1.本发明涉及铸型强度计测装置、铸型造型系统以及铸型强度计测方法。
背景技术:
2.公知有用于计测铸型的强度的装置。例如,在专利文献1中记载了将在其前端固定有陶瓷片的测定用针按压在铸型的表面,在插入到该铸型的表面时用通过与测定用针连结的负载传感器来计测从铸型受到的反作用力,由此测定铸型的强度的技术。
3.另外,在引用文献2中记载了具备使与负载传感器连接的按压部件以及按压部件向前后、左右以及上下这三个轴向移动的移动机构,测定脱模后的铸型的空腔面的强度的装置。
4.专利文献1:日本特开平08-43286号公报
5.专利文献2:日本特开平10-296391号公报
6.在专利文献1所记载的装置中,由于将测定用针插入铸型的表面,所以虽能够测定铸型表面的强度但难以测定铸型内部的强度。若在铸型内部没有充分固化的状态下对铸型进行脱模,则铸型有时会产生崩塌、形变。
7.因此,谋求一种在脱模前取得与铸型内部的强度有关的信息的方法。
技术实现要素:
8.一实施方式的铸型强度计测装置取得与具有制品面以及制品面的相反侧的背面的铸型的强度有关的信息。该铸型强度计测装置具备切削工具和探测器。切削工具在铸型上形成从背面朝向制品面延伸的有底的孔。测定探测器能够插入孔,并计测从孔的底部受到的反作用力。
9.本实施方式的铸型强度计测装置能够通过切削工具在铸型形成孔,将测定探测器插入该孔并计测从孔的底部受到的反作用力。从孔的底部受到的反作用力是与铸型的内部的强度有关的计测值。因此,根据本实施方式的铸型强度计测装置,能够在脱模前取得与铸型内部的强度有关的信息。
10.一实施方式的铸型强度计测装置也可以还具备:升降装置,其使切削工具和测定探测器沿铅垂方向升降以便相对于铸型接近以及分离。沿相对于铸型接近以及分离的方向使切削工具和测定探测器升降,由此能够在铸型上形成孔,并且能够将测定探测器插入所形成的孔。
11.一实施方式的铸型强度计测装置也可以还具备:移动部,其使切削工具和测定探测器沿与铸型的输送方向以及铅垂方向垂直的方向一体地移动。使切削工具和测定探测器一体地移动,由此能够容易地进行测定探测器的定位。
12.一实施方式的铸型强度计测装置也可以还具备:距离传感器,其测定到铸型的距离,升降装置使切削工具和测定探测器与距离传感器一起相对于铸型沿铅垂方向移动。在该实施方式中,能够测定距离传感器与铸型之间的铅垂方向的距离。
13.一实施方式的铸型强度计测装置也可以还具备:旋转轴,其沿水平方向延伸,切削工具和测定探测器在绕旋转轴的周向上以形成规定的角度的方式沿与旋转轴的轴线方向垂直的方向延伸,并以通过旋转轴的旋转而绕旋转轴一体地旋转的方式相互连结。根据上述结构,通过使切削工具和测定探测器绕旋转轴一体地旋转,能够选择性地使切削工具和测定探测器的一方朝向铸型。其结果是,能够在短时间内进行使用了切削工具的对铸型的孔的形成、以及使用了测定探测器的反作用力的计测。
14.在一实施方式中,测定探测器也可以包含:计测反作用力的大小的传感器部、与传感器部连结的基部以及设置在基部的前端侧的前端部,前端部的直径也可以小于基部的直径。通过使前端部的直径变小,能够确保测定探测器的强度,并且能够抑制使测定探测器按压在孔的底部并插入到孔的底部时铸型产生的损伤。
15.在一实施方式中,也可以还具备:异物除去装置,其除去附着于切削工具和测定探测器的异物。除去附着于测定探测器的异物,由此能够抑制因该异物产生的计测误差。此外,在一实施方式中,铸型也可以是自硬性铸型、热固化性铸型或者气体固化性铸型。
16.一实施方式的铸型造型系统具备:输送线,其输送在模型上造型,并具有与模型接触的制品面以及制品面的相反侧的背面的铸型;铸型强度计测装置,其取得与铸型的强度有关的信息;脱模装置,其从模型取下铸型;以及生产线控制部,其控制输送线。铸型强度计测装置包含:切削工具,其在铸型上形成从背面朝向制品面延伸的有底的孔;以及测定探测器,其能够插入孔,并计测从孔的底部受到的反作用力。生产线控制部在由测定探测器计测出的反作用力或者基于该反作用力而决定的铸型的压缩强度是规定的阈值以上时,控制输送线而将铸型向脱模装置输送,在反作用力或者压缩强度小于规定的阈值时,使铸型在输送线上待机。
17.在本实施方式的铸型造型系统中,在脱模前在计测出的反作用力或者铸型的压缩强度是规定的阈值以上时,将铸型向脱模装置输送,在反作用力或者铸型的压缩强度小于规定的阈值时使铸型在输送线上待机,所以能够防止在铸型的强度不充分的状态下进行脱模的情况。其结果是,能够抑制在脱模时铸型产生崩塌、形变的情况。
