1.本发明的实施例涉及一种热封装工装、压装装置及其热封装方法,特别涉及一种单电池热封装工装、压装装置及其热封装方法;本发明的单电池热封装工装、压装装置及其热封装方法应用于新能源氢燃料电池单电池的生产过程中,用于氢燃料电池单电池的核心零件阴极板、膜电极、阴极板的加热压。
背景技术:
2.燃料电池单电池由双极板双极板和膜电极组成,他们之间通过加热及压紧力被封装到一起形成单电池。单电池厚度偏差超出的允许范围直接影响到其内部的密封,在燃料电池设计之初,普通压紧工装由于对阴极板、膜电极、阳极板定位的不准确,会带来的单电池的厚度偏大或者偏小的技术问题,都对燃料电池的综合性能带来极大的影响,有可能偏大的地方直接就漏气了,如果不合格的产品直接流入到下一个环节,不仅产品的性能得不到保证,甚至还存在一定的安全隐患,后果不堪设想;针对于燃料电池单电池热封装的要求越来越高,传统的压装方式不仅合格低下,而且效率也非常低,同时也无法大批量的生产的要求。这种普通的压装方式已经渐渐满足不了燃料电池快速发展的需要。
技术实现要素:
3.本发明的实施方式的目的在于提供一种能够提高压装方式的工作效率,同时,提高压装质量的单电池热封装工装、压装装置及其热封装方法。
4.为了实现上述目的,本发明的实施方式设计了一种单电池热封装工装,包括:
5.上工装结构,在所述的单电池热封装工装的上方设置所述的上工装结构;
6.上加热结构,在所述的上工装结构上设置所述的上加热结构;
7.顶升结构,在所述的上工装结构内设置所述的顶升结构;
8.下工装结构,在所述的上工装结构的轴线方向上设置所述的下工装结构;
9.下加热结构,在所述的下工装结构上设置所述的下加热结构;所述的上加热结构和所述的下加热结构对单电池的压装件进行加热;
10.浮动结构,在所述的下工装结构内设置所述的浮动结构;所述的浮动结构在所述的上工装结构下压的过程中浮动,对所述的压装件进行压装过程中的定位。
11.进一步,所述的上工装结构和所述的下工装结构之间设置阳极仿形工装板和阴极仿形工装板的相嵌结构。
12.进一步,所述的上工装结构,还包括:
13.顶部活动压板,在所述的上工装结构的上方设置所述的顶部活动压板;
14.直线轴承,在所述的顶部活动压板上镶嵌固定若干个所述的直线轴承;
15.上工装座板,在所述的顶部活动压板的下方固定所述的上工装座板;
16.上玻纤隔热板,在所述的上工装座板的下方固定所述的上玻纤隔热板;
17.上加热板,在所述的上玻纤隔热板的下方固定所述的上加热板;在所述的上加热
板的上方固定阳极仿形工装板;
18.合模销孔,在所述的阳极仿形工装板上,在所述的阳极仿形工装板的对角处开设所述的合模销孔。
19.进一步,所述的上加热结构,还包括:
20.第一加热棒,在所述上工装结构的上加热板的侧面开设若干个加热通孔;在所述的加热通孔内设置所述的第一加热棒;
21.第一热电偶,在所述的上加热板上方,与阳极仿形工装板之间通过压块固定若干个所述第一热电偶。
22.进一步,所述的顶升结构,还包括:
23.顶升杆,在所述的上工装结构的内部设置所述的顶升杆;所述的顶升杆设置在穿过上玻纤隔热板、上加热板以及阳极仿形工装板的通孔中;
24.定位螺栓,在所述的顶升杆的下方的所述上工装座板上穿入所述的定位螺栓;并将所述顶升杆的一端固定。
25.进一步,所述的下工装结构,还包括:
26.下工装座板,在所述的下工装结构的下部设置所述的下工装座板;
27.下玻钎隔热板,在所述的上工装座板的上方固定所述的下玻纤隔热板;
28.下加热板,在所述的下玻纤隔热板的上方固定所述的下加热板;在所述的下加热板的上方固定阴极仿形工装板;
29.定位弹簧销,在所述的阴极仿形工装板的上方,在所述的压装件的区域内活动设置所述的定位弹簧销;
30.合模定位销,在所述的阴极仿形工装板的上方,在阴极仿形工装板的上方的对角设置所述的合模定位销。
31.进一步,所述的下加热结构,还包括:
32.第二加热棒,在所述下工装结构的下加热板的侧面开设若干个加热通孔;在所述的加热通孔内设置所述的上第二加热棒;
