1.本发明属于锂金属电池技术领域,具体涉及一种高安全的磷酸酯类锂金属高压电解液。
背景技术:
2.锂离子电池在手机、笔记本电脑和新能源汽车中得到了广泛的应用。与传统的铅酸和镍镉电池不同,锂离子电池具有更好的性能,例如高能量密度和优异的循环性能。然而,目前锂离子电池采用的有机液相电解液易燃,导致较为严重的安全隐患。锂离子电池的安全问题,商用产品(如:手机、插电式混合电动汽车和电动汽车)的自燃和爆炸已被广泛报道。通常,商用锂离子电池由阴极、阳极、隔膜和电解液组成。当锂离子电池的局部温度升高时,电池内部的反应存在失控的可能性,从而可能产生大量有毒气体。同时,由于热收缩,隔膜的尺寸急剧减小,从而引起内部短路,进而释放出大量的热量,直接导致锂离子电池的爆炸。
3.为解决上述安全性问题,阻燃性良好的磷酸酯类溶剂受到国内外学者的广泛关注。但是磷酸酯类溶剂与锂金属负极有很强的反应活性影响其电化学性能。
技术实现要素:
4.本发明针对现有技术存在的问题,提供了一种高性能阻燃磷酸酯类高压电解液,其电解液阻燃性能好(遇明火不燃烧)、安全性高、并且电化学窗口宽,用于锂电池体系表现出优异的循环稳定性。
5.为实现上述目的,本发明采用的技术方案如下:
6.一方面,本发明提供了一种锂电池用不可燃安全电解液,所述电解液包括:磷酸酯类有机溶剂、锂盐和添加剂。
7.另一方面,本发明提供了上述不可燃安全电解液的制备方法,包括如下步骤:
8.(1)将电解液有机溶剂除水;
9.(2)将步骤(1)除水后的有机溶剂置于手套箱中,加入锂盐和添加剂,搅拌即得所述不可燃安全电解液。
10.再一方面,本发明提供了一种包含上述不可燃安全电解液的高性能锂电池。
11.相对于现有技术,本发明具有以下有益效果:
12.与现有的商业酯类电解液体系相比,本发明采用磷酸酯类化合物作为锂盐的主要溶剂,可大幅提高锂盐的溶解度和电解液的电导率。通过使用dme(乙二醇二甲醚)和lino3作为添加剂制备目标电解液,同时在负极表面形成致密的sei膜,提高电池的首次库伦效率,降低不可逆容量损失。另外,本发明中的电解液的闪点较高(160℃),安全性好,并且电化学窗口较宽(》4.6v),能够直接应用于商业化的锂离子电池体系,将本发明电解液注于实验用li/ncm622、li/lfp纽扣电池中测试,电池展现了良好的室温循环性能。
附图说明
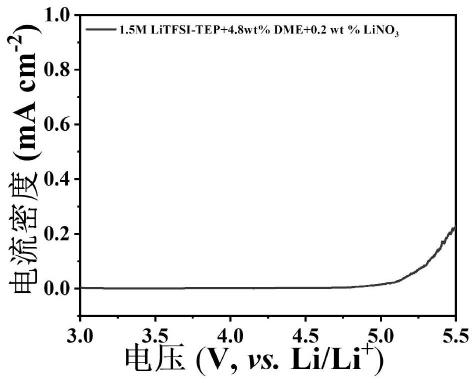
13.图1为本发明实施例1制得的电解液的电化学窗口测试图;
14.图2为本发明实施例l、实施例5和对比例2制得的电解液在li/ncm622全电池体系中,室温下0.2c倍率的首次充放电比容量-电压曲线;
15.图3为本发明实施例1、实施例5和对比例2制得的电解液在li/ncm622全电池体系中,1c倍率下长循环性能曲线。
具体实施方式
16.下面对本发明进行具体说明。
17.一方面,本发明提供了一种锂电池用不可燃安全电解液,所述电解液包括:磷酸酯类有机溶剂、锂盐和添加剂。
18.本发明的一些实施方式中,所述磷酸酯类有机溶剂选自磷酸三甲酯、磷酸三乙酯、磷酸三丁酯、磷酸三辛酯、磷酸三苯酯、二苯基磷酸辛酯、甲基磷酸二甲酯、乙基磷酸二乙酯中的一种或多种。优选磷酸三乙酯。
19.本发明的一些实施方式中,所述锂盐选自双三氟甲基磺酰亚胺锂、六氟磷酸锂、双氟磺酰亚胺锂、高氯酸锂、二氟草酸硼酸锂、双草酸硼酸锂、二氟磷酸锂、二氟二草酸磷酸锂、四氟硼酸锂中的一种或多种。优选双三氟甲基磺酰亚胺锂。
20.本发明的一些实施方式中,所述添加剂为乙二醇二甲醚或包含乙二醇二甲醚和硝酸锂的复合添加剂。
21.本发明的一些实施方式中,所述添加剂的制备方法如下:将乙二醇二甲醚除水后直接用作添加剂;或将乙二醇二甲醚除水后,添加硝酸锂制备复合添加剂。
22.本发明的一些实施方式中,以磷酸酯类有机溶剂和锂盐的总质量为100%作为标准,磷酸酯类有机溶剂的质量百分含量为60~80wt%,锂盐的质量百分含量为20~40wt%,添加剂的质量百分含量为1~10wt%。
23.进一步优选地,以磷酸酯类有机溶剂和锂盐的总质量为100%作为标准,磷酸酯类有机溶剂的质量百分含量为70wt%,锂盐的质量百分含量为30wt%,添加剂的质量百分含量为5wt%。
24.本发明的一些实施方式中,以磷酸酯类有机溶剂和锂盐的总质量为100%作为标准,所述复合添加剂中,乙二醇二甲醚的质量百分含量为1-5wt%,硝酸锂的质量百分含量为0.1-5wt%。优选地,乙二醇二甲醚的质量百分含量为4-5wt%,硝酸锂的质量百分含量为0.1-1wt%。进一步优选地,乙二醇二甲醚的质量百分含量为4.5-4.8wt%,硝酸锂的质量百分含量为0.2-0.5wt%。
25.本发明的一些实施方式中,所述电解液中锂盐的摩尔浓度为0.8-2.5mol/l。锂盐浓度会影响电解液的电化学窗口,浓度过低,游离溶剂增加,降低电解液的氧化稳定性;浓度过高,导致成本高,粘度大,离子电导率低,与电极和隔膜的浸润性差。
26.另一方面,本发明提供了上述不可燃安全电解液的制备方法,包括如下步骤:
27.(1)将电解液有机溶剂除水;
28.(2)将步骤(1)除水后的有机溶剂置于手套箱中,加入锂盐和添加剂,搅拌即得所述不可燃安全电解液。
29.本发明的一些实施方式中,步骤(1)电解液有机溶剂采用锂片进行除水,控制其水含量低于10ppm。