18.在一实施方式中,生产线控制部也可以基于反作用力或者压缩强度,控制铸型所含的固化剂的添加量。控制固化剂的添加量,由此在脱模时能够以铸型成为规定的强度的方式,调节铸型的固化速度。
19.在一实施方式中,生产线控制部也可以基于反作用力或者压缩强度,控制铸型所含的粘合剂的添加量。控制粘合剂的添加量,由此能够调节固化后的铸型的强度。
20.在一实施方式的铸型强度计测方法中,取得与具有制品面以及制品面的相反侧的背面的铸型的强度有关的信息。该铸型强度计测方法包含以下步骤:在铸型上形成从背面朝向制品面延伸的有底的孔的步骤;以及将测定探测器插入孔,对测定探测器从孔的底部受到的反作用力进行计测的步骤。
21.如上述那样,根据本实施方式的铸型强度测定方法,能够在脱模前取得与铸型内部的强度有关的信息。
22.一实施方式的铸型强度计测方法也可以还包含:基于由测定探测器计测出的反作用力,取得底部的压缩强度的步骤。
23.在一实施方式中,孔的深度也可以是背面与制品面之间的距离的1/2以上。通过将
孔的深度设为背面与制品面之间的距离的1/2以上,能够计测对铸型的性能造成影响的与铸型的制品面接近的部分的强度。此外,在一实施方式中,铸型也可以是自硬性铸型、热固化性铸型或者气体固化性铸型。
24.根据本发明的各种实施方式,能够在脱模前取得与铸型内部的强度有关的信息。
附图说明
25.图1是简要表示包含一实施方式的强度计测装置的铸型造型系统的图。
26.图2是简要表示强度计测装置的俯视图。
27.图3是简要表示强度计测装置的侧视图。
28.图4是简要表示计测单元的侧视图。
29.图5是表示一实施方式的铸型造型方法的流程图。
30.图6是表示一实施方式的铸型强度计测方法的流程图。
31.图7是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
32.图8是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
33.图9是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
34.图10是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
35.图11是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
36.图12是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
37.图13是简要表示一实施方式的铸型强度计测方法的一个工序的剖视图。
38.图14是简要表示铸型造型系统的变形例的俯视图。
39.附图标记的说明
[0040]1…
铸型造型系统,4
…
强度计测装置(铸型强度计测装置),5
…
脱模装置,8
…
生产线控制部,10
…
输送线,12
…
铸型,12a
…
制品面,12b
…
背面,18
…
模型,22
…
切削工具,23
…
测定探测器,23a
…
基部,23b
…
前端部,30
…
孔,30b
…
底部,31
…
距离传感器,32
…
升降装置,38
…
异物除去装置。
具体实施方式
[0041]
以下,参照附图对本发明的实施方式进行说明。此外,在以下的说明中,对相同或者相当要素标注同一附图标记,并对重复的说明不进行重复。附图的尺寸比率未必与说明的一致。“上”“下”“左”“右”的用语是基于图示的状态的用语,且是方便的用语。
[0042]
在以下的说明中,将铸型的输送方向称为x方向,将与x方向垂直的水平方向称为y方向,将与x方向以及y方向垂直的方向称为z方向。x方向以及y方向是水平方向,z方向是铅垂方向。“上游”以及“下游”的用语以铸型的输送方向为基准来使用。
[0043]
图1是简要表示包含一实施方式的强度计测装置的铸型造型系统的图。图1所示的铸型造型系统1对在铸物的制造中利用的铸型12进行造型。如图1所示,铸型造型系统1具备混炼装置2、强度计测装置(铸型强度计测装置)4、脱模装置5、合箱装置6,生产线控制部8以及输送线10。
[0044]
混炼装置2制造作为铸型12的材料的混炼砂。在一实施方式中,混炼砂包含铸物砂、粘合剂以及固化剂。铸物砂、粘合剂以及固化剂从砂供给装置2a、粘合剂供给装置2b、固
