1.本发明涉及钢铁冶金连铸技术领域,尤其涉及一种避免连铸浸入式水口堵塞的方法。
背景技术:
2.连铸水口堵塞是影响生产和铸坯质量控制的重要因素,堵塞水口的絮流物主要是钢液中的非金属夹杂物以及在夹杂物间形成的钢液凝固产物。通过提高钢液洁净度、钢液钙处理、改进水口型式和材质设计等措施,可以减少连铸水口堵塞程度,但是对于有些难浇钢种,尤其是稀土处理钢、高钛钢等,水口絮流物中存在的大量的冷凝钢液是造成水口堵塞的重要原因,是影响此类钢种推广应用的难点问题。因此避免浸入式水口堵塞是钢铁冶金连铸领域的技术难题。
3.文献《基于电脉冲技术抑制连铸水口结瘤堵塞的研究》(钢铁,第56卷第4期,2021年4月)介绍了一种在浸入式水口和钢液间施加外加电场,可将浸入式水口表面存在的自生电场消除,从而减弱甚至消除了浸入式水口壁对钢水或钢水中的al2o3颗粒的电润湿、电化学反应以及电沉积等界面作用,改善了水口结瘤问题的方法。但是外加电脉冲处理,不能避免浸入式水口内壁表面附着铁及铁氧化物的问题。
4.文献《浇注铝镇静钢用防堵塞水口的设计与开发》(耐火材料学术交流论文译文,2008年)介绍了一种浸入式水口内壁材料采用新型无碳防堵塞合成混合物,这种材料的特性是它在还原条件下,接受热处理时,会形成一个具有精细气孔尺寸分布的致密结构。精细致密结构有利于阻止氧化铝沉积并保持连铸过程中水口内孔清洁。同时采用水口预热技术并用陶瓷绝热材料包裹水口,以阻止由于金属冷却带来的水口堵塞,但水口预热主要解决的是开始浇铸时钢液的凝固,不能解决浇铸过程中絮流物中钢液凝固导致的水口堵塞。
5.专利《一种电磁式抑制浸入式水口堵塞的中间包》(专利号:cn108705075b)公开了一种在中包水口安装部位设置电磁感应装置,使钢液在浸入式水口和塞棒处产生顺时针或逆时针的旋转流动,可以抑制浸入式水口堵塞的方法,其方法主要解决的是水口入口部位的堵塞问题,不能解决水口其它部位的堵塞问题。
技术实现要素:
6.本发明的目的是提供一种避免连铸浸入式水口堵塞的方法,本发明方法可以减少和避免浸入式水口内壁附近絮流物中冷凝钢液的产生,避免水口的堵塞。
7.为解决上述技术问题,本发明采用如下技术方案:
8.本发明一种避免连铸浸入式水口堵塞的方法,采用连铸浸入式水口外壁缠绕电阻丝,电阻丝外包覆石棉纤维毯的方法,利用电阻丝产生的热量,提高水口温度,减少沿水口径向钢液的温降,提高水口内壁与钢液界面附近的温度,从而减少絮流物中大量冷凝钢的出现,避免水口堵塞。
9.进一步的,所述电阻丝为采用镍铬电阻电热合金cr20ni80制备的电阻丝,电阻丝
的规格为φ1~5mm,电阻丝间距为2~3mm。
10.进一步的,所述电阻丝的安装位置是从中包包底水口入口到水口浸入结晶器钢液位置上方5~10cm的范围。
11.进一步的,电阻丝外侧包裹石棉纤维毯厚度为10~15cm。
12.进一步的,所述电阻丝主要参数:熔点为1400℃,电阻率为1.09
±
0.05μω.m,导热系数为60.3kj/m.h℃,20~1000℃的线膨胀系数为18.0a
×
10-6
/℃;元件的工作温度为1200℃,高于浇铸过程中水口外壁的温度950~1050℃。
