1.本发明涉及电子线领域,更具体地说,它涉及一种抗氧化的铜质电子线及其加工工艺。
背景技术:
2.电子线是电器设备所连接的线缆的一种简称,通电性较为稳定。
3.电线“氧化”主要是指电子线的绝缘层及保护层在长时间的光照、温度变化形成的冷热冲击、气体腐蚀、压力变化、振动等因素的作用下失去了包覆保护的情况,破损后,线芯也有严重氧化现象,得不到保护的线芯发生氧化,线芯氧化后会导致电流泄漏甚至短路起火。
4.现有的线芯抗氧化性提升,是通过加入抗氧化层,但是抗氧化层采用都是覆膜或者涂覆,在包覆破损时,不能很好的起到线芯抗氧化作用,故提出一种抗氧化的铜质电子线,利用包覆的抗氧化填料用于对绝缘层破损后的线芯进行保护。
技术实现要素:
5.本发明提供一种抗氧化的铜质电子线及其加工工艺,解决相关技术中电子线中包覆层破损后线芯易氧化的技术问题。
6.根据本发明的一个方面,提供了一种抗氧化的铜质电子线,包括线芯、绝缘层、包覆层和阻燃层,绝缘层包裹在线芯的外壁上,且多股线芯绞成内芯,包覆层包裹在内芯外壁上,阻燃层填充在内芯和包覆层之间;
7.内芯还包括保持架、绝缘层和抗氧化填料,保持架环形分布在线芯外壁上,绝缘层绕卷在保持架的外壁上,抗氧化填料填充在绝缘层和线芯之间;
8.保持架为拱形结构,且保持架为弹性材料制成;
9.绝缘层包括多组螺旋形结构的绕卷片,且绕卷片的数量和保持架的数量保持一致。
10.进一步地:保持架的一端设有凸柱,保持架的另一端异侧开有插孔,径向上相邻的两个保持架通过凸柱和插孔插接配合,位于同一个绝缘层下的保持架相互连接。
11.根据本发明的二个方面,提供了一种抗氧化的铜质电子线加工设备,包括工作台、输送辊、填料箱和装配单元,工作台水平设置,输送辊垂直安装在工作台上,且输送辊之间的间距可调,线芯穿过输送辊的辊面,并穿过填料箱,填料箱垂直安装在工作台上,且抗氧化填料填充在填料箱内,线芯穿过填料箱时,抗氧化填料附着在线芯的外壁上,装配单元安装在工作台的侧壁上,线芯的端部通过装配单元的内部,并将保持架、绝缘层同时装配至附着有抗氧化填料的线芯外壁上。
12.进一步地:所述装配单元包括固定架、转动环、放卷支架、张紧组件和推送组件,固定架沿着垂直工作台的上台面方向固定安装在工作台的一侧外壁上,且转动环安装在固定架的内壁上,放卷支架固定连接在转动环的外壁上,绝缘层通过放卷支架上放卷至张紧组
件上,并绕接至通过装配单元内的线芯外壁上,张紧组件和推送组件均环形分布在转动环的外壁上,张紧组件可绕着其与转动环的连接处摆动,并带动抵靠连接在张紧组件外壁上的绝缘层张紧,推送组件的末端设于绝缘层和线芯的绕卷处,且保持架设于推送组件内,推送组件用于推送保持架至线芯的外壁上。
13.进一步地:所述工作台的底侧安装有驱动电机,且驱动电机的输出轴安装有传动盘,传动盘和转动环的外壁之间设有带齿传动皮带,传动盘通过带齿传动皮带与转动环之间形成传动配合。
14.进一步地:所述张紧组件包括凸辊、摆杆和曲柄连杆件,凸辊垂直安装在摆杆的末端上,曲柄连杆件的输出端与摆杆远离凸辊的一端相连接,曲柄连杆件带动摆杆绕其与曲柄连杆件的连接处摆动。
15.进一步地:所述曲柄连杆件的输入端连接有第一传动齿轮,第一传动齿轮与带齿传动皮带形成啮合传动连接。
16.进一步地:所述推送组件包括排布件和排布输送带,排布件安装在排布输送带的一端上,排布输送带的带面上排布有夹持胶块,保持架呈列状分布在排布件内,保持架依次通过排布件的底端,并排布在排布输送带上相邻夹持胶块之间的间隙,排布输送带输送保持架至绝缘层和线芯的绕卷处。