化剂供给装置2c分别向混炼装置2供给。粘合剂是无机系或者有机系的粘合剂。作为无机系的粘合剂例如可利用水玻璃或者水泥。作为有机系的粘合剂例如可利用呋喃树脂、聚氨酯树脂或者酚醛树脂。
[0045]
作为固化剂可利用与粘合剂的种类对应的固化剂。例如,在作为粘合剂使用呋喃树脂的情况下,作为固化剂可利用有机酸。在作为粘合剂使用酚醛树脂的情况下,作为固化剂可利用有机酯或者聚异氰酸酯等。在一实施方式中,也可以将固化速度不同的多个种类的固化剂投入混炼装置2。混炼装置2将被投入的铸物砂、粘合剂以及固化剂混炼并制造混炼砂。包含铸物砂、粘合剂以及固化剂的混炼砂是随着时间的经过而固化的自固化性铸型的材料。
[0046]
由混炼装置2制造出的混炼砂被向造型场所输送,对铸型12进行造型。铸型12具有砂箱14。例如,由混炼装置2制造出的混炼砂被从混炼装置2的排出口排出,并被填充到在载置于平台16上的模型18上进一步载置有的砂箱14的内部。填充到砂箱14的内部的混炼砂在造型场所被作业者压实,制造铸型12。在造型场所制造的铸型12例如是上模或者下模。在混炼砂包含铸物砂、粘合剂以及固化剂的情况下,铸型12成为随着时间的经过而固化的自固化性铸型。
[0047]
图3是表示造型后的铸型12的一个例子的剖视图。如图3所示,铸型12被造型在具有与铸造的制品的形状对应的形状的模型18上。铸型12具有与模型18接触的制品面12a和位于该制品面12a的相反侧的背面12b。造型后的铸型12由输送线10朝向强度计测装置4输送。
[0048]
输送线10将铸型12沿着输送方向(x方向)输送。输送线10将制造出的铸型12朝向配置在铸型造型系统1的下游侧的浇注装置7输送。作为输送线10能够使用带式输送机、链式输送机或者辊输送机等各种输送装置。例如,在输送线10是具有驱动辊的辊输送机的情况下,在平台16形成在驱动辊上行驶的辊行驶面。
[0049]
输送线10例如可以在铸型12的造型场所与浇注装置7之间以直线状延伸,也可以以阶梯状延伸。输送线10也可以沿着弯曲的输送路径输送铸型12。输送线10例如从造型场所朝向浇注装置7依次输送在输送方向上等间隔地配置的多个铸型12。输送线10例如也可以被间歇驱动,将铸型12每次输送规定的箱的量。规定的箱的量可以是一个箱,也可以是多个箱。
[0050]
强度计测装置4设置在输送线10上,计测与铸型12的强度有关的信息(以下称为“强度信息”)。铸型12的强度信息例如是指由后述的测定探测器23计测出的反作用力或者铸型12的压缩强度。关于强度计测装置4的详细情况将在后述。由强度计测装置4对强度信息进行了计测的铸型12通过输送线10朝向脱模装置5输送。
[0051]
脱模装置5配置在强度计测装置4的下游侧。脱模装置5是将模型18从铸型12(参照图3)脱模的装置。脱模是指从模型18取下铸型12。通过由脱模装置5从模型18取下铸型12,形成在铸型12转印有模型18的表面形状的制品面12a。该制品面12a划分与制品形状对应的空间亦即空腔。此外,脱模装置5也可以除了铸型12之外还从模型18取下砂箱14。由脱模装置5从模型18脱模后的铸型12通过输送线10朝向合箱装置6输送。
[0052]
合箱装置6配置在脱模装置5的下游侧。合箱装置6是将由输送线10输送来的多个铸型12中的成为上模的铸型12和成为下模的铸型12合箱的装置。合箱装置6也可以在上模
和下模之间放置型芯。合箱装置6也可以将在输送线10上输送的上模和下模自动合箱,也可以通过作业者操作合箱装置6来进行上模和下模的合箱。由合箱装置6对上模和下模进行了合箱的铸型12通过输送线10朝向浇注装置7输送。
[0053]
浇注装置7配置在合箱装置6的下游侧。浇注装置7使金属熔液流入铸型12,由此制造具有与铸型12的空腔的形状对应的形状的铸物制品。浇注装置7的动作例如由生产线控制部8控制。在一实施方式中,铸型12以与来自生产线控制部8的控制信号对应的条件(浇注量以及浇注速度等)对铸型12浇注金属熔液。浇注有金属熔液的铸型12通过输送线10向进行后工序的区域输送,从铸型12取出铸物制品。
[0054]
生产线控制部8是具备处理器、存储装置、输入装置、显示装置、通信装置等的plc(programmable logic controller:可编程逻辑控制器)等计算机,控制铸型造型系统1整体的动作。生产线控制部8例如加载存储于存储装置的程序,并由处理器执行所加载的程序,由此实现后述的各种功能。在生产线控制部8中,操作人员为了使用输入装置来管理铸型造型系统1,能够进行指令的输入操作等,另外,能够通过显示装置可视化地显示铸型造型系统1的运转状况。
