1.本发明涉及泡棉贴装技术领域,尤其是涉及一种具有检测定位功能的自动化泡棉装配设备。
背景技术:
2.泡棉是塑料粒子发泡过的材料,泡棉具有有弹性、重量轻、快速压敏固定、使用方便、弯曲自如、体积超薄、性能可靠等一系列特点,现有的贴泡棉设备适用性较低,只能适应较小范围内的装配。
3.公告号为cn207791371u的中国专利申请公开了一种机械自动化贴泡棉装置,包括振动盘、人机界面、气缸、贴泡棉治具、步进拉料器系统、摆盘包装机、第一导轨、第二导轨、吹料装置、吸料支架以及吸塑盘,冲压冲出来的产品倒入于振动盘中,振动盘振动将产品逐一传输到第一导轨内,所述第一导轨设置于振动盘的输出端,人机界面安装于工作台面上端,气缸安装于贴泡棉治具上端,步进拉料器系统设置于贴泡棉治具的输出端,步进拉料器系统压料轮对齐贴泡棉治具内有卷料,安装在切断机工作台面上,第二导轨上安装吹料装置,第二导轨上的吹料装置会将产品逐一向前送料,吸料支架设置于第二导轨的输出端,吸料支架通过包装机上的控制器控制动作,所述吸塑盘设置于吸盘支架的底部,该专利虽然能完成对泡棉的贴装,但无法适应对多种产品进行固定,容易导致贴泡棉时位置偏差,进而导致误差率较高,故本发明提供了一种具有检测定位功能的自动化泡棉装配设备。
技术实现要素:
4.本发明针对现有技术上的缺陷,提供了一种具有检测定位功能的自动化泡棉装配设备,克服无法适应对多种产品进行固定,容易导致贴泡棉时位置偏差,进而导致误差率较高的问题。
5.为实现上述目的,本发明提供如下技术方案:一种具有检测定位功能的自动化泡棉装配设备,包括底板,底板上设置有收集筒,底板上设置有装配组件,装配组件包括装配电缸,装配电缸的活塞杆端固定安装有装配底板,装配底板上转动安装有针式吸盘,装配底板上对称的固定安装有扫描仪,底板上设置有扩展定位组件和自动定位组件,扩展定位组件包括转动环架,转动环架上固定安装有工件放置板一,扫描仪上滑动安装有3个扩展滑板,扩展滑板上均滑动安装有固定滑杆一,自动定位组件包括涡轮,涡轮转动安装在扩展滑板上,扩展滑板和涡轮之间设置有扭簧,涡轮的侧面固定安装有工件放置板二,工件放置板二上滑动安装有3个固定齿条,固定齿条上固定设置有固定滑杆二。
6.进一步地,装配组件还包括装配支架,装配支架上固定安装有搁置板和直线滑台二,直线滑台二的滑座上固定安装有直线滑台一,直线滑台一的滑座上固定安装有装配滑座,装配电缸固定安装在装配滑座上。
7.进一步地,扩展定位组件还包括二级扩展转板和一级扩展转板,二级扩展转板和一级扩展转板均转动安装在转动环架,二级扩展转板和一级扩展转板转动配合,一级扩展
转板上固定设置有3个弧形滑槽板,弧形滑槽板的端部设置有开口,固定滑杆一和一级扩展转板的弧形滑槽板活动连接。
8.进一步地,转动环架上转动安装有3个齿轮组,齿轮组包括两个柱齿轮,扩展滑板的侧面固定设置有齿条,二级扩展转板上固定设置有3个弧形齿条,齿轮组的一个柱齿轮和二级扩展转板的弧形齿条构成齿轮齿条副,齿轮组的另一个柱齿轮和扩展滑板上的齿条构成齿轮齿条副。
9.进一步地,自动定位组件还包括转动安装在工件放置板二上的主动柱齿轮和3个固定柱齿轮,固定柱齿轮上转动安装有辅助柱齿轮,辅助柱齿轮和固定柱齿轮之间设置有扭簧,固定柱齿轮和固定齿条构成齿轮齿条副,辅助柱齿轮和主动柱齿轮构成齿轮副。
10.进一步地,主动柱齿轮上固定安装有从动柱齿轮,涡轮上滑动安装有驱动齿条,驱动齿条和从动柱齿轮构成齿轮齿条副,驱动齿条上固定设置有挤压滑杆,转动环架转动安装在底板上。
11.进一步地,扩展滑板上滑动安装有让位滑架,让位滑架和扩展滑板之间设置有弹簧片,转动环架上固定安装有3个扩展齿条,让位滑架上转动安装有蜗杆和扩展柱齿轮,蜗杆和涡轮接合时构成蜗轮蜗杆机构,扩展齿条和扩展柱齿轮构成齿轮副,蜗杆和扩展柱齿轮之间设置有传动组。