30.步骤(2)中手套箱为充满氩气的无水无氧环境,加入锂盐和添加剂后,在手套箱中搅拌10h以上,得到所述不可燃安全电解液。
31.再一方面,本发明提供了一种包含上述不可燃安全电解液的锂电池。
32.本发明的一些实施方式中,所述锂电池包括正极极片、负极极片、隔膜和电解液。所述电解液为本发明的不可燃安全电解液。
33.本发明的一些实施方式中,所述正极极片包括正极集流体、正极活性物质、导电剂和粘结剂;所述正极活性物质包括但不限于锂钴氧化物、锂镍氧化物、锂锰氧化物、锂镍锰氧化物、锂镍钴锰氧化物、锂镍钴铝氧化物、锂镍钴锰铝氧化物等中的一种或多种的组合。
34.本发明的一些实施方式中,所述负极极片包括负极集流体、负极活性物质、导电剂和粘结剂;所述负极活性物质包括但不限于人造石墨、天然石墨、复合石墨、石墨烯、中间相微球、纳米硅、硅碳复合材料、氧化亚硅/碳复合材料等中的一种或多种组合。
35.本发明电解液的阻燃性、电化学窗口和电池循环性能按照如下方法进行评价:
36.1、安全性能测试
37.采用打火器点火的方式测试电解液安全性,取用1ml混合电解液滴在洁净的玻璃纤维上。将点燃的打火器(300-500℃)靠近被电解液浸润的玻璃纤维表面。如果电解液立刻点燃且在打火器的火焰移开之后依旧持续燃烧,既定义为该电解液具有可燃烧,表现出较差的安全性。如果火焰在电解液表面无法点燃或在打火器火焰上显示着火,火焰移除电解液并没有持续燃烧,既定义该电解液不可点燃,具有较好的安全性。
38.2、电化学窗口测试
39.电解液的电化学窗口测试采用线性扫描软化进行测试,测试系统为三电极体系,其中工作电极为玻碳电极,对电极以及参比电极为锂箔,扫描速度为10mv s-1
。
40.3、电池循环性能测试
41.电池的室温循环性能采用锂金属/三元(li/lico
0.6
mn
0.2
ni
0.2
o2)或锂金属/磷酸铁锂(li/lfp)全电池体系,由land电池测试设备(武汉蓝电)在室温(25℃)下进行恒流充放电测得。li||ncm622全电池充放电电压范围为2.8v-4.6v,充放电倍率为1c,充放电电流由lico
0.6
mn
0.2
ni
0.2
o2正极的实际负载量和理论比容量(190mah g-1
)计算得到。li||lfp全电池充放电电压范围为2.5v-4.2v,充放电倍率为1c,充放电电流由lfp正极的实际负载量和理论比容量(170mah g-1
)计算得到。
42.本发明采用磷酸酯类化合物作为锂盐的主要溶剂,可大幅提高锂盐的溶解度和电解液的电导率。通过使用dme和lino3作为添加剂丰富了电解液的组成。同时在负极表面形成致密的sei膜,提高电池的首次库伦效率,降低不可逆容量损失。
43.下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。另外,值得说明的是,本发明所涉及的原料如无特殊说明均为普通市售产品。
44.实施例1:
45.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重
量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 4.8wt%
46.dme 0.2wt%lino3。
47.在室温(25℃)下,测试本实施例电解液的电导率为4.6ms cm-1
,电解液不可点燃,具有较高的安全性。
48.本实施例电解液的电化学窗口测试结果如图1所示。当电压低于4.8v时,电流密度较小,电解液较稳定,当电压超过4.8v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钴酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
49.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下的首次充放电曲线如图2所示,图2中,本实施的安全性电解液1.5m litfsi-tep 4.8wt%dme 0.2wt%lino3的首次放电容量为185.1mah g-1
,且首次库伦效率为92.2%。
50.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,测试结果如图3所示,在500次的充放电过程中,本实施例的安全性电解液1.5m litfsi-tep 4.8wt%dme 0.2wt%lino3具有优异的室温循环性能,放电容量没有明显的衰减现象,首次放电比容量为155.4mah g-1
,500次循环后放电比容量仍高达155mah g-1
,容量保有率高达99.7%。
51.实施例2:
52.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 4.0wt%
53.dme 1.0wt%lino3。
54.在室温(25℃)下,测试本实施例电解液的电导率为4.58ms cm-1
,电解液不可点燃,具有较高的安全性。
55.本实施例电解液的电化学窗口测试。当电压低于4.8v时,电流密度较小,电解液较稳定,当电压超过4.8v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
56.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep 4.0wt%dme 1.0wt%lino3的首次放电容量为180.1mah g-1