[0055]
生产线控制部8以能够通信的方式与混炼装置2、砂供给装置2a、粘合剂供给装置2b、固化剂供给装置2c、强度计测装置4、脱模装置5、合箱装置6以及输送线10连接。生产线控制部8向混炼装置2、砂供给装置2a、粘合剂供给装置2b、固化剂供给装置2c、强度计测装置4、脱模装置5、合箱装置6以及输送线10发送控制信号,控制上述装置的动作。
[0056]
例如,生产线控制部8接收由强度计测装置4计测出的铸型12的强度信息,在铸型12的强度信息是规定的阈值以上时,控制输送线10将铸型12向脱模装置5输送。然后,控制脱模装置5,从模型18将铸型12脱模。另一方面,生产线控制部8在铸型12的强度信息小于规定的阈值时,使铸型12在输送线10上待机规定的时间。另外,生产线控制部8也可以根据由强度计测装置4计测出的铸型12的强度信息,来控制从砂供给装置2a、粘合剂供给装置2b以及固化剂供给装置2c向混炼装置2供给的铸物砂、粘合剂以及固化剂的量。
[0057]
一实施方式的铸型造型系统1也可以还具备定位部41。定位部41以将输送线10上的铸型12配置在计测位置的方式,来定位铸型12。计测位置是指由强度计测装置4计测铸型12的强度信息的位置,例如设定在强度计测装置4的下方。定位部41具有检测铸型12的接近的传感器。例如,如图2所示,定位部41也可以包含两个接近开关。两个接近开关沿着输送线10的输送方向(x方向)而排列。在图2所示的例子中,定位部41包含配置在输送方向的上游侧的接近开关41a,以及配置在输送方向的下游侧的接近开关41b。
[0058]
接近开关41a以及接近开关41b在检测出在输送线10上输送的铸型12的接近时,向生产线控制部8发送检测信号,使输送线10停止。更具体而言,生产线控制部8在从接近开关41a接收到检测平台16的接近的信号时,控制输送线10而将铸型12的输送速度设为低速。然后,生产线控制部8在从接近开关41b接收到检测平台16的接近的信号时,控制输送线10而使铸型12的输送停止。如上述那样,在铸型12接近计测位置时,使铸型12的输送速度降低,然后,在铸型12到达计测位置时,使铸型12的输送停止,由此能够使铸型12准确地停止在计测位置。
[0059]
此外,在输送线10上输送的铸型12的大小也可以根据所制造的铸物制品的大小而不同。在图2的例子中,在输送线10上输送大小不同的多个铸型12。平台16的大小具有能够
载置设计上最大的铸型12的大小。铸型12可以载置在平台16的大致中央。
[0060]
接下来,参照图2以及3详细地说明强度计测装置4。图2是简要表示一实施方式的强度计测装置的俯视图。图3是简要表示一实施方式的强度计测装置的侧视图。如图2所示,强度计测装置4配置在输送线10的上方,计测由输送线10输送的铸型12的强度信息。在图2所示的例子中,在输送线10的上方以横穿该输送线10的方式设置有沿y方向延伸的长条状的梁部件26,该梁部件26支承于配置在输送线10的外侧的框架25。强度计测装置4在输送线10的上方,安装于梁部件26。
[0061]
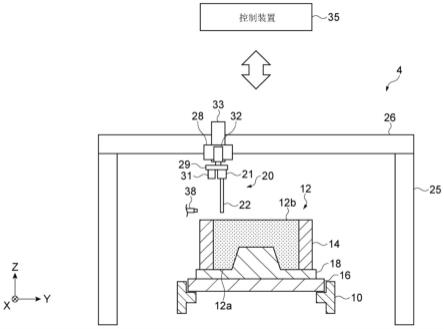
强度计测装置4计测配置在计测位置的铸型12的强度信息。如图3所示,强度计测装置4具备计测单元20、距离传感器31、升降装置32、滑块33以及控制装置35。
[0062]
图4是从x方向观察的计测单元20的侧视图。如图4所示,计测单元20具备主体部21、切削工具22以及测定探测器23。主体部21形成为大致l字形,并保持切削工具22以及测定探测器23。在主体部21设置有沿y方向延伸的旋转轴r。旋转轴r例如是旋转促动器24的旋转轴。主体部21通过旋转促动器24的驱动力以旋转轴r为中心旋转。
[0063]
切削工具22是钻头、立铣刀以及孔锯这样的用于在铸型12上形成孔的长条状的工具。如后所述,切削工具22在铸型12上形成从背面12b朝向制品面12a延伸的有底的孔。如图4所示,切削工具22相对于旋转轴r的轴线方向沿放射方向(与旋转轴r的延伸方向垂直的方向)延伸。在切削工具22的前端形成有用于在铸型12上形成孔的刀尖。在铸型12上形成孔紧前的状态下,使切削工具22的前端朝向下方。切削工具22的基端部与配置在主体部21的内部的电动马达等驱动源22a连接。切削工具22通过驱动源22a的驱动绕轴线旋转。
