1.本发明涉及砂型技术领域,具体涉及一种复杂结构的船用螺旋桨砂型。
背景技术:
2.螺旋桨是指靠桨叶在空气或水中旋转,将发动机转动功率转化为推进力的装置,可有两个或较多的叶与毂相连,叶的向后一面为螺旋面或近似于螺旋面的一种推进器。螺旋桨分为很多种,应用也十分广泛,如飞机、轮船的推进器等。
3.船用螺旋桨是船舶动力系统的核心部件,传统的制造工艺方法一般采用砂型整体手工铸造,即叶片造型使用随形砂箱配合螺距规测量仪,桨毂造型使用木模实样。这种造型方法对于直径较大、叶片数量较少的中大型船用螺旋桨比较适用,但对于直径较小、叶片数量多、桨毂结构复杂的螺旋桨来说,操作难度极大,同时需要制造多套模具,存在制造周期长、成本高、毛坯精度低等问题。
4.同时,传统铸造方式中,对于纵截面呈u型或h型的桨毂结构往往需要采用吊芯的方式固定砂芯,但吊芯给造型过程带来较大难度,且合型时容易产生错位造成铸件尺寸精度较差,严重时还会产生余量不足情况。
5.现有技术中,由于砂型设备成型尺寸限制,无法整体铸造尺寸相对较大的螺旋桨砂型,此外整体砂型还会因为结构空间狭小等不利因素影响,给造型后期放置冷铁和粉刷涂料带来困难。
6.为防止螺旋桨叶片表面粘砂、提高毛坯表面粗糙度,在螺旋桨造型时需在型腔表面粉刷醇基涂料,传统大型桨造型时因开合箱方便可直接在型腔表面均匀涂刷,但整体砂型叶片部分空间狭小,且叶稍部分相当于暗孔底部,无法观察涂刷情况。
技术实现要素:
7.为了解决上述技术问题,本发明提供了一种复杂结构的船用螺旋桨砂型。
8.本发明所采用的技术方案是:
9.一种复杂结构的船用螺旋桨砂型,包括冒口砂块1、叶片砂块2、底座砂块3和封堵砂块4;所述底座砂块3上设置有凸块11,叶片砂块2上设置有中心孔16,底座砂块3和叶片砂块2的下侧卡合,凸块11套入中心孔16内,且凸块11的外壁与中心孔16的内壁之间形成下桨毂型腔;所述冒口砂块1和叶片砂块2的上侧卡合,冒口砂块1上一体成型设置有吊芯6,吊芯6的外壁和叶片砂块2的内壁之间形成上桨毂型腔;叶片砂块2的内壁和外壁之间设置有叶片型腔12,叶片型腔12贯穿叶片砂块2的内壁和外壁,叶片砂块2的外壁上设置有封堵砂块4。
10.作为优选,所述冒口砂块1顶部设置有明冒口13。
11.作为优选,所述叶片砂块2和冒口砂块1的下侧设置有卡块10,底座砂块3和叶片砂块2的上侧设置有卡槽5,卡槽5和卡块10卡合。
12.作为优选,所述卡块10和卡槽5均为环形。
13.作为优选,所述卡块10和卡槽5的截面形状均为梯形。
14.作为优选,所述底座砂块3的上侧固定有定位螺杆7,冒口砂块1和叶片砂块2对应定位螺杆7位置设置有定位孔。
15.作为优选,所述定位螺杆7的顶部通过十字加强板8相互固定。
16.作为优选,所述封堵砂块4外侧圆周方向上,采用钢丝9整圈固定。
17.作为优选,所述封堵砂块4包括主板15和堵头14,主板15一侧设有堵头14,堵头14能够与叶片型腔12插接,实现叶片型腔12的外侧封闭。
18.本发明采用上述技术方案的一种复杂结构的船用螺旋桨砂型的优点是:
19.1.根据螺旋桨的特殊结构特点,结合常规螺旋桨的铸造工艺,将螺旋桨砂型按冒口、叶片和浇注系统分成三大部分,即冒口砂块、叶片砂块和底座砂块,同时为便于叶片型腔粉刷涂料,在叶稍外围位置设计封堵砂块。这样设计既能解决砂型尺寸过大的问题,又能便于造型后期安放冷铁和粉刷涂料。
20.2.解决了传统螺旋桨造型工艺对于小型复杂结构螺旋桨制造周期长、成本高、毛坯精度低等问题,施工便捷、操作简单而且毛坯尺寸精度高。
21.3.冒口砂块、叶片砂块和底座砂块上下依次放置,有效解决了砂型尺寸过大的问题。冒口砂块、叶片砂块和底座砂块之间通过卡块和卡槽卡合,便于吊装组装定位,也降低了跑火的风险。
22.4.吊芯冒口一体式冒口砂块,这样既能解决吊芯造型难度大的问题,也保证了砂型的组装精度。此外,配合加强筋加固砂型,大幅降低产生裂纹或断裂的风险。
23.5.采用封堵砂块设计方案,有效解决叶片型腔难以粉刷涂料的问题,同时配合钢丝整圈固定,可防止毛坯叶片产生飞边、毛刺等缺陷。
24.6.叶片砂块设置中心孔,通过中心孔从桨毂端或叶稍端都可以观察并粉刷叶片型腔表面,待涂料晾干后,将封堵砂块直接插入叶稍进行封堵,这样可有效解决叶片型腔难以粉刷涂料的问题。