33.第二热电偶,在所述的下加热板上方,与阴极仿形工装板之间通过压块固定若干个所述第二热电偶。
34.进一步,所述的浮动结构,还包括:
35.浮动直线轴承,在所述下工装结构的下工装座板上固定所述的浮动直线轴承;
36.浮动杆,在所述的浮动直线轴承内活动连接所述的浮动杆;
37.浮动弹簧,在所述的浮动直线轴承上方,在所述的浮动杆上套入所述的浮动弹簧;
38.浮动支撑板,在所述的浮动杆的顶部通过螺栓固定所述的浮动支撑板;所述的浮动弹簧卡在所述的浮动直线轴承与所述的浮动支撑板之间;所述的浮动杆的另一端设置成凸块状,嵌入在开设在所述下工装结构上的通孔中。
39.在本发明的实施方式中还设计了一种单电池热封装工装压装装置,包括:
40.底座台板;在所述的底座台板上固定单电池热封装工装;
41.导向杆,通过导杆锁紧螺母将所述的导向杆的一端固定在所述的底座台板上方,
42.顶部活动压板,在所述的导向杆上通过直线轴承活动连接所述的顶部活动压板;
43.顶部支撑板,在所述的导向杆的另一端上方通过所述的导杆锁紧螺母固定所述的
顶部支撑板;
44.伺服压机驱动装置,在所述的顶部支撑板的上方固定所述的伺服压机驱动装置;
45.压机连接件,所述的伺服压机驱动装置的输出端通过所述的压机连接件与所述的顶部活动压板的上方相连接;所述的伺服压机驱动装置驱动所述的顶部活动压板沿着所述的导向杆上下移动;带动所述的单电池热封装工装进行热封装。
46.在本发明的实施方式中还设计了一种单电池热封装工装压装装置的热封装方法,包括以下的步骤:
47.步骤s10:预热,启动单电池热封装工装压装装置;所述电池热封装工装压装装置的上加热板、下加热板加热至压装所需温度;进入步骤s20;
48.步骤s20:上料:人工在阴极仿形工装板的上方,手动放置阴极板、膜电极、阴极板;进入步骤s30;
49.步骤s30:伺服压机驱动装置动作带动上工装结构、上加热结构和顶升机构向下移动,完成阴极板、膜电极、阴极板压合;进入步骤s40;
50.步骤s40:阴极仿形工装板、阳极仿形工装板根据产品进行仿形;仿形完成后伺服压机驱动装置动作上升,浮动结构顶出仿形后的阴极板、膜电极、阴极板;人工取出仿形后的阴极板、膜电极、阴极板。
51.本发明的实施方式同现有技术相比,采用在加热工装的上方设置上工装结构;在上工装结构上设置上加热结构;在上工装结构内设置顶升结构;在上工装结构的轴线方向上设置下工装结构;在下工装结构上设置下加热结构;上加热结构和下加热结构对单电池的压装件进行加热;在下工装结构内设置浮动结构;浮动结构在上工装结构下压的过程中浮动,对压装件进行压装过程中的定位。解决了普通压紧工装由于对阴极板、膜电极、阳极板定位的不准确的技术问题,解决了都对燃料电池的综合性能带来的影响,同时本发明的压装方式不仅合格高,而且压装效率也很高,能够满足大批量的生产的要求。
附图说明
52.图1为本发明的第一实施例的单电池热封装工装上半部的立体结构示意图;
53.图2为图1的全剖结构示意图;
54.图3为本发明的第一实施例的单电池热封装工装下半部的立体结构示意图;
55.图4为图3的全剖结构示意图;
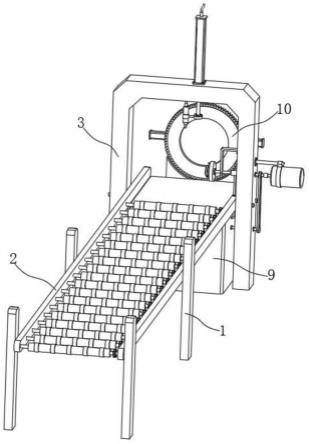
56.图5为本发明第二实施例中的单电池热封装工装压装装置的立体结构示意图;
57.图6为图5的主视方向结构示意图;
58.图7为本发明的第三实施方式的流程示意图。
具体实施方式
59.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本发明各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术各权利要求所要求保护的技术方案。
60.本发明的第一实施方式涉及一种单电池热封装工装,如图1、图2、图3、图4所示,包括:
61.在本实施例的单电池热封装工装的上方设置上工装结构100;上工装结构100主要起到支撑的作用;
62.在上工装结构100上设置上加热结构200;上加热结构200主要用于对本实施例的单电池热封装工装的上工装结构100进行加热。