[0064]
测定探测器23能够插入由切削工具22形成的孔,并计测从孔的底部受到的反作用力。如图4所示,测定探测器23呈长条状,相对于旋转轴r的轴线方向沿放射方向延伸。测定探测器23包含基部23a以及前端部23b。在基部23a的基端侧设置有计测测定探测器23受到的反作用力(负载)的传感器部23c。传感器部23c例如包含负载传感器或者压力传感器。前端部23b能够装卸地与基部23a的前端侧连接。前端部23b的直径也可以小于基部23a的直径。
[0065]
如上述那样,切削工具22以及测定探测器23伴随着旋转轴r的旋转而绕旋转轴r一体地旋转。在一实施方式中,切削工具22和测定探测器23也可以在绕旋转轴r的周向上形成90
°
的角度(规定的角度)。在这种情况下,在旋转轴r是第一旋转角时,切削工具22的延伸方向相对于配置在计测位置的铸型12的背面12b垂直,切削工具22的前端朝向下方。另一方面,测定探测器23的延伸方向相对于铸型12的背面12b水平。与此相对,在旋转轴r的旋转角是从第一旋转角90
°
偏离后的第二旋转角时,测定探测器23的延伸方向相对于配置在计测位置的铸型12的背面12b垂直,测定探测器23的前端朝向下方。另一方面,切削工具22的延伸方向相对于铸型12的背面12b水平。
[0066]
计测单元20固定于托架29。如图4所示,也可以在计测单元20与托架29之间设置于定位用的螺栓b1、b2。螺栓b1、b2构成为在x方向上分离配置,能够分别独立地调整距托架29的表面的突出量。例如,螺栓b1构成为在旋转轴r是第一旋转角时,螺栓b1的头部与计测单元20的主体部21抵接,限制旋转轴r这以上的旋转。另一方面,螺栓b2构成为在旋转轴r是第二旋转角时,螺栓b2的头部与计测单元20的主体部21抵接,限制旋转轴r这以上的旋转。通过调整螺栓b1、b2相对于托架29的表面的突出量,将旋转轴r为第一旋转角时的切削工具22
的前端、与旋转轴r为第二旋转角时的测定探测器23的前端配置在相同的位置。这样通过将计测单元20定位,能够将测定探测器23迅速插入由切削工具22在铸型12上形成的孔。
[0067]
距离传感器31与计测单元20一起固定于托架29。作为距离传感器31例如可利用激光传感器、超声波传感器或者接触传感器。距离传感器31配置在输送线10的上方,计测该距离传感器31与配置在输送线10上的铸型12之间的距离。此外,在输送线10上不存在铸型12的情况下,距离传感器31输出从该距离传感器31到平台16或者模型18的上表面的距离的信号。
[0068]
升降装置32设置在托架28与托架29之间。升降装置32例如是使托架29沿上下方向(z方向)移动的促动器。升降装置32例如可利用液压缸、气缸或者电动缸等。托架29通过升降装置32的驱动而沿上下方向移动,从而固定于托架29的计测单元20以及距离传感器31沿与铸型12接近以及分离的方向(z方向)一体地移动。
[0069]
托架28固定于滑块33。滑块33设置在梁部件26上,例如与包含滚珠丝杠、线性引导件以及伺服马达等的驱动机构连结。滑块33通过驱动该驱动机构而使托架28、升降装置32以及托架29沿着梁部件26的延伸方向(y方向)移动。伴随着滑块33的移动,固定于托架29的计测单元20沿y方向移动。即、滑块33作为使切削工具22以及测定探测器23沿与铸型12的输送方向垂直的水平方向一体地移动的移动部发挥功能。
[0070]
控制装置35是具备处理器、存储装置、输入装置、显示装置、通信装置等的plc(programmable logic controller:可编程逻辑控制器)等计算机,控制强度计测装置4整体的动作。控制装置35例如加载存储于存储装置的程序,并由处理器执行所加载的程序,由此实现后述的各种功能。在控制装置35中,为了操作人员使用输入装置来管理铸型造型系统1,能够进行指令的输入操作等,另外,能够通过显示装置可视化地显示铸型造型系统1的运转状况。
[0071]
控制装置35以能够通信的方式与计测单元20、升降装置32、滑块33以及生产线控制部8连接。例如,控制装置35向计测单元20、升降装置32以及滑块33发送控制信号,分别控制旋转轴r的旋转角、驱动源22a的动作、计测单元20的z方向的位置以及滑块33的y方向的位置。更具体而言,控制装置35控制旋转轴r的旋转角以及计测单元20的位置,使用切削工具22在铸型12上形成孔,并且使用测定探测器23来计测铸型12内部的强度信息。