12.进一步地,底板上固定安装有切换电缸,让位滑架上固定安装有按压条板,切换电缸的活塞杆端固定安装有扇形板和弧形条板,扇形板的下表面和二级扩展转板的上表面接触,固定滑杆一和扩展滑板之间存在摩擦力。
13.本发明与现有技术相比的有益效果是:(1)本发明通过设置扩展定位组件,能够对较大的工件进行夹持固定,从而能使设备能够对更多规格的工件进行贴泡棉。(2)本发明通过设置自动定位组件,在扩展定位组件的配合下,能够对一定规格内的工件进行自动贴泡棉,无需人工进行操作,提高设备的自动化程度。(3)本发明通过装配组件、扩展定位组件、自动定位组件三者的相互配合,能够对工件进行夹持固定,并对工件进行扫描,从而对安装位置进行检测定位,进行减小贴装时位置偏差的误差。
附图说明
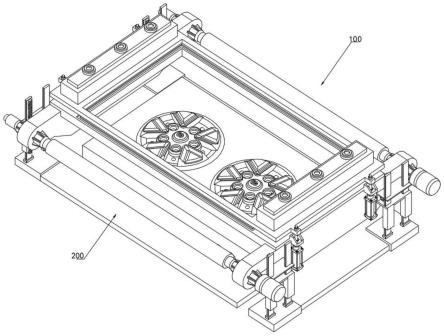
14.图1为本发明整体结构示意图。
15.图2为本发明装配组件的结构示意图。
16.图3为图2中a处的局部放大示意图。
17.图4为本发明扩展定位组件的结构示意图。
18.图5为图4中b处的局部放大示意图。
19.图6为本发明自动定位组件的结构示意图。
20.图7为本发明工件放置板二处的结构示意图。
21.图8为图7中c处的局部放大示意图。
22.图9为本发明扩展定位组件驱动部分的结构示意图。
23.图10为图9中d处的局部放大示意图。
24.图11为本发明转动环架处的结构示意图。
25.图12为图11中e处的局部放大示意图。
26.图13为本发明切换电缸处的结构示意图。
27.图14为图13中f处的局部放大示意图。
28.图15为本发明一级扩展板和二级扩展转板的结构示意图。
29.图16为为本发明扩展定位组件和自动定位组件的俯视图。
30.图17为本发明扇形板处的结构示意图。
31.图18为图17中g处的局部放大示意图。
32.附图标记:101-底板;102-收集筒;103-切换电缸;104-转动环架;105-搁置板;106-直线滑台一;107-装配支架;108-装配电机一;109-装配电机二;110-直线滑台二;111-装配滑座;112-装配电缸;113-针式吸盘;114-扫描仪;115-换位电机;116-工件放置板一;117-固定滑杆一;118-工件放置板二;119-扩展滑板;120-涡轮;121-固定齿条;122-固定滑杆二;123-让位滑架;124-蜗杆;125-辅助柱齿轮;126-主动柱齿轮;127-从动柱齿轮;128-驱动齿条;129-挤压滑杆;130-固定柱齿轮;131-扩展齿条;132-扩展柱齿轮;133-传动组;134-弹簧片;135-二级扩展转板;136-齿轮组;137-一级扩展转板;138-二级扩展电机;139-一级扩展电机;140-换位齿环;141-一级柱齿轮;142-扇形板;143-弧形条板;144-装配底板;145-按压条板;146-换位柱齿轮;147-驱动电机。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例:参考图1-图18,一种具有检测定位功能的自动化泡棉装配设备,包括底板101,底板101上设置有收集筒102,收集筒102用于收集装配泡棉后的工件,底板101上设置有装配组件,装配组件包括装配支架107,装配支架107固定安装在底板101上,装配支架107上固定安装有搁置板105、装配电机二109、直线滑台二110,搁置板105用于放置泡棉放置板,装配电机二109的输出轴和直线滑台二110内的丝杆固定连接,直线滑台二110的滑座上固定安装有直线滑台一106,直线滑台一106的侧面固定安装有装配电机一108,装配电机一108的输出轴和直线滑台一106内的丝杆固定连接,直线滑台一106的滑座上固定安装有装配滑座111,装配滑座111的侧面固定安装有装配电缸112,装配电缸112的活塞杆端固定安装有装配底板144,装配底板144上固定安装有换位电机115,装配底板144上转动安装有针式吸盘113,换位电机115的输出轴和针式吸盘113固定连接,装配底板144上对称的固定安装有扫描仪114;通过装配电机一108和装配电机二109分别驱动直线滑台一106和直线滑台二110,通过扫描仪114的扫描判断泡棉所在的位置,使得针式吸盘113移动到待取泡棉的正上方,再启动装配电缸112,使得针式吸盘113向下移动,再开启针式吸盘113,使得针式吸盘113对泡棉进行吸附,最后在装配电机一108、装配电机二109、装配电缸112的相互配合下,完成对泡棉的安装。