63.在上工装结构100内设置顶升结构300;顶升结构300作为上定位机构,对阴极板20、膜电极19、阳极板18进行定位;
64.在上工装结构100的轴线方向上设置下工装结构400,下工装结构400作为本实施例的单电池热封装工装的下半部分的框架;
65.在下工装结构400上设置下加热结构500;上加热结构200和下加热结构500对单电池的压装件进行加热;下加热结构500主要用于对下工装结构400进行加热。
66.浮动结构600,在下工装结构500内设置浮动结构600;浮动结构600在上工装结构100下压的过程中浮动,对压装件进行压装过程中的定位。
67.上述的结构,解决了普通压紧工装由于对阴极板20、膜电极19、阳极板18定位的不准确的技术问题,解决了都对燃料电池的综合性能带来的影响,同时本发明的压装方式不仅合格高,而且压装效率也很高,能够满足大批量的生产的要求。
68.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,上工装结构100和下工装结构500之间设置阳极仿形工装板16和阴极仿形工装板12的相嵌结构。阳极仿形工装板16和阴极仿形工装板12的相嵌结构能够保证上工装结构100下压的过程中,对阴极板20、膜电极19、阳极板18进行精确的定位。
69.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,上工装结构100,还包括:
70.在上工装结构100的上方设置顶部活动压板5;顶部活动压板5用于支撑整个上工装结构100;
71.在顶部活动压板5上镶嵌固定若干个直线轴承4;直线轴承4用于对上工装结构100进行定位;
72.在顶部活动压板5的下方固定上工装座板13;上工装座板13用于上工装结构100的底部的支撑;
73.在上工装座板13的下方固定上玻纤隔热板14;上玻纤隔热板14主要用于上加热板15的加热过程进行隔热;
74.在上玻纤隔热板14的下方固定上加热板15;在上加热板15的上方固定阳极仿形工装板16;上加热板15用于对阳极仿形工装板16进行加热;
75.在阳极仿形工装板16上,在阳极仿形工装板16的对角处开设所述的合模销孔30。合模销孔30用于阳极仿形工装板16和阴极仿形工装板12的相嵌结构压装的时候,对相互的位置进行定位。
76.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,上加热结构200,还包括:
77.在上工装结构100的上加热板13的侧面开设若干个加热通孔;在加热通孔内设置
第一加热棒28;第一加热棒28用于对阳极仿形工装板16进行加热;
78.在上加热板13上方,与阳极仿形工装板16之间通过压块固定若干个第一热电偶27;第一热电偶27用于对第一加热棒28时的温度进行测温。
79.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,顶升结构300,还包括:
80.在上工装结构100的内部设置顶升杆29;顶升杆29设置在穿过上玻纤隔热板14、上加热板13以及阳极仿形工装板16的通孔中;顶升杆29用于与浮动结构600配合对阴极板20、膜电极19、阳极板18进行定位。
81.在顶升杆29的下方的上工装座板13上穿入定位螺栓291;并将顶升杆29的一端固定。定位螺栓291用于固定顶升杆29。
82.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,下工装结构400,还包括:
83.在下工装结构400的下部设置下工装座板9;下工装座板9用于支撑下工装结构400;
84.在上工装座板9的上方固定下玻纤隔热板10;下玻钎隔热板10用于隔热,
85.在下玻纤隔热板10的上方固定下加热板9;在下加热板9的上方固定阴极仿形工装板12;下加热板11用于安装第二加热棒281;
86.在阴极仿形工装板12的上方,在压装件的区域内活动设置定位弹簧销21;定位弹簧销21对阴极板20、膜电极19、阳极板18放置的时候进行定位。