25.利用本技术技术方案制造小型复杂结构螺旋桨,施工便捷、操作简单而且毛坯尺寸精度高。各砂块之间可拆卸,既能便于安放冷铁和粉刷涂料,又便于吊装组装,提高造型精度。
附图说明
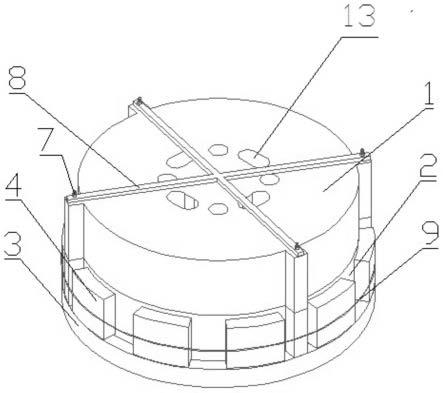
26.图1是本发明的合箱结构示意图。
27.图2是冒口砂块结构示意图。
28.图3是叶片砂块配底座砂块结构示意图。
29.图4是底座砂块结构示意图。
30.图5是封堵砂块结构示意图。
31.图中:1、冒口砂块;2、叶片砂块;3、底座砂块;4、封堵砂块;5、卡槽;6、吊芯;7、定位螺杆;8、十字加强板;9、钢丝;10、卡块;11、凸块;12、叶片型腔;13、明冒口;14、堵头;15、主板;16、中心孔。
具体实施方式
32.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
33.本发明提出的一种具体实施例:
34.如图1、2、3、4、5所示,
35.一种复杂结构的船用螺旋桨砂型,包括冒口砂块1、叶片砂块2、底座砂块3和封堵砂块4;冒口砂块1顶部设置有明冒口13;底座砂块3上设置有凸块11,叶片砂块2上设置有中心孔16,所述叶片砂块2和冒口砂块1的下侧设置有卡块10,底座砂块3和叶片砂块2的上侧设置有卡槽5,卡块10和卡槽5均为环形,卡块10和卡槽5的截面形状均为梯形,卡槽5和卡块10卡合,凸块11套入中心孔16内,且凸块11的外壁与中心孔16的内壁之间形成下桨毂型腔;所述冒口砂块1和叶片砂块2的上侧卡合,冒口砂块1上一体成型设置有吊芯6,吊芯6的外壁和叶片砂块2的内壁之间形成上桨毂型腔;叶片砂块2的内壁和外壁之间设置有叶片型腔12,叶片型腔12贯穿叶片砂块2的内壁和外壁,叶片砂块2的外壁上设置有封堵砂块4。
36.底座砂块3的上侧圆周固定有定位螺杆7,冒口砂块1和叶片砂块2对应定位螺杆7位置设置有定位孔,定位螺杆7的顶部通过十字加强板8相互固定,封堵砂块4外侧圆周方向上,采用钢丝9整圈固定,所述封堵砂块4包括主板13和堵头14,主板13一侧设有堵头14,堵头14能够与叶片型腔12插接,实现叶片型腔12的外侧封闭。
37.具体的:
38.一种复杂结构的船用螺旋桨砂型,整体呈圆柱形,卡块10可以嵌入到卡槽5内适配;在合箱后上下相邻砂块紧密贴合。卡块10和凸块11的设计便于吊装组装定位,防止错箱,也降低了在分型面发生跑火的风险。
39.通过设计卡块10和卡槽5,便于上下相邻两层砂块在组装定位时观察对准,有利于快速对准适配。
40.卡块10的截面形状为等腰梯形,即特征是外窄内宽;卡槽5结构正好相反,即特征是外宽内窄,凹凸槽等腰梯形结构,结构对称,后期受力均匀,同时降低了组装时砂块碰伤风险。
41.冒口砂块1、叶片砂块2和底座砂块3边缘同一直径圆周上均匀设置有4个φ12mm的定位孔;底座砂块3上对应定位孔设置有定位螺杆7,组装时使上层砂块的定位孔依次穿过定位螺杆7,最后通过螺栓把最上层的冒口砂块1把紧。通过设计定位孔和定位螺杆7,方便上下相邻两层砂块快速组装,同时可以使三层砂块实现轴向固定,进一步降低分型面炮火风险。
42.卡槽5和卡块10与定位孔适配的周向间隙为1mm,便于适配组装。
43.吊芯6与冒口砂块1一体成型;明冒口13的设计避免了暗冒口对补缩可能产生的不利影响。
44.中心孔16便于从桨毂端或叶稍端观察并粉刷叶片型腔12表面,待涂料晾干后,将封堵砂块4的堵头14直接从叶片砂块2外壁插入到叶片型腔12内进行封堵,这样可有效解决叶片型腔12难以粉刷涂料的问题。
45.封堵砂块4外侧圆周方向上,采用钢丝9整圈固定。砂型在组装完成后,整体置于砂箱内,周围再进行培砂硬化。采用钢丝9固定可防止封堵砂块4在培砂过程中出现不必要的
移动,导致浇注出来的毛坯叶片产生飞边、毛刺等缺陷。
46.定位螺杆7的数量为4,定位螺杆7的顶端固定十字加强板8的四端,十字加强板8的中心与冒口砂块1中心纵向重叠。在浇注过程金属液充型桨毂型腔和叶片型腔12时会对吊芯6部分产生抬箱力,同时在高温金属液烘烤下,明冒口13位置的型砂强度也会降低,可能有产生裂纹甚至断裂的风险。经过这种加强筋方案加固的砂型,裂纹或断裂的风险大幅降低。
47.本发明是通过实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。