技术特征:
1.一种单电池热封装工装,其特征在于,包括:上工装结构,在所述的单电池热封装工装的上方设置所述的上工装结构;上加热结构,在所述的上工装结构上设置所述的上加热结构;顶升结构,在所述的上工装结构内设置所述的顶升结构;下工装结构,在所述的上工装结构的轴线方向上设置所述的下工装结构;下加热结构,在所述的下工装结构上设置所述的下加热结构;所述的上加热结构和所述的下加热结构对单电池的压装件进行加热;浮动结构,在所述的下工装结构内设置所述的浮动结构;所述的浮动结构在所述的上工装结构下压的过程中浮动,对所述的压装件进行压装过程中的定位。2.根据权利要求1所述的单电池热封装工装,其特征在于,所述的上工装结构和所述的下工装结构之间设置阳极仿形工装板和阴极仿形工装板的相嵌结构。3.根据权利要求1所述的单电池热封装工装,其特征在于,所述的上工装结构,还包括:顶部活动压板,在所述的上工装结构的上方设置所述的顶部活动压板;直线轴承,在所述的顶部活动压板上镶嵌固定若干个所述的直线轴承;上工装座板,在所述的顶部活动压板的下方固定所述的上工装座板;上玻纤隔热板,在所述的上工装座板的下方固定所述的上玻纤隔热板;上加热板,在所述的上玻纤隔热板的下方固定所述的上加热板;在所述的上加热板的上方固定阳极仿形工装板;合模销孔,在所述的阳极仿形工装板上,在所述的阳极仿形工装板的对角处开设所述的合模销孔。4.根据权利要求1所述的单电池热封装工装,其特征在于,所述的上加热结构,还包括:第一加热棒,在所述上工装结构的上加热板的侧面开设若干个加热通孔;在所述的加热通孔内设置所述的第一加热棒;第一热电偶,在所述的上加热板上方,与阳极仿形工装板之间通过压块固定若干个所述第一热电偶。5.根据权利要求1所述的单电池热封装工装,其特征在于,所述的顶升结构,还包括:顶升杆,在所述的上工装结构的内部设置所述的顶升杆;所述的顶升杆设置在穿过上玻纤隔热板、上加热板以及阳极仿形工装板的通孔中;定位螺栓,在所述的顶升杆的下方的所述上工装座板上穿入所述的定位螺栓;并将所述顶升杆的一端固定。6.根据权利要求1所述的单电池热封装工装,其特征在于,所述的下工装结构,还包括:下工装座板,在所述的下工装结构的下部设置所述的下工装座板;下玻钎隔热板,在所述的上工装座板的上方固定所述的下玻纤隔热板;下加热板,在所述的下玻纤隔热板的上方固定所述的下加热板;在所述的下加热板的上方固定阴极仿形工装板;定位弹簧销,在所述的阴极仿形工装板的上方,在所述的压装件的区域内活动设置所述的定位弹簧销;合模定位销,在所述的阴极仿形工装板的上方,在阴极仿形工装板的上方的对角设置所述的合模定位销。
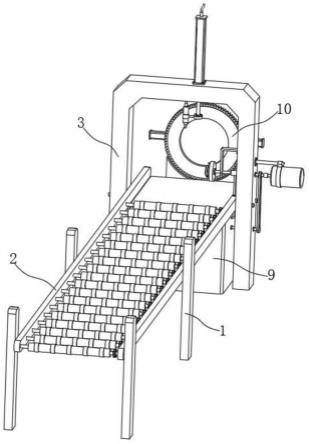
7.根据权利要求1所述的单电池热封装工装,其特征在于,所述的下加热结构,还包括:第二加热棒,在所述下工装结构的下加热板的侧面开设若干个加热通孔;在所述的加热通孔内设置所述的上第二加热棒;第二热电偶,在所述的下加热板上方,与阴极仿形工装板之间通过压块固定若干个所述第二热电偶。8.根据权利要求1所述的单电池热封装工装,其特征在于,所述的浮动结构,还包括:浮动直线轴承,在所述下工装结构的下工装座板上固定所述的浮动直线轴承;浮动杆,在所述的浮动直线轴承内活动连接所述的浮动杆;浮动弹簧,在所述的浮动直线轴承上方,在所述的浮动杆上套入所述的浮动弹簧;浮动支撑板,在所述的浮动杆的顶部通过螺栓固定所述的浮动支撑板;所述的浮动弹簧卡在所述的浮动直线轴承与所述的浮动支撑板之间;所述的浮动杆的另一端设置成凸块状,嵌入在开设在所述下工装结构上的通孔中。9.一种单电池热封装工装压装装置,其特征在于,包括:底座台板;在所述的底座台板上固定如权利要求1-9中任意一种所述的单电池热封装工装;导向杆,通过导杆锁紧螺母将所述的导向杆的一端固定在所述的底座台板上方;顶部活动压板,在所述的导向杆上通过直线轴承活动连接所述的顶部活动压板;顶部支撑板,在所述的导向杆的另一端上方通过所述的导杆锁紧螺母固定所述的顶部支撑板;伺服压机驱动装置,在所述的顶部支撑板的上方固定所述的伺服压机驱动装置;压机连接件,所述的伺服压机驱动装置的输出端通过所述的压机连接件与所述的顶部活动压板的上方相连接;所述的伺服压机驱动装置驱动所述的顶部活动压板沿着所述的导向杆上下移动;带动所述的单电池热封装工装进行热封装。10.一种单电池热封装工装压装装置的热封装方法,其特征在于,包括以下的步骤:步骤s10:预热,启动单电池热封装工装压装装置;所述电池热封装工装压装装置的上加热板、下加热板加热至压装所需温度;进入步骤s20;步骤s20:上料:人工在阴极仿形工装板的上方,手动放置阴极板、膜电极、阴极板;进入步骤s30;步骤s30:伺服压机驱动装置动作带动上工装结构、上加热结构和顶升结构向下移动,完成阴极板、膜电极、阴极板压合;进入步骤s40;步骤s40:阴极仿形工装板、阳极仿形工装板根据产品进行仿形;仿形完成后伺服压机驱动装置动作上升,浮动结构顶出仿形后的阴极板、膜电极、阴极板;人工取出仿形后的阴极板、膜电极、阴极板。
技术总结
本发明涉及一种单电池热封装工装、压装装置及其热封装方法,采用在加热工装的上方设置上工装结构;在上工装结构上设置上加热结构;在上工装结构内设置顶升结构;在上工装结构的轴线方向上设置下工装结构;在下工装结构上设置下加热结构;上加热结构和下加热结构对单电池的压装件进行加热;在下工装结构内设置浮动结构;浮动结构在上工装结构下压的过程中浮动,对压装件进行压装过程中的定位。解决了普通压紧工装由于对阴极板、膜电极、阳极板定位的不准确的技术问题,解决了都对燃料电池的综合性能带来的影响,同时本发明的压装方式不仅合格高,而且压装效率也很高,能够满足大批量的生产的要求。的生产的要求。的生产的要求。
技术研发人员:程志国 洪浩祯 蔚永欢 陆志永
受保护的技术使用者:律致新能源科技(上海)有限公司
技术研发日:2022.11.18
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。