35.底板101上设置有扩展定位组件,扩展定位组件包括转动环架104,转动环架104转动安装在底板101上,转动环架104和底板101之间存在摩擦力,使得转动环架104没有外力
的作用时无法自由移动,转动环架104上固定安装有工件放置板一116,扫描仪114上滑动安装有3个扩展滑板119,扩展滑板119上均滑动安装有固定滑杆一117,固定滑杆一117和扩展滑板119之间存在摩擦力,使得固定滑杆一117在不受外力的情况下不会发生自由移动,转动环架104上转动安装有二级扩展转板135和一级扩展转板137,二级扩展转板135和一级扩展转板137转动配合,一级扩展转板137上固定设置有3个弧形滑槽板,弧形滑槽板的端部设置有开口,固定滑杆一117和一级扩展转板137的弧形滑槽板活动连接,固定滑杆一117和一级扩展转板137的弧形滑槽板接合时,固定滑杆一117在一级扩展转板137的弧形滑槽板上滑动,一级扩展转板137上固定安装有一级柱齿轮141,转动环架104上转动安装有一级柱齿轮141,一级扩展转板137上的一级柱齿轮141和转动环架104上的一级柱齿轮141构成齿轮副,转动环架104上固定安装有二级扩展电机138和一级扩展电机139,一级扩展电机139的输出轴和转动环架104上的一级柱齿轮141固定连接,二级扩展电机138的输出轴和二级扩展转板135固定连接。
36.固定滑杆一117和工件放置板一116滑动配合,转动环架104上转动安装有3个齿轮组136,齿轮组136包括两个柱齿轮,扩展滑板119的侧面固定设置有齿条,二级扩展转板135上固定设置有3个弧形齿条,齿轮组136的一个柱齿轮和二级扩展转板135的弧形齿条构成齿轮齿条副,齿轮组136的另一个柱齿轮和扩展滑板119上的齿条构成齿轮齿条副。
37.启动一级扩展电机139,在一级柱齿轮141的作用下驱动一级扩展转板137转动,进而在一级扩展转板137的弧形滑槽板的作用下,使得固定滑杆一117在扩展滑板119上滑动,使得固定滑杆一117移动到扩展滑板119的最外端,将工件放置到工件放置板一116上,再启动一级扩展电机139驱动一级扩展转板137反转,使得固定滑杆一117向靠近工件放置板一116圆心的方向运动,使得固定滑杆一117完成对工件的固定。
38.若上述只通过一级扩展转板137的位移量无法将工件放置到工件放置板一116上,启动一级扩展电机139使得固定滑杆一117移动到扩展滑板119的最外端,此时固定滑杆一117位于一级扩展转板137的弧形滑槽板的开口处,再启动二级扩展电机138驱动二级扩展转板135,进行在齿轮组136的下驱动扩展滑板119向远离工件放置板一116圆心的方向滑动,固定滑杆一117从一级扩展转板137弧形滑槽板的开口处滑出,由于固定滑杆一117和扩展滑板119之间的存在的摩擦力,使得固定滑杆一117在脱离一级扩展转板137的弧形滑槽板的限制后不会发生自由移动,使得最终使得扩展滑板119移动到最外端,再将工件放置到工件放置板一116上,再反向进行上述步骤,完成对工件的固定。
39.底板101上固定安装有切换电缸103,切换电缸103的活塞杆端固定安装有扇形板142和弧形条板143,扇形板142上固定安装有驱动电机147,驱动电机147的输出轴上固定安装有换位柱齿轮146,转动环架104下端固定安装有换位齿环140,换位齿环140和换位柱齿轮146接合时构成齿轮副,通过启动驱动电机147驱动换位柱齿轮146转动,进行在换位齿环140的作用下,驱动转动环架104发生转动。