,且首次库伦效率为91.2%。
57.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在500次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep 4.0wt%dme 1.0wt%lino3具有优异的室温循环性能,放电容量没有明显的衰减现象,首次放电比容量为153.4mah g-1
,500次循环后放电比容量仍高达149mah g-1
,容量保有率高达97.1%。
58.实施例3:
59.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重
量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 3.5wt%
60.dme 1.5wt%lino3。
61.在室温(25℃)下,测试本实施例电解液的电导率为4.49ms cm-1
,电解液不可点燃,具有较高的安全性。
62.本实施例电解液的电化学窗口测试。当电压低于4.8v时,电流密度较小,电解液较稳定,当电压超过4.8v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
63.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep 3.5wt%dme 1.5wt%lino3的首次放电容量为175.1mah g-1
,且首次库伦效率为89.2%。
64.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在500次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep 3.5wt%dme 1.5wt%lino3具有优异的室温循环性能,放电容量没有明显的衰减现象,首次放电比容量为150.4mah g-1
,500次循环后放电比容量仍高达143.3mah g-1
,容量保有率高达95.1%。
65.实施例4:
66.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 2.5wt%
67.dme 2.5wt%lino3。
68.在室温(25℃)下,测试本实施例电解液的电导率为4.29ms cm-1
,电解液不可点燃,具有较高的安全性。
69.本实施例电解液的电化学窗口测试。当电压低于4.8v时,电流密度较小,电解液较稳定,当电压超过4.8v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
70.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep 2.5wt%dme 2.5wt%lino3的首次放电容量为166.1mah g-1
,且首次库伦效率为85.2%。
71.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在500次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep 2.5wt%dme 2.5wt%lino3具有优异的室温循环性能,放电容量没有明显的衰减现象,首次放电比容量为145.4mah g-1
,500次循环后放电比容量仍高达131.3mah g-1
,容量保有率高达90.5%。
72.实施例5:
73.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 5wt%dme。
74.在室温(25℃)下,测试本实施例电解液的电导率为4.09ms cm-1
,电解液不可点燃,具有较高的安全性。
75.本实施例电解液的电化学窗口测试。当电压低于4.8v时,电流密度较小,电解液较稳定,当电压超过4.8v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
76.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep 5wt%dme的首次放电容量为160.1mah g-1
,且首次库伦效率为80.2%。
77.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在375次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep 5wt%dme具有优异的室温循环性能,放电容量没有明显的衰减现象,首次放电比容量为130.4mah g-1
,375次循环后放电比容量仍高达100.3mah g-1
,容量保有率高达76.9%。
78.对比例1:
79.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重量比分别称取70%的tep、30%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%lino3添加剂即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep 5wt%lino3。