17.进一步地:所述排布输送带的一侧设有驱动轴,且驱动轴的末端安装有第二传动齿轮,第二传动齿轮与带齿传动皮带形成啮合传动连接。
18.根据本发明的三个方面,提供了一种抗氧化的铜质电子线加工工艺,包括以下步骤:
19.步骤s1:取紫铜线退火、矫直、去除氧化皮,得到线芯;
20.步骤s2:线芯由输送辊之间输出,输送辊带动线芯通过填料箱内,填料箱内的抗氧化填料附着在线芯的外壁上,附着上的抗氧化填料的线芯进入装配单元内,通过装配单元对线芯进行加工;
21.步骤s3:绝缘层通过引出绕接在线芯上,随着线芯的推进,绝缘层不断绕接在线芯的外壁上,通过推送组件将保持架不断推送至绝缘层和线芯的连接处,将保持架压在绝缘层的下方,并贴合至线芯的外壁上,保持架和绝缘层的绕卷后,线芯表面的抗氧化填料充盈在绝缘层和保持架内部,得到装配上绝缘层、保持架和抗氧化填料的线芯;
22.步骤s4:将步骤s3中得到的线芯多股绞成内芯结构,并在内芯外壁上依次包覆上阻燃层和包覆层,即可得到该抗氧化的铜质电子线。
23.本发明的有益效果在于:
24.本抗氧化的铜质电子线在线芯表面引入抗氧化填料和保持架组成的抗氧化层,抗氧化填料在遇到外界氧气时形成一个硬化层,保持架提供该线芯较好的抗压、抗拉伸和抗扭转效果,可以提供内部线芯一个较好的绝缘环境。
25.本发明还提出一种加工设备,该加工设备可同时将保持架和抗氧化填料稳定在绝缘层内,绝缘层是在张紧拉伸状态下紧密贴附在线芯外侧,绝缘层采用螺旋式叠合绕接方式,可减少氧气进入线芯内部,稳定且快速的加工铜质电子线。
附图说明
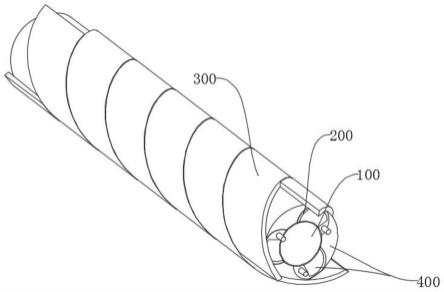
26.图1是本发明提出的一种抗氧化的铜质电子线结构示意图;
27.图2是图1中去除局部绝缘层时的结构示意图;
28.图3是图1中保持架的装配结构示意图;
29.图4是图1的竖截面结构示意图;
30.图5是本发明提出的一种抗氧化的铜质电子线加工设备结构示意图;
31.图6是图5的轴侧结构示意图;
32.图7是图5中工作台的内部结构示意图;
33.图8是图7中的送线单元结构示意图;
34.图9是图5中的装配单元结构示意图;
35.图10是图9中绝缘层绕卷至线芯的主视效果图;
36.图11是图5中的张紧组件结构示意图;
37.图12是图5中的推送组件结构示意图。
38.图中:100、线芯;200、保持架;210、插柱;220、插孔;300、绝缘层;400、抗氧化填料;500、加工设备;510、工作台;520、送线单元;521、输送辊;522、适配组件;522a、夹持架;522b、支撑弹簧;522c、移动杆;522d、移动套筒;523、传动组件;523a、输入电机;523b、从动齿轮;523c、驱动齿轮;523d、同步齿轮;523e、摆动架;524、托架;530、填料箱;540、装配单元;541、固定架;542、转动环;543、张紧组件;543a、摆杆;543b、凸辊;543c、曲柄;543d、连杆;543e、第一传动齿轮;544、推送组件;544a、排布件;544b、排布输送带;544c、排布盒;544d、盖板;544e、挤压弹簧;544f、夹持胶块;544g、第二传动齿轮;545、放卷支架;546、传动盘;547、驱动电机;600、包覆层;700、阻燃层。
具体实施方式
39.现在将参考示例实施方式讨论本文描述的主题。应该理解,讨论这些实施方式是为了使得本领域技术人员能够更好地理解从而实现本文描述的主题。可以在不脱离本说明书内容的保护范围的情况下,对所讨论的元素的功能和排列进行改变。各个示例可以根据需要,省略、替代或者添加各种过程或组件。另外,相对一些示例所描述的特征在其他例子中也可以进行组合。