40.底板101上设置有自动定位组件,自动定位组件包括涡轮120,涡轮120转动安装在扩展滑板119上,扩展滑板119和涡轮120之间设置有扭簧,扭簧的一端固定连接在扩展滑板119上,扭簧的另一端固定连接在涡轮120上,涡轮120的侧面固定安装有工件放置板二118,工件放置板二118上滑动安装有3个固定齿条121,固定齿条121上固定设置有固定滑杆二122,装配电缸112和工件放置板二118滑动配合,工件放置板二118上转动安装有主动柱齿
轮126和3个固定柱齿轮130,固定柱齿轮130上转动安装有辅助柱齿轮125,辅助柱齿轮125和固定柱齿轮130之间设置有扭簧,扭簧的一端和辅助柱齿轮125固定连接,扭簧的另一端和固定柱齿轮130固定连接,固定柱齿轮130和固定齿条121构成齿轮齿条副,辅助柱齿轮125和主动柱齿轮126构成齿轮副,主动柱齿轮126上固定安装有从动柱齿轮127,涡轮120上滑动安装有驱动齿条128,涡轮120和驱动齿条128之间设置有弹簧,驱动齿条128和从动柱齿轮127构成齿轮齿条副,驱动齿条128上固定设置有挤压滑杆129。
41.扩展滑板119上滑动安装有让位滑架123,让位滑架123和扩展滑板119之间设置有弹簧片134,转动环架104上固定安装有3个扩展齿条131,让位滑架123上转动安装有蜗杆124和扩展柱齿轮132,蜗杆124和涡轮120接合时构成蜗轮蜗杆机构,扩展齿条131和扩展柱齿轮132构成齿轮副,蜗杆124和扩展柱齿轮132之间设置有传动组133,传动组133包括两个带轮和一个传送带,传动组133中的一个带轮固定安装在蜗杆124上,传动组133中的另一个带轮固定安装在扩展柱齿轮132上,传动组133的两个带轮通过传动组133中的传送带连接,让位滑架123上固定安装有按压条板145,扇形板142的下表面和二级扩展转板135的上表面接触。
42.启动切换电缸103驱动扇形板142和弧形条板143滑动,使得换位柱齿轮146和换位齿环140接合状态,并且此时挤压滑杆129的下端面位于弧形条板143下端面的下方,在未设置有收集筒102和搁置板105那侧的工件放置板二118上放置工件,并且此时弹簧片134未被压缩,启动驱动电机147驱动转动环架104转动,使得该驱动齿条128上的挤压滑杆129接触到弧形条板143,挤压滑杆129在弧形条板143表面滑动,驱动转动环架104转动120度后,挤压滑杆129从弧形条板143距离工件放置板一116圆心较远的那端滑动到弧形条板143距离工件放置板一116较近的那端,即使得驱动齿条128发生滑动,驱动齿条128和涡轮120之间弹簧被压缩,进而在从动柱齿轮127的作用下,驱动主动柱齿轮126转动,即驱动辅助柱齿轮125转动,在辅助柱齿轮125和固定柱齿轮130之间扭簧的作用下,固定柱齿轮130和辅助柱齿轮125同步发生转动,即使得固定齿条121发生滑动,使得固定滑杆二122向靠近工件放置板二118圆心的方向滑动,即使得固定滑杆二122完成对该工件的固定,在固定滑杆二122无法移动后,即固定柱齿轮130无法发生转动,此时主动柱齿轮126仍在转动,即使得辅助柱齿轮125和固定柱齿轮130之间扭簧被压缩,从而提供让位量。
43.通过装配底板144上的针式吸盘113对该位置的工件进行扫描,进行检测定位待安装的位置,然后进行对泡棉的贴装,完成泡棉的贴装后,继续驱动转动环架104转动120度,使得该工件放置板二118位于收集筒102的正上方,转动环架104转动的同时,挤压滑杆129脱离和弧形条板143的接触,即挤压滑杆129脱离弧形条板143的限制,在弹簧和扭簧的作用下,固定滑杆二122回到初始位置,即松开对工件的固定。