[0072]
另外,控制装置35也可以将铸型12的强度信息和与铸型12相关的铸型信息建立关联地存储。铸型信息例如可例示铸型12的制造编号、铸型12的尺寸信息、造型时刻以及造型条件等。作为造型条件例如包含混炼砂所含的粘合剂以及固化剂的添加量、铸物砂、粘合剂以及固化剂的种类、砂金属比、气温、湿度、混炼前的砂温以及造型时间等。
[0073]
此外,控制装置35也可以在存储贴附在砂箱14、平台16或者模型18的rfid(radio frequency identifier:射频识别器)标签中存储强度信息以及铸型信息。另外,对于铸型12而言,也可以将能够读取铸型信息的条形码、数字或者字符串贴附或者刻印在铸型12。此外,能够读取铸型信息的条形码等也可以贴附或刻印在砂箱14、平台16或者模型18。
[0074]
在一实施方式中,强度计测装置4也可以还具备将附着于切削工具22以及测定探测器23的异物除去的异物除去装置38。异物除去装置38例如是朝向测定探测器23喷射空气来除去附着于测定探测器23的铸物砂等的鼓风机。此外,异物除去装置38也可以是清扫测定探测器23的刷子、从测定探测器23吸引异物的吸引装置或者对测定探测器23施加振动的
振动装置。
[0075]
接下来,参照图5对使用了铸型造型系统1的铸型造型方法进行说明。图5是表示一实施方式的铸型造型方法的流程图。图5所示的流程图中的各步骤例如通过生产线控制部8控制铸型造型系统1的各功能构件而被执行。
[0076]
在一实施方式的铸型造型方法中,首先从砂供给装置2a、粘合剂供给装置2b以及固化剂供给装置2c向混炼装置2分别供给铸物砂、粘合剂以及固化剂。混炼装置2将所投入的铸物砂、粘合剂以及固化剂混炼并制造混炼砂(步骤st11)。接下来,作业者通过将混炼砂压实来将铸型12造型(步骤st12)。
[0077]
接下来,强度计测装置4计测造型后的铸型12的强度信息(步骤st13)。强度计测装置4例如计测由强度计测装置4计测出的铸型12的反作用力,或者基于该反作用力而决定的铸型12的压缩强度。接下来,生产线控制部8判定由强度计测装置4计测出的铸型12的强度信息是否是规定的阈值以上(步骤st14)。在铸型12的强度信息是规定的阈值以上的情况下,例如在由强度计测装置4计测出的铸型12的反作用力或者基于该反作用力而决定的铸型12的压缩强度是规定的阈值以上的情况下,生产线控制部8控制输送线10将铸型12朝向脱模装置5输送,脱模装置5从模型18将铸型12脱模(步骤st15)。另一方面,在铸型12的强度信息小于规定的阈值的情况下,例如在由强度计测装置4计测出的铸型12的反作用力或者基于该反作用力而决定的铸型12的压缩强度小于规定的阈值的情况下,生产线控制部8为了进行铸型12的固化,使铸型12在输送线10上待机规定的时间(步骤st16)。在经过规定的时间之后,强度计测装置4再次计测铸型12的强度。
[0078]
如上述那样,在一实施方式的铸型造型方法中,在铸型12内部的强度是规定的阈值以上时,从模型18将铸型12脱模,在铸型的强度小于规定的阈值时使铸型12在输送线上待机,所以防止在铸型12的强度不充分的状态下对模型18进行脱模防止。其结果是,能够抑制脱模时铸型12产生崩塌、形变的情况。
[0079]
此外,在一实施方式中,生产线控制部8也可以基于铸型12的强度信息来控制铸型12所含的固化剂的添加量。例如,在由强度计测装置4初次计测出的铸型12的反作用力或者压缩强度小于规定的阈值的情况下,生产线控制部8也可以增加从固化剂供给装置2c向混炼装置2供给的固化剂的添加量。另外,生产线控制部8也可以根据由强度计测装置4初次计测出的铸型12的强度信息,来调整固化速度不同的多个固化剂的配合比。如上述那样,通过调整固化剂的添加量或者配合比,能够控制铸型12的固化速度。
[0080]
生产线控制部8也可以基于铸型12的强度信息来控制铸型12所含的粘合剂的添加量。例如,生产线控制部8在经过了规定的时间时的铸型12的反作用力或者压缩强度小于规定的阈值时,也可以增加从粘合剂供给装置2b向混炼装置2供给的粘合剂的添加量。通过增加粘合剂的添加量,能够提高规定的时间经过时的铸型12的强度。