40.实施例一
41.参阅图1-图3所示,在本实施例中提出了一种抗氧化的铜质电子线,包括线芯100、绝缘层300、包覆层600和阻燃层700,绝缘层300包裹在线芯100的外壁上,且多股线芯100绞成内芯,包覆层600包裹在内芯外壁上,阻燃层700填充在内芯和包覆层600之间;
42.包覆层600包括但不限于橡胶基体、高岭土和水镁石混合制备,包覆层600具备良好的拉伸强度和抗撕裂强度。
43.阻燃层700包括但不限于采用氢氧化铝阻燃剂、pvc树脂和低密度聚乙烯树脂等阻燃材料;
44.内芯还包括保持架200、绝缘层300和抗氧化填料400,保持架200环形分布在线芯100外壁上,绝缘层300绕卷在保持架200的外壁上,抗氧化填料400填充在绝缘层300和线芯100之间;
45.保持架200为拱形结构,且保持架200为弹性材料制成,保持架200的拱形结构可以提供径向的支撑效果,并对抗氧化填料400组成的抗氧化层起到骨架的作用,提高了整体的铜质电子线的抗压能力;
46.如图3所示,同时在保持架200的一端设有凸柱210,保持架200的另一端异侧开有插孔220,如图3所示,径向上的上下两个保持架200通过凸柱210和插孔220插接配合,使位于同一个绝缘层300下的保持架200相互连接;
47.绝缘层300包括多组螺旋形结构的绕卷片,绕卷片的内侧具备粘黏性,且绕卷片的数量和保持架200的数量保持一致,如图1所示,其中保持架200的数量和绕卷片的数量均为3个,绕卷片的一边边缘压合在另一个绕卷片的另一边边缘上,实现线芯100表面的无缝包覆,提高了整体的铜质电子线的抗拉和抗扭转能力。
48.实施例二
49.参阅图5-图12所示,在加工实施例一中的抗氧化铜质电子线时,由于其特殊结构,现有设备无法满足该电子线的加工,在本实施例中提出了一种抗氧化的铜质电子线加工设备500,用于解决该电子线加工时,无法同时对保持架200和抗氧化层进行装配的问题,包括工作台510、送线单元520、填料箱530和装配单元540,输送辊521为送线单元520中主要的送线部件,工作台510水平设置,输送辊521垂直安装在工作台510上,且输送辊521之间的间距可调,线芯100穿过输送辊521的辊面,并穿过填料箱530,填料箱530垂直安装在工作台510上,且抗氧化填料400填充在填料箱530内,线芯100穿过填料箱530时,抗氧化填料400附着在线芯100的外壁上,装配单元540安装在工作台510的侧壁上,线芯100的端部通过装配单元540的内部,并将保持架200、绝缘层300同时装配至附着有抗氧化填料400的线芯100外壁上。
50.需要补充说明的是,在工作台510上设有托架524,托架524上开有v型槽道,线芯100通过v型槽道输入,进入两个输送辊521的辊面之间。
51.还需要补充说明的是,输送辊521的输入侧安装有适配组件522,适配组件522在工作时,不同粗度的线芯100进入后,适配组件522可适应性地改变输送辊521之间的间距,避免输送辊521的辊间距与线芯100不适配,造成线芯100无法输入或者线芯100被挤压变形的情况出现。
52.适配组件522包括夹持件和调节件523,其中夹持件包括夹持架522a、支撑弹簧522b、移动杆522c和移动套筒522d,在工作台510的上台面上开有槽口,夹持架522a对称设于槽口内,夹持架522a为l型结构,移动杆522c的一端固定连接在夹持架522a的侧壁上,移动套筒522d套设于移动杆522c的外壁上,移动套筒522d的竖截面为t型结构,且移动套筒522d设有凸出部,凸出部与调节件523相连接,在夹持架522a中部开有进线槽口,线芯100通过进线槽口,挤压夹持架522a,并带动移动杆522c和其上移动套筒522d移动;