80.在室温(25℃)下,测试本实施例电解液的电导率为4.126ms cm-1
,电解液不可点燃,具有较高的安全性。
81.本实施例电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
82.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep 5wt%lino3的首次放电容量为170.5mah g-1
,且首次库伦效率为89.2%。
83.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在380次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep 5wt%lino3放电容量具有明显的衰减现象,首次放电比容量为128.4mah g-1
,380次循环后放电比容量为25mah g-1
,容量保有率为19.5%。
84.对比例2:
85.在充满氩气的手套箱中,称取配置锂盐浓度为1.5m的电解液所需的litfsi,按重量比分别称取70%的tep、30%的litfsi,充分混合均匀后即可得到本实施例的安全型电解液,配比为1.5m litfsi-tep。
86.在室温(25℃)下,测试本实施例电解液的电导率为4.306ms cm-1
,电解液不可点燃,具有较高的安全性。
87.本实施例电解液的电化学窗口为4.8v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
88.本实施例电解液在li/ncm622全电池中,在室温25℃,0.2c倍率下,本实施的安全性电解液1.5m litfsi-tep的首次放电容量为157.1mah g-1
,且首次库伦效率为87.2%。
89.采用li/ncm622全电池体系对电解液的循环性能进行测试,充放电倍率为1c。在室温25℃下,在275次的充放电过程中,本实施例的安全性电解液1.5mlitfsi-tep放电容量具有明显的衰减现象,首次放电比容量为105.4mah g-1
,275次循环后放电比容量为25mah g-1
,容量保有率为25.5%。
90.对比例3:
91.在充满氩气的手套箱中,称取配置锂盐浓度为2.5m的电解液所需的litfsi,按重量比分别称取60%的tep、40%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3复合添加剂即可得到本实施例的安全型电解液,配比为2.5m litfsi-tep 4.8wt%dme 0.2wt%lino3。
92.在室温(25℃)下,测试本实施例电解液的电导率为1.06ms cm-1
,电解液不可点燃,具有较高的安全性。
93.本实施例电解液的电化学窗口测试。当电压低于4.9v时,电流密度较小,电解液较稳定,当电压超过4.9v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.9v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
94.对比例4:
95.在充满氩气的手套箱中,称取配置锂盐浓度为2.0m的电解液所需的litfsi,按重量比分别称取65%的tep、35%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3复合添加剂即可得到本实施例的安全型电解液,配比为1.0m litfsi-tep 4.8wt%dme 0.2wt%lino3。
96.在室温(25℃)下,测试本实施例电解液的电导率为1.64ms cm-1
,电解液不可点燃,具有较高的安全性。
97.本实施例电解液的电化学窗口测试。当电压低于4.85v时,电流密度较小,电解液较稳定,当电压超过4.85v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化学窗口为4.85v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
98.对比例5:
99.在充满氩气的手套箱中,称取配置锂盐浓度为1.0m的电解液所需的litfsi,按重量比分别称取80%的tep、20%的litfsi,充分混合均匀后为基础电解液,以基础电解液质量为100%为标准,随后向其中加入5wt%dme和lino3复合添加剂即可得到本实施例的安全型电解液,配比为1.0m litfsi-tep 4.8wt%dme 0.2wt%lino3。
100.在室温(25℃)下,测试本实施例电解液的电导率为8.09ms cm-1
,电解液不可点燃,具有较高的安全性。
101.本实施例电解液的电化学窗口测试。当电压低于4.5v时,电流密度较小,电解液较稳定,当电压超过4.5v后,电流密度迅速增大,电解液开始分解。因此该安全电解液的电化
学窗口为4.5v,仍高于ncm622材料常用电压4.2v,可支持目前所有商业化的正极材料,如磷酸铁锂、钻酸锂﹑锰酸锂和镍钴锰酸锂(三元材料)等。
102.最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。