[0081]
接下来,参照图6详细说明使用了强度计测装置4的铸型强度计测方法。图6是表示一实施方式的铸型强度计测方法的流程图。在图6所示的铸型强度计测方法中,作为强度信息取得铸型12的压缩强度。图6所示的流程图的各步骤例如通过控制装置35控制强度计测装置4的各功能构件而被执行。
[0082]
在一实施方式的铸型强度计测方法中,首先,控制装置35使计测单元20向铸型12的上方移动(步骤st21)。例如,控制装置35控制滑块33使计测单元20以及距离传感器31向y
方向移动,并且连续或者断续地接收距离传感器31的测定数据。然后,将由距离传感器31测定出的高度方向的距离的急剧变化的位置识别为砂箱14的位置。控制装置35使计测单元20从砂箱14的位置向y方向移动规定的距离,从而将计测单元20配置在铸型12的上方。
[0083]
接下来,控制装置35使计测单元20下降而在铸型12上形成孔30(步骤st22)。例如,控制装置35控制计测单元20的旋转促动器24,使切削工具22的前端朝向铸型12的背面12b并且控制驱动源22a使切削工具22绕轴旋转。接下来,控制装置35控制升降装置32使计测单元20向下方移动。由此,如图7所示,切削工具22将配置在输送线10上的铸型12穿孔,在铸型12上形成从背面12b朝向制品面12a延伸的有底的孔30。
[0084]
此时,形成于铸型12的孔30也可以具有z方向的背面12b与制品面12a之间的距离的1/2以上的深度。即、在z方向上,在比背面12b与制品面12a的中间线12m到制品面12a侧为止形成孔30。形成在铸型12的孔30的深度通过切削工具22的下降量来调整。在一实施方式中,控制装置35也可以在铸型12的造型时,由传感器计测到模型18的距离,以铸型12被切削至模型18的近前的方式,决定切削工具22的最低下降位置。另外,控制装置35也可以从贴附在铸型12的rfid标签取得铸型12的高度,根据铸型12的高度来决定切削工具22的最低下降位置。此外,控制装置35也可以在铸型12上形成孔30时,以不损伤模型18的方式,在不与模型18干涉的位置形成孔30。
[0085]
接下来,如图8所示,控制装置35控制升降装置32使计测单元20向上方移动。接下来,如图9所示,控制装置35以测定探测器23的前端朝向铸型12侧的方式使计测单元20绕旋转轴r旋转(步骤st23)。接下来,控制装置35控制升降装置32使计测单元20向下方移动。由此,如图10所示,测定探测器23被插入形成在铸型12的孔30,测定探测器23的前端按压在孔30的底部30b。而且,如图11所示,控制装置35控制升降装置32使计测单元20进一步向下方移动,使测定探测器23向底部30b内进入规定的深度(例如50mm)。此时,测定探测器23计测从底部30b受到的反作用力(步骤st24)。从底部30b受到的反作用力是与铸型12内部的强度相关的计测值,表示铸型12的固化状态。
[0086]
计测来自底部30b的反作用力后,如图12所示,控制装置35使测定探测器23上升并将测定探测器23从孔30拔出。此时,异物除去装置38例如朝向测定探测器23的前端喷射空气,除去附着于测定探测器23的铸型砂等异物(步骤st25)。
[0087]
接下来,控制装置35从由测定探测器23计测出的铸型12的反作用力来计算压缩强度(步骤st26)。例如,控制装置35存储有表示由测定探测器23计测出的反作用力和压缩强度的关系的相关数据,使用该相关数据,将计测出的铸型12的反作用力转换为压缩强度。此时,控制装置35也可以将计算出的铸型12内部的压缩强度与铸型12的铸型信息相关联地存储。此外,计测出的反作用力是与铸型12的内部的强度相关的计测值,表示铸型12的内部的固化状态。因此,控制装置35也可以不将铸型12的反作用力转换为压缩强度,而将计测出的反作用力作为铸型12内部的强度信息直接存储。
[0088]
如以上说明那样,上述实施方式的强度计测装置4能够通过切削工具22在铸型12上形成孔30,向该孔30插入测定探测器23来计测从孔30的底部30b受到的反作用力。从孔30的底部30b受到的反作用力是与铸型12内部的强度相关的计测值,表示铸型12的固化状态。因此,能够根据强度计测装置4,在脱模前测定铸型12内部的强度信息。特别是,自硬性铸型一般是将混炼砂压实而对铸型12进行造型。在造型时在将混炼砂压实时,一般在制品面12a
