1.本实用新型涉及薄型工件加工技术领域,具体涉及一种薄型工件自动下压式送料装置。
背景技术:
2.薄型工件在自动化生产加工过程中,由于其厚度较小,存在送料困难的问题,现有一种薄型工件自动送料装置通过先将薄型工件进行叠料后再通过叠料模具下方的送料模具对叠料模具底端的单个薄型工件进行送料,叠料模具中的薄型工件往往通过重力一个一个往下掉落至送料模具的模腔内,由于产品比较薄,叠加模具与送料模具的间隙又比较小,叠加模具最下端的薄型工件变形后有可能超出送料模具模腔外面被上面的叠加模具挡住,送料模具无法正常移动进行送料,影响生产效率。
技术实现要素:
3.针对上述问题,本实用新型提供一种薄型工件自动下压式送料装置。
4.薄型工件自动下压式送料装置,包括叠加送料模具、第一夹钳组件、第二夹钳组件、移动送料模具,所述移动送料模具设于叠加送料模具下方,所述叠加送料模具侧面设有通槽,所述第一夹钳组件设于叠加送料模具侧边且其端部伸入通槽内,可沿通槽上下运动,所述第二夹钳组件固定于所述第一夹钳组件上方。
5.所述叠加送料模具中间设有叠料通道,所述移动送料模具上设有与薄型工件相适配的送料模腔,所述送料模腔位于叠料通道的下方。
6.所述第一夹钳组件包括第一夹钳,移动驱动件,第一夹紧驱动件,所述第一夹紧驱动件用于驱动第一夹钳的松开或夹紧,所述移动驱动件用于驱动第一夹钳的上升或下降。
7.所述第一夹钳上端设有第一凸起部,所述第一凸起部在第一夹钳夹紧时抵压叠加送料模具中的薄型工件。
8.所述第一夹钳侧方设有挂钩,所述挂钩在第一夹钳夹紧薄型工件往下移动时勾住薄型工件,在第一夹钳下压时松开薄型工件。
9.所述挂钩上端设有第三凸起部,所述第三凸起部在第一夹钳夹紧时挤压薄型工件,并在第一夹钳下压时松开,使挂钩下方的薄型工件与第一夹钳下方的薄型工件相连接。
10.所述第二夹钳组件包括第二夹钳,第二夹紧驱动件,所述第二夹紧驱动件用于驱动第二夹钳的松开或夹紧。
11.所述第二夹钳下端设有第二凸起部,所述第二凸起部在第二夹钳夹紧时阻挡叠加送料模具中的薄型工件。
12.本实用新型的有益效果:本实用新型通过叠加送料模具对薄型工件进行叠料,并分别采用第二送料组件夹紧进行挡料,第一送料组件在叠加送料模具侧面的通槽内上下移动可向下施加压力使叠加送料模具最下端的薄型工件平坦展开,使移动送料模具能顺利进行下一步送料,提高生产效率。
附图说明
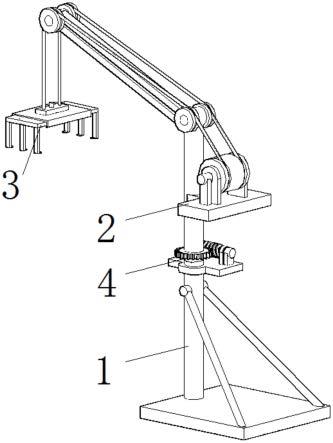
13.图1为本实用新型实施例主视方向的结构示意图。
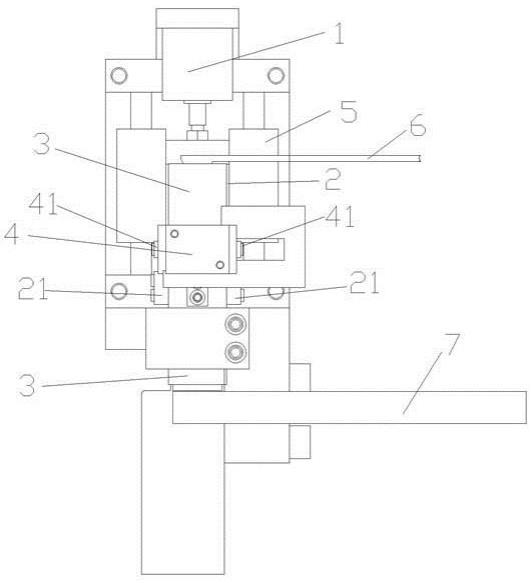
14.图2为本实用新型实施例右视方向的结构示意图。
15.图3为本实用新型实施例第一夹钳和第二夹钳的结构示意图。
16.图4为本实用新型实施例挂钩的结构示意图。
具体实施方式
17.下面结合附图对本实用新型的实施例作进一步说明。
18.如图所示,一种薄型工件自动下压式送料装置,包括叠加送料模具3、第一夹钳组件、第二夹钳组件、移动送料模具7,所述移动送料模具7设于叠加送料模具3下方,所述叠加送料模具3中间设有叠料通道31,所述移动送料模具7上设有与薄型工件13相适配的送料模腔,所述送料模腔位于叠料通道31的下方,所述叠加送料模具3侧面设有通槽11,所述第一夹钳组件设于叠加送料模具3侧边且其端部伸入通槽11内,可沿通槽11上下运动,所述第二夹钳组件固定于所述第一夹钳组件上方。
19.本实施例中,所述第一夹钳组件包括第一夹钳21,移动驱动件1,第一夹紧驱动件2,本实施例中,所述第一夹紧驱动件2采用手指气缸,也可以采用其它驱动件,所述第一夹紧驱动件2用于驱动第一夹钳21的松开或夹紧,所述移动驱动件1用于驱动第一夹钳的上升或下降。所述第一夹钳21上端设有第一凸起部201,所述第一凸起部201在第一夹钳21夹紧时挤压叠加送料模具3中的薄型工件13。