53.调节件523包括输入电机523a、从动齿轮523b、摆动架、驱动齿轮523c和同步齿轮523d,输入电机523a的输出轴安装在其中一个驱动齿轮523c上,该侧的驱动齿轮523c和从动齿轮523b啮合传动连接,从动齿轮523b与同步齿轮523d啮合连接,两侧的同步齿轮523d传动连接,进而带动另一侧的驱动齿轮523c和从动齿轮523b转动,输送辊521通过轴垂直安装在从动齿轮523b上,摆动架安装在驱动齿轮523c上延伸的轴体和从动齿轮523b上延伸的轴体上,摆动架的末端设有滑动槽,凸出部插接在滑动槽内,并抵靠连接在滑动槽内,在输
入电机523a动作时,可通过从动齿轮523b、摆动架、驱动齿轮523c和同步齿轮523d可调节,使两侧的输送辊521可同向或者异向转动,调节两者之间的间距。
54.装配单元540包括固定架541、转动环542、放卷支架545、张紧组件543和推送组件544,固定架541沿着垂直工作台510的上台面方向固定安装在工作台510的一侧外壁上,且转动环542安装在固定架541的内壁上,放卷支架545固定连接在转动环542的外壁上,绝缘层300通过放卷支架545上放卷至张紧组件543上,并绕接至通过装配单元540内的线芯100外壁上,张紧组件543和推送组件544均环形分布在转动环542的外壁上,张紧组件543可绕着其与转动环542的连接处摆动,并带动抵靠连接在张紧组件543外壁上的绝缘层300张紧,推送组件544的末端设于绝缘层300和线芯100的绕卷处,且保持架200设于推送组件544内,推送组件544用于推送保持架200至线芯100的外壁上。
55.工作台510的底侧安装有驱动电机547,且驱动电机547的输出轴安装有传动盘546,传动盘546和转动环542的外壁之间设有带齿传动皮带,传动盘546通过带齿传动皮带与转动环542之间形成传动配合。
56.张紧组件543包括凸辊543b、摆杆543a和曲柄543c连杆543d件,凸辊543b垂直安装在摆杆543a的末端上,曲柄543c连杆543d件的输出端与摆杆543a远离凸辊543b的一端相连接,曲柄543c连杆543d件带动摆杆543a绕其与曲柄543c连杆543d件的连接处摆动。
57.曲柄543c连杆543d件的输入端连接有第一传动齿轮543e,第一传动齿轮543e与带齿传动皮带形成啮合传动连接。
58.其中曲柄543c连接件包括曲柄543c和连杆543d,曲柄543c和连杆543d通过轴连接,曲柄543c的末端与摆杆543a通过轴连接,连杆543d的末端与第一传动齿轮543e相连接,在第一传动齿轮543e被带动时,连杆543d带动曲柄543c转动,曲柄543c带动摆杆543a绕着其与曲柄543c连接处小范围摆动,进而张紧通过凸辊543b表面的绝缘层300。
59.张紧组件543可绕着其与转动环542的连接处摆动,并带动抵靠连接在张紧组件543外壁上的绝缘层300张紧,在张紧组件543拉伸时,使绝缘层300更好的粘接在保持架200的外壁上,在进行绕接压合时,绝缘层300的接缝处的气体被排出,绝缘层300更紧密绕接包裹在保持架200和抗氧化填料400的外壁上。
60.推送组件544包括排布件544a和排布输送带544b,排布件544a安装在排布输送带544b的一端上,排布输送带544b的带面上排布有夹持胶块544f,保持架200呈列状分布在排布件544a内,保持架200依次通过排布件544a的底端,并排布在排布输送带544b上相邻夹持胶块544f之间的间隙,排布输送带544b输送保持架200至绝缘层300和线芯100的绕卷处。
