1.本发明涉及注塑模具领域,特别是一种热量利用压紧型注塑模具。
背景技术:
2.塑料自从问世以来,便一直出现在人们的生活中,由于塑料制品的低成本和方便性,已经被应用到了工作和生活的方方面面,这就催生出了很多以加工制造塑料制品为主的工厂,加工塑料制品离不开注塑模具,现如今大多数注塑模具有上模和下模组成,由于各种原因经常发生缝隙过大使物料泄露的现象,导致塑料成品不合格。
技术实现要素:
3.本发明的目的是一种热量利用压紧型注塑模具,能够更好的利用注塑时带来的热量,使上模和下模之间的压力增强,进而减少物料泄露的概率。
4.本发明的目的通过以下技术方案来实现:
5.一种热量利用压紧型注塑模具,包括机架,机架内部底面固定有下模,下模中设置有塑形凹槽对物料塑形,在塑形凹槽下方设置的蒸发仓中装有水,蒸发仓与下模中的多个第一连通孔相连通,机架内部上端面固定有伸缩杆,伸缩杆另一端固定连接有上模,上模上端面设置有两个斜坡,上模中设置有多个第二联通孔和一个注塑孔,多个第二联通孔均贯穿上模,上模下端面位于多个第二联通孔的位置分别固定有连接管,上模上端面位于多个第二联通孔的位置固定连接有两个引导管,两个引导管的后端均固定连接有滑动仓,两个滑动仓均通过引导管与多个第二联通孔相连通,两个滑动仓分别滑动连接在两个支撑架上,两个支撑架均固定连接在机架中,两个滑动仓内均滑动连接有倒梯形的挤压块;
6.所述注塑孔设置在多个第二联通孔之间;
7.两个所述滑动仓下端面与机架内部底面之间均固定有弹性伸缩杆。
附图说明
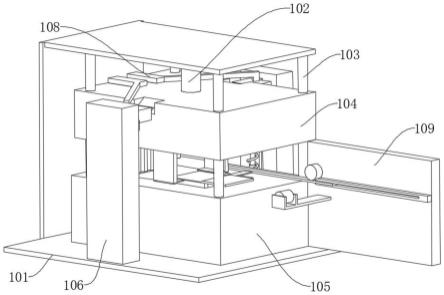
8.图1是一种热量利用压紧型注塑模具整体结构示意图;
9.图2是一种热量利用压紧型注塑模具局部结构示意图;
10.图3是上模和下模的结构示意图;
11.图4是上模和下模的剖视图一;
12.图5是上模和下模的剖视图二;
13.图6是图5中a区域的结构示意图;
14.图7是承接盒的结构示意图;
15.图8是滑动仓的结构示意图;
16.图9是上模和下模的剖视图三;
17.图10是下模的结构示意图;
18.图11是齿条板的结构示意图。
19.图中:
20.机架101;伸缩杆102;引导棒103;上模104;下模105;支撑架106;连接管107;引导管108;承载板109;齿轮110;齿条板111;
21.滑动仓201;弹性伸缩杆202;分离板203;蒸发仓204;第一连通孔205;注塑孔206;第二联通孔207;
22.挤压块301;承接盒302;放液螺栓303。
具体实施方式
23.如图1-6所示:
24.下模105固定连接在机架101内部底面,下模105中设置有塑形凹槽和蒸发仓204,且蒸发仓204设置在塑形凹槽下方,下模105中设置由多个第一连通孔205,蒸发仓204与下多个第一连通孔205相连通,伸缩杆102上端固定连接在架101内部上端面,伸缩杆102下端固定连接由上模104的上端面,上模104上端面设置有两个斜坡,且两个斜坡对称设置,上模104中设置有多个第二联通孔207和一个注塑孔206,多个第二联通孔207均贯穿上模104,多个连接管107均固定连接在上模104下端面,且多个连接管107分别设置在多个第二联通孔207的位置,两个引导管108均固定连接在上模104上端面,,且上模104上端面分别设置在位于多个第二联通孔207的位置,两个滑动仓201分别固定连接在两个引导管108的后端,两个滑动仓201均通过引导管108与多个第二联通孔207相连通,机架101上固定连接有两个支撑架106,两个滑动仓201分别滑动连接在两个支撑架106上,两个滑动仓201内均滑动连接有倒梯形的挤压块301,两个挤压块301下端面均设置有斜面,且两个挤压块301的斜面角度与上模104的两个斜坡相同,两个挤压块301的前后两侧均与上模104的两个斜坡两侧面一齐。
25.在使用模具前蒸发仓204中充入足够的水,启动伸缩杆102,通过伸缩杆102的伸长带动上模104向下移动,最终上模104与下模105重合,且多个连接管107插入进多个第一连通孔205中,此时通过注塑孔206向塑形凹槽中注入高温物料后,高温物料在塑形凹槽内持续散发热量,高温物料散发热量所达到的温度要比水的沸点高很多,塑形凹槽与蒸发仓204被隔开,也能轻松使水散发出水蒸气,水蒸气进入多个第一连通孔205中,通过后续水蒸气的挤压,使得水蒸气继续沿着多个第一连通孔205进入多个连接管107中,在通过多个连接管107进入到多个第二联通孔207,再次进入与多个第二联通孔207相连通的两个引导管108中,水蒸气沿着两个引导管108进入到两个滑动仓201内部,随着水蒸气产生的越来越多,进而水蒸气对两个挤压块301施加压力,进而使两个挤压块301均向上模104移动,最终两个挤压块301的斜面与上模104的两个斜坡接触,水蒸气持续对两个挤压块301施加压力,使得两个挤压块301对上模104的压力变大,且通过斜坡对上模104施加了向下的力,进而让增大了上模104与下模105之间的压力,从而使上模104与下模105之间的缝隙减少,使得装置减少了物料泄露的概率。
26.如图4、5、9所示:
27.注塑孔206在上模104内部有多个分支通道,多个分支通道均穿过上模104前侧面,多个分支通在上模104中心处汇聚为注塑孔206,注塑孔206穿过上模104下端面,注塑孔206的多个分支通道设置在多个第二联通孔207之间。