87.在阴极仿形工装板12的上方,在阴极仿形工装板12的上方的对角设置合模定位销26。在本实施例压装的过程中,合模定位销26嵌入到合模销孔30中,保证了本实施例的压装精度。
88.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,下加热结构500,还包括:
89.在下工装结构500的下加热板9的侧面开设若干个加热通孔;在加热通孔内设置上第二加热棒281;第二加热棒281对阴极仿形工装板12进行加热;
90.在下加热板9上方,与阴极仿形工装板12之间通过压块固定若干个第二热电偶271。第二热电偶271对第二加热棒281对阴极仿形工装板12进行加热时,进行测温。
91.为了实现上述技术效果,本实施例中的单电池热封装工装,如图1、图2、图3、图4所示,浮动结构600,还包括:
92.在下工装结构400的下工装座板9上固定浮动直线轴承22;浮动直线轴承22用于活动连接浮动杆23;
93.在浮动直线轴承22内活动连接浮动杆23;浮动杆23和浮动直线轴承22形成滑动机构,保证本实施例中的单电池热封装工装能够形成下压结构。
94.在浮动直线轴承22上方,在浮动杆23上套入浮动弹簧24;浮动弹簧24,使得浮动杆23产生弹性;使得浮动杆23在下工装结构400内进行浮动;
95.在浮动杆23的顶部通过螺栓固定浮动支撑板25;浮动弹簧24卡在浮动直线轴承22与浮动支撑板25之间;浮动杆23的另一端设置成凸块状,嵌入在开设在下工装结构400上的通孔中。浮动支撑板25能够保证在热封压装的过程中,保证阴极板20、膜电极19、阳极板18
同时加热,保证阴极板20、膜电极19、阳极板18加热的一致性。同时,浮动支撑板25能够保证在下压的过程中始终贴住阴极板20、膜电极19、阳极板18,保持定位的状态。
96.在本发明的第二实施例中还提供了一种单电池热封装工装压装装置,如图1、图2、图3、图4、图5、图6所示,包括:
97.在底座台板7上固定第一实施例中的单电池热封装工装;底座台板7用于支撑单电池热封装工装。
98.通过导杆锁紧螺母8将导向杆6的一端固定在底座台板7上方,导向杆6用于顶部活动压板5,进行导向作用。
99.在导向杆6上通过直线轴承活动连接顶部活动压板5;顶部活动压板5对阴极板20、膜电极19、阳极板18进行热封压装。
100.在导向杆6的另一端上方通过导杆锁紧螺母8固定顶部支撑板2;顶部支撑板2的下面用于安装单电池热封装工装的上部以及顶部支撑板2的上面用于安装伺服压机驱动装置1。
101.在顶部支撑板2的上方固定伺服压机驱动装置1;伺服压机驱动装置1主要用于带动第一实施例中的单电池热封装工装进行热封装。
102.伺服压机驱动装置1的输出端通过压机连接件3与顶部活动压板5的上方相连接;压机连接件3将伺服压机驱动装置1与顶部活动压板5连接起来;伺服压机驱动装置1驱动顶部活动压板5沿着导向杆6上下移动;带动第一实施例中的单电池热封装工装进行热封装。
103.在本发明的第三实施例中还提供了一种单电池热封装工装压装装置的热封装方法,包括以下的步骤:
104.步骤s10:预热,启动第一实施例中的单电池热封装工装压装装置;第一实施例中的电池热封装工装压装装置的上加热板15、下加热板9加热至压装所需温度;进入步骤s20;
105.步骤s20:上料:人工在阴极仿形工装板12的上方,手动放置阴极板20、膜电极19、阴极板18;进入步骤s30;
106.步骤s30:伺服压机驱动装置1动作带动上工装结构100、上加热结构200和顶升结构300向下移动,完成阴极板20、膜电极19、阴极板18压合;进入步骤s40;
107.步骤s40:阴极仿形工装板12、阳极仿形工装板16根据产品进行仿形;仿形完成后伺服压机驱动装置1动作上升,浮动结构600顶出仿形后的阴极板20、膜电极19、阴极板18;人工取出仿形后的阴极板20、膜电极19、阴极板18。
108.本领域的普通技术人员可以理解,上述各实施方式是实现本发明的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。