61.排布件544a包括排布盒544c、盖板544d和挤压弹簧544e,排布盒544c内设有多个垂直状的排布槽道,保持架200依次堆叠在排布槽道内,挤压弹簧544e安装在盖板544d上,且挤压弹簧544e的末端压在位于最上方的保持架200外壁上,在排布盒544c的排布槽道底端设有三角凸块,三角凸块用于将水平状的保持架200引导成垂直状,通过底侧的排布输送带544b输送出;
62.在排布输送带544b的末端,夹持胶块544f在输送带末端呈拱形分布,夹持胶块544f之间的保持架200一端会被绝缘层300粘附,随着绝缘层300带入,通过张紧组件543对绝缘层300张紧拉伸,并带动保持架200沿着线芯100的径向移动,将该保持架200的插柱210插接至上一个已安装好的保持架200的插孔210内,再随着绝缘层300的绕卷,保持架200的
另一端压在线芯100的外壁上,完成保持架200和绝缘层300的装配。
63.排布输送带544b的一侧设有驱动轴,且驱动轴的末端安装有第二传动齿轮544g,第二传动齿轮544g与带齿传动皮带形成啮合传动连接,通过带齿传动皮带带动,可使绝缘层300和保持架200同步进入线芯100外壁上。
64.实施例三
65.在本实施例中提出了一种抗氧化的铜质电子线加工工艺,包括以下步骤:
66.步骤s1:取紫铜线退火、矫直、去除氧化皮,得到线芯100;
67.步骤s2:线芯100由输送辊521之间输出,输送辊521带动线芯100通过填料箱530内,填料箱530内的抗氧化填料400附着在线芯100的外壁上,附着上的抗氧化填料400的线芯100进入装配单元540内,通过装配单元540对线芯100进行加工;
68.步骤s3:绝缘层300通过放卷支架545引出绕接在线芯100上,随着线芯100的推进,绝缘层300不断绕接在线芯100的外壁上,通过推送组件544将保持架200不断推送至绝缘层300和线芯100的连接处,在推送组件544的排布输送带544b末端,夹持胶块544f在带面上呈拱形分布,夹持胶块544f之间的保持架200一端会被绝缘层300粘附,将保持架200压在绝缘层300的下方,张紧组件543中曲柄543c带动摆杆543a绕着其与曲柄543c连接处小范围摆动,进而张紧通过凸辊543b表面的绝缘层300,并带动保持架200沿着线芯100的径向移动,将该保持架200的插柱210插接至上一个已安装好的保持架200的插孔210内,再随着绝缘层300的绕卷,保持架200的另一端压在线芯100的外壁上,保持架200和绝缘层300的绕卷后,线芯100表面的抗氧化填料400充盈在绝缘层300和保持架200内部,得到装配上绝缘层300、保持架200和抗氧化填料400的线芯100;
69.步骤s4:将步骤s3中得到的线芯100多股绞成内芯结构,并在内芯外壁上依次包覆上阻燃层700和包覆层600,即可得到该抗氧化的铜质电子线。
70.上面结合附图对本实施例的实施例进行了描述,但是本实施例并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实施例的启示下,在不脱离本实施例宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实施例的保护之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