侧与背面12b侧之间砂的填充密度产生差异,所以在制品面12a侧与背面12b侧之间铸型的强度往往产生差别,有时难以根据铸型12的背面12b的强度信息推断制品面12a的强度信息。与此相对,在强度计测装置4中,形成有从铸型12的背面12b延伸到制品面12a的近前的孔30,所以能够取得对铸型12的性能影响较大的制品面12a侧的铸型12的强度信息。
[0089]
以上,虽对各种实施方式的铸型造型系统、强度计测装置以及强度计测方法进行了说明,但并不限于上述实施方式,在不改变发明的宗旨的范围内能够构成各种变形实施方式。
[0090]
例如,铸型12若是特殊铸型,则并不限于自硬性铸型。特殊铸型例如包含自硬性铸型、热固化性铸型或者气体固化性铸型。热固化性铸型通过壳模法或者热箱法这样的热固化工艺来制造。气体固化性铸型例如通过向铸物砂混炼水玻璃而造型后注入二氧化碳气体的气体固化工艺来制造。
[0091]
强度计测装置4也可以不具备控制装置35。在一实施方式中,控制装置35的功能也可以被统一在生产线控制部8,通过生产线控制部8控制计测单元20、距离传感器31、升降装置32以及滑块33的动作。
[0092]
在图5所示的铸型造型方法中,在由强度计测装置4计测出的铸型12的强度信息是规定的阈值以下的情况下,虽使铸型12在输送线10上待机,但生产线控制部8也可以在铸型12的强度信息是规定的阈值以下的情况下,将铸型12输送到使铸型12从输送线10上的输送路径离开的待机站,使铸型12在该待机站待机规定的时间。
[0093]
在图4所示的实施方式中,切削工具22和测定探测器23虽以能够绕旋转轴r一体地旋转的方式相互连结,但切削工具22和测定探测器23也可以不相互连结。例如,如图13所示,强度计测装置4也可以具备使切削工具22向y方向移动的滑块33a、和使测定探测器23向y方向移动的滑块33b。滑块33a使切削工具22向铸型12的上方移动,通过升降装置32a使切削工具22下降,由此在铸型12上形成孔。滑块33b使测定探测器23向形成于铸型12的孔的上方移动,通过升降装置32b使测定探测器23下降而使测定探测器23的前端按压在孔的底部。然后,以测定探测器23的前端进入铸型12内的方式,将测定探测器23插入孔的底部,计测从铸型12受到的反作用力。这样,即使是使切削工具22和测定探测器23分别向y方向移动的结构,也能够在脱模前测定铸型12内部的强度信息。
[0094]
在图3所示的强度计测装置4中,距离传感器31虽构成为与计测单元20一体地移动,但距离传感器31也可以与计测单元20分开地移动。例如,距离传感器31也可以以能够沿z方向移动的方式安装于框架25。在这样的结构中,使距离传感器31向z方向移动,并且计测该距离传感器31与铸型12之间的y方向的距离,由此能够确定y方向的铸型12的位置以及z方向的铸型12的背面12b的位置。因此,能够基于由距离传感器31确定出的铸型12的位置以及背面12b的位置,来确定在铸型12上形成孔的位置。
[0095]
在图2所示的实施方式中,虽通过具有两个接近开关的定位部41,将铸型12定位在计测位置,但定位部41也可以不使用接近开关来进行铸型12的定位。例如,如图14所示,铸型造型系统也可以具备绕沿z方向延伸的轴线转动并开闭的一对限位器41c。这些一对限位器41c在关闭状态时与平台16接触来限制向x方向的移动。若通过计测单元20完成铸型12的强度信息的计测,则通过一对限位器41c绕轴线转动而成为开放状态,使铸型12向下游侧通过。此外,一对限位器41c也可以是与设置在平台16的衬套卡合的销。
[0096]
在上述实施方式中,虽通过滑块33以及升降装置32使计测单元20分别向y方向以及z方向移动,但也可以使用机器人使计测单元20移动。例如,机器人是三轴的正交机器人,使计测单元20和距离传感器31向x方向、y方向以及z方向一体地移动。作为机器人可例示多关节机器人、并联连杆机器人以及scara机器人。机器人例如在输送线10的上方固定于梁部件26。此外,机器人也可以是一轴或者二轴的机器人。
[0097]
在图1所示的例子中,虽具备沿着直线状的输送路径输送铸型12的输送线10,但输送线10也可以沿着环状的输送路径输送铸型12。此外,上述各种实施方式能够在不矛盾的范围内进行组合。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。