44.扇形板142的缺口位置面向收集筒102方向,在收集筒102正上方的按压条板145未接触到扇形板142,启动切换电缸103驱动扇形板142向下移动,此时搁置板105位置的挤压滑杆129和弧形条板143未脱离接合,换位柱齿轮146和换位齿环140未脱离接合,该位置的扩展齿条131和扩展柱齿轮132不会脱离接合,在扇形板142的作用下,使得其他位置的按压条板145向下移动,即驱动其他位置的让位滑架123向下移动,即使得其他位置的扩展齿条131和扩展柱齿轮132脱离接合,其他位置的涡轮120在涡轮120和扩展滑板119之间扭簧的作用下不会发生自转,然后再启动二级扩展电机138驱动二级扩展转板135转动,此时固定
滑杆一117位于一级扩展转板137弧形滑槽板的开口处,二级扩展转板135转动驱动扩展滑板119滑动,在扩展齿条131的作用下,扩展柱齿轮132发生转动,在传动组133的作用下,蜗杆124发生转动,进而使得涡轮120发生转动,即使得工件放置板二118翻转180度,使得工件放置板二118上的工件落到收集筒102中,工件放置板二118转动180度后,反向进行上述步骤使得工件放置板二118反向转动180度回到初始位置。
45.在使用固定滑杆一117进行夹持固定时,通过启动切换电缸103,驱动扇形板142和弧形条板143向下移动,即使得换位柱齿轮146和扇形板142脱离接合,挤压滑杆129的下端面在弧形条板143的上端面之上。
46.工作原理:在对较小的工件进行连续贴装泡棉时,在未设置有收集筒102和搁置板105位置的工件放置板二118上放置工件,启动驱动电机147驱动转动环架104转动180度,使得该工件放置板二118转动到面向搁置板105,该工件放置板二118上的固定滑杆二122在弧形条板143的作用下,使得固定滑杆二122完成对该工件的固定,再启动装配电机一108、装配电机二109、装配电缸112,在搁置板105通过针式吸盘113完成对泡棉的吸附固定,泡棉从搁置板105上的泡棉放置板取下时,泡棉下端具有粘性,通过扫描仪114对工件的扫描,对安装位置进行检测定位,再通过装配电机一108、装配电机二109、装配电缸112的作用下,将针式吸盘113吸附的泡棉移动到安装位置,使得泡棉粘在工件上,再关闭针式吸盘113,完成该泡棉的贴装,重复上述步骤,完成对该工件泡棉的贴装。
47.完成该工件的泡棉贴装后,继续驱动转动环架104转动120度,使得该工件放置板二118移动到收集筒102上,在切换电缸103的作用下,其他位置的扩展齿条131和扩展柱齿轮132脱离接合,然后再启动二级扩展转板135驱动扩展滑板119滑动,使得该位置的蜗杆124发生转动,即驱动涡轮120转动,即使得工件放置板二118翻转180度,使得该工件落到收集筒102中,重复进行上述步骤,即可完成对较小工件的自动贴装,定期对收集筒102中的工件进行取出即可。
48.在对工件放置板二118上无法夹持的工件进行贴装时,启动切换电缸103,使得换位柱齿轮146和换位齿环140脱离接合,挤压滑杆129的下端面位于弧形条板143的上端面上方,启动一级扩展电机139,驱动一级扩展转板137转动,使得固定滑杆一117一端到扩展滑板119的最外端,再将工件放置到工件放置板一116上,反向进行上述步骤即可完成对该工件的固定,然后再通过驱动装配组件完成对泡棉的贴装。
49.在固定滑杆一117移动到扩展滑板119最外端的位置后,工件也放置不下时,启动二级扩展电机138驱动二级扩展转板135转动,进而驱动扩展滑板119滑动到最外端,即使得固定滑杆一117移动到最外端,再将工件放置到工件放置板一116上,反向进行上述步骤即可完成对该工件的固定,然后再通过驱动装配组件完成对泡棉的贴装。
50.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。