主管2上,进胶主管2用于通入待熟成的粘胶,粘胶再经各进胶支管6通入各熟成桶4;每个熟成桶4底部均连接有出胶支管7,且多个熟成桶4通过出胶支管7并联于出胶主管3上,粘胶经各出胶支管7从各熟成桶4中排出,再经过出胶主管3一同排出。
24.如图2所示,每个熟成桶4上均设有空气支管5、进胶支管6、出胶支管7、液位计8、温度计9和检修孔10。其中空气支管5连接在熟成桶4顶部,在空气支管5上安装有进气阀11和排空阀12,其中进气阀11与熟成桶4之间的空气支管5上连接有排气支管17,排空阀12安装在排气支管17上,通入压缩空气时进气阀11打开排气阀关闭,排气时排空阀12打开进气阀
11关闭。
25.如图2所示,进胶支管6和出胶支管7连接在熟成桶4底部。进胶支管6上设有进胶气动阀13和进胶蝶阀14,具体的,进胶蝶阀14和进胶气动阀13沿进胶方向依次安装在进胶管上;出胶支管7上设有出胶气动阀15和出胶蝶阀16,具体的,出胶气动阀15和出胶蝶阀16沿出胶方向依次安装在出胶管上,其中出胶气动阀15和熟成桶4之间的出胶管上连接有排胶支管18,排胶支管18上安装有排胶球阀19,打开排胶球阀19即可经排胶支管18对熟成桶4内的粘胶进行取样,便于生产过程中的质量检测。进胶时,打开进胶蝶阀14和进胶气动阀13,关闭出胶气动阀15和出胶蝶阀16;出胶时,关闭进胶蝶阀14和进胶气动阀13,打开出胶气动阀15和出胶蝶阀16。在进胶和出胶过程中始终打开进气阀11关闭排空阀12以向熟成桶4内通入压缩空气,持续为桶内提供一定压力,进而避免粘胶在熟成桶4内翻滚而产生气泡,使粘胶的可纺性得到保证。
26.如图2所示,液位计8安装在熟成桶4底部,所有液位计8电性连接于一个控制器上,每个熟成桶4上的进胶气动阀13、出胶气动阀15均与控制器电性连接。具体的,在每个熟成桶4中,液位计8接入控制器的一个输入端口,进胶气动阀13和出胶气动阀15分别接入控制器的两个输出端口,液位计8对熟成桶4内的粘胶量进行检测,在进胶过程中当粘胶量达到设定的最大值时,液位计8将检测到的液位信号传输给控制器,再由控制器根据液位信号控制进胶气动阀13关闭停止进胶,同时打开出胶气动阀15开始出胶;同理在出胶过程中当粘胶量达到设定的最小值时,控制器根据液位计8传输的液位信号控制出胶气动阀15关闭停止出胶,同时打开进胶启动阀开始进胶,最终通过进胶气动阀13和出胶气动阀15与液位计8的连锁对熟成桶4内的粘胶量进行控制。控制器可选用单片机,控制过程可采用条件控制语句实现,具体的编程属于现有技术这里不再详细赘述。在进胶和出胶过程中,进胶蝶阀14和出胶蝶阀16均为打开状态。
27.另外,如图2所示,温度计9安装在熟成桶4底部用于检测熟成桶4内的温度;熟成桶4外壁设有玻璃纤维保温层,用于对熟成桶4内的粘胶进行保温,有益于熟成工艺中温度的稳定控制;检修孔10开设在熟成桶4的底部侧壁上,检修孔10处铰接有孔盖,与孔盖接触的检修孔10孔壁设有橡胶密封垫,以便关闭孔盖后保证熟成桶4的密封性。
28.根据上述描述,本实用新型采用多个熟成桶4并联的方式对粘胶进行熟成,在对粘胶进行输送的过程中,减小了粘胶的流动距离,且直接通过压缩空气对粘胶进行输送,不需要螺杆输送泵提供动力,减少了整个系统的能源消耗,且在熟成时间达到工艺条件时可以彻底排空,使得粘胶熟成时间能够保证均匀,不需要依靠搅拌器即可维持粘胶熟成的均一性。
29.通过并联的方式,整个熟成系统中的每个熟成桶4均可单独进行进出胶以及单独进行停机,当需要紧急退出某一个熟成桶4进行检修或清理时,可以控制该熟成桶4上的出胶气动阀15单独排空该桶内的粘胶,然后关闭进胶蝶阀14和出胶蝶阀16进一步停止粘胶的输送以确保安全,最后打开排空阀12和检修孔10排空桶内气体,待气体排空后即可通过检修孔10对该熟成桶4进行检修。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。