28.在上模104与下模105重合时,注塑机通过上模104内部的多个分支通道,由上模
104前侧面将高温物料打入上模104内部,经过上模104中心处的注塑孔206,由上模104下端面打入下模105的塑形凹槽中进行塑形,当高温物料处于塑形凹槽中并且蒸发仓204持续发出水蒸气时,通过注塑机将高温物料保持在模104内部有多个分支通道中,当水蒸气时经过多个第二联通孔207时,高温物料在多个分支通道中散发的热量将使水蒸气持续保持当前形态,且水蒸气中的分子将会更加活跃,更加活跃的水蒸气将会更加用力的推动两个两个挤压块301,使两个挤压块301对上模104的挤压力更大,继续增强上模104与下模105之间的压力。
29.如图2、4所示:
30.两个弹性伸缩杆202的上端面分别固定连接在两个滑动仓201的下端面,两个弹性伸缩杆202的下端面均固定连接在机架101内部底面,两个弹性伸缩杆202持续拉动两个滑动仓201。
31.通过两个引导管108的作用使得两个滑动仓201不会因为两个弹性伸缩杆202的弹力而向下移动,在上模104与下模105重合且两个挤压块301对上模104进行挤压时,通过两个弹性伸缩杆202的弹力,使得两个挤压块301对上模104向下的力加大,进一步增强了上模104与下模105之间的压力。
32.如图5所示:
33.蒸发仓204与塑形凹槽之间隔板的材料为高性能导热材料,且隔板的厚度不超过5cm。
34.在高温物料对蒸发仓204中的水进行加热时,通过高性能导热材料的隔板可以使温度的流失达到最小,进而使水气化的时间更长,生成的水蒸气更多,使得两个挤压块301对上模104的挤压力度更大,再次增强了上模104与下模105之间的压力。
35.如图10所示:
36.下模105下端设置有补给孔,蒸发仓204通过补给孔连通装置外界,水泵304安装在下模105前侧面,且水泵304设置在补给孔的位置。
37.在蒸发仓204中的水蒸发的过少时,通过水泵304将外界的水泵入蒸发仓204中,以保证模具的正常运行;当蒸发仓204中的水长时间没换时,通过水泵304将蒸发仓204内残留的水泵出,再将干净的水泵入蒸发仓204中。
38.如图7所示:
39.两个所述滑动仓201下端面均设置有放液孔,两个放液孔中均设置有放液螺栓303。
40.在进入滑动仓中的水蒸气在液化后会积在滑动仓201中,当滑动仓201中积累了足够多的水后,将放液螺栓303旋开,使得放液孔连通外界和滑动仓201内部,以保证装置可以继续顺利运行。
41.如图6-8所示:
42.承接盒302通过螺栓分别固定在两个滑动仓201下端面,承接盒302设置在放液螺栓303的正下方,承接盒302内部底端为中空设计。
43.在旋开放液螺栓303后,可以将液化后的水蒸气落至承接盒302中,更方便操作人员回收水蒸气;且液化的水可以对承接盒302内部进行清洗;当放液螺栓303老化或没有旋紧时,水滴将会落入承接盒302底面,而中控的承接盒302底面会发出比较打的声音,更能引
起操作人员的注意。
44.如图9所示:
45.两个分离板203固定连接在上模104下端面,两个分离板203均为l型,下模105塑形凹槽的两侧及底部均设置有方型凹槽,方型凹槽的深度与两个分离板203的厚度相同,方型凹槽的形状与两个分离板203相匹配,当两个分离板203均处于方形凹槽中时,两个分离板203竖板的侧面与塑形凹槽的侧面一齐,两个分离板203横板的上端面与塑形凹槽的底面一齐。
46.在上模104与下模105合并时,两个分离板203均位于方形凹槽中,在塑形凹槽内部塑形完毕后,通过上模104向上移动,带动两个分离板203向上移动,进而通过两个分离板203的横将成品托起,进而成品随着两个分离板203而向上移动,更方便操作人员将成品取出。
47.如图1、2、11所示:
48.承载板109固定连接在机架101上,且承载板109设置在下模105的前方,承载板109的左侧面转动连接有齿轮110,且齿轮110通过安装在承载板109右侧面的电机进行传动,齿条板111滑动连接在承载板109上,且齿条板111通过其上的齿与齿轮110啮合连接,齿条板111左端面设置有脱模板,脱模板设置有脱模坡,脱模板的宽度小于两个分离板203之间的距离。
49.在两个分离板203将塑形完成的成品托起来时,启动电机,通过电机对齿轮110的传动,带动齿条板111向分离板203移动,在移动过程中,当脱模板设置有脱模坡接触倒塑形完成的成品时,齿条板111通过脱模坡对成品施加的向后方的力,使成品脱离分离板203而落到脱模板上,逆向启动电机,使脱模板带着成品来到下模105前方,更方便操作人员取出成品。
50.如图1、2所示:
51.四个引导棒103均均为竖直设置,四个引导棒103均固定连接在机架101内部上端面,四个引导棒103均贯穿上模104的四角处,四个引导棒103下端固定连接在下模105上。
52.在上模104通过伸缩杆102向下移动的过程中,通过四个引导棒103的引导,使得上模104在下降时不会原本轨迹,进而增加了上模104与下模105的贴合度,间接提高了成品质量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