20.所述第一夹钳21上方设有挂钩8,所述挂钩8在第一夹钳21夹紧下移时勾住薄型工件13,在第一夹钳21下压时松开薄型工件。所述挂钩8上端设有第三凸起部801,所述第三凸起部801在第一夹钳21夹紧时挤压叠加送料模具3下方的薄型工件13并在第一夹钳下压时松开,使挂钩下方的薄型工件与第一夹钳下方的薄型工件相连接。
21.本实施例中,所述第二夹钳组件包括第二夹钳41,第二夹紧驱动件4,所述第二夹紧驱动件4用于驱动第二夹钳41的松开或夹紧,所述第二夹紧驱动件4为手指气缸,也可采用其他驱动件。所述第二夹钳41下端设有第二凸起部401,所述第二凸起部401在第二夹钳夹紧41时阻挡叠加送料模具3上方的薄型工件13,防止其掉落影响第一夹钳组件的动作。
22.采用本薄型工件自动下压式送料装置时,调试模具前须要在叠加送料模具3里面把薄型工件13叠加到挂钩8的位置,然后由挂钩8挂住薄型工件13,防止薄型工件13往反向移动,然后将第二夹钳41夹紧,其上面叠满薄型工件13,这样可以保证薄型工件13上下移动时不倾斜。
23.未通电时,第一夹钳21为夹紧状态,其侧方有挂钩8,第一夹钳凸起部分201厚度为移动驱动件1行程的三分之一长度,挂钩8前端的第三凸起部801可以抵压薄型工件13往上移动,挂钩8后端设有呈向上喇叭口形状的斜面,防止往反方向跳动,当第一夹钳21往下压时可以使挂钩向两边松开,第二夹钳41也为夹紧状态,防止第一夹钳21移动动作时位于上方的薄型工件13过多掉落在其上面。
24.设备通电时,送料跑道6一直向叠加送料模具3上方送料,保持叠加送料模具3上方满料状态,第一夹钳21与第二夹钳41中间有一段空间,这段空间长度小于或等于移动驱动件1行程的一半,移动驱动件1处于收缩状态,第一夹钳21位于通槽11最上端,处于夹紧状
态,其第一夹钳上方与第二夹钳下方的中间的位置有移动驱动件1行程三分之一的距离空间,在第二夹钳41松开一段时间后,然后夹紧,第一夹钳21上面挡住这部分薄型工件13,同时移动驱动件1带动第一夹钳组件往下移动,同时挤压挂钩8上方喇叭口使其往两边撑开,挂钩8下方的薄型工件13与第一夹钳21下方的薄型工件13紧密贴合,同时掉落在第一夹钳21上方的三分之一的薄型工件13也会随之往下移动,其下方的薄型工件在移动驱动件1的压力下,使下面的薄型工件变得平整,同时掉落至下方的送料模腔里面,下方的送料模腔每往下一个工位输送一个薄型工件13后,上方的第一夹钳组件在移动驱动件1的压力下往下移动一个薄型工件的距离,周而复始,移动驱动件1带动第一夹钳组件到达指定位置,同时挂钩8挂住第一夹钳21下方的薄型工件13,防止第一夹钳21松开后其挂钩8下面的薄型工件13往上移动,同时第一夹钳21松开,第一夹钳21上方的三分之一的薄型工件13掉落至挂钩8上方,其上方露出一部分空间便于第一夹钳21的第一凸起部201伸入到上面后夹紧压住掉落至挂钩8上面的薄型工件13,移动驱动件1带动第一夹钳组件往上移动至最顶端,第一夹钳21夹紧,伸入上面露出的空间里面,夹住落至挂钩8上面的薄型工件13,同时上方的第二夹钳41也松开一段时间后夹紧,这样可以反复每一个动作,同时靠上面的移动驱动件1的压力使下面的薄型工件13平整,解决了叠加送料模具3 最下端的薄型工件变形后有可能超出移动送料模具模腔外面被上面的叠加送料模具挡住,移动送料模具无法正常移动进行送料的问题,提高生产效率。
25.实施例不应作为本实用新型的限制,任何基于本实用新型的精神所作的非创造性改进都应视为本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。