13.进一步的,在连铸开浇前开始给电阻丝通电,浇铸过程中根据塞棒开度判断水口堵塞程度,并调整供电电流;塞棒开口度变大时,增大供电电流,直到塞棒开口度恢复正常。
14.与现有技术相比,本发明的有益技术效果:
15.通过本发明的工艺方法,在浸入式水口外壁缠绕镍铬合金(cr20ni80)电阻丝,钢水浇铸过程中,利用电阻丝产生的热量降低浸入式水口内钢液在径向上的温降,减少和避免水口内壁上沉积、附着的絮流体中的钢液冷凝物,可以避免浸入式水口的堵塞。
16.利用本发明的工艺方法,在生产稀土处理钢、高钛钢时,可以减少和避免絮流物中的凝钢,减轻或避免连铸浸入式水口的频繁堵塞。
附图说明
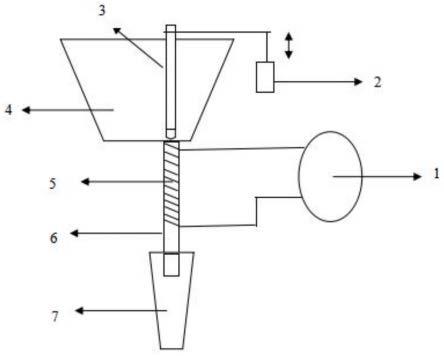
17.图1为本发明方法的工作原理示意图。
18.图2为连铸浸入式水口堵塞情况图片。
19.图3为连铸浸入式水口中的絮流物图片;
20.附图标记说明:1.电路控制系统;2.塞棒控制机构;3.塞棒;4.中包;5.电阻丝;6.浸入式水口;7.结晶器。
具体实施方式
21.本发明采用连铸浸入式水口外壁缠绕电阻丝,电阻丝外包覆石棉纤维毯的方法,利用电阻丝产生的热量,提高水口温度,减少沿水口径向钢液的温降,提高水口内壁与钢液界面附近的温度,从而减少絮流物中大量冷凝钢的出现,避免水口堵塞。本发明采用的镍铬合金电阻丝高温力学性能好、冷变性塑性好,可反复多次使用。
22.本发明的工艺方法及工艺参数如下:
23.1.本发明采用镍铬电阻电热合金(cr20ni80)制备的电阻丝,主要参数:熔点为1400℃,电阻率为1.09
±
0.05μω.m,导热系数为60.3kj/m.h℃,20~1000℃的线膨胀系数为18.0a
×
10-6/℃。元件的工作温度为1200℃,高于浇铸过程中水口外壁的温度—950~1050℃。
24.2.本发明采用的镍铬(cr20ni80)电阻丝的规格为φ1~5mm,电阻丝间距为2~3mm。安装位置是从中包包底水口入口到水口浸入结晶器钢液位置上方5~10cm的范围。
25.3.本发明采用镍铬(cr20ni80)电阻丝外侧包裹石棉纤维毯,纤维毯厚度为10~15cm。
26.4.在连铸开浇前开始给电阻丝通电,浇铸过程中根据塞棒开度判断水口堵塞程度,并调整供电电流。塞棒开口度变大时,增大供电电流,直到塞棒开口度恢复正常。
27.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种避免连铸浸入式水口堵塞的方法,其特征在于,采用连铸浸入式水口外壁缠绕电阻丝,电阻丝外包覆石棉纤维毯的方法,利用电阻丝产生的热量,提高水口温度,减少沿水口径向钢液的温降,提高水口内壁与钢液界面附近的温度,从而减少絮流物中大量冷凝钢的出现,避免水口堵塞。2.根据权利要求1所述的避免连铸浸入式水口堵塞的方法,其特征在于,所述电阻丝为采用镍铬电阻电热合金cr20ni80制备的电阻丝,电阻丝的规格为φ1~5mm,电阻丝间距为2~3mm。3.根据权利要求1所述的避免连铸浸入式水口堵塞的方法,其特征在于,所述电阻丝的安装位置是从中包包底水口入口到水口浸入结晶器钢液位置上方5~10cm的范围。4.根据权利要求1所述的避免连铸浸入式水口堵塞的方法,其特征在于,电阻丝外侧包裹石棉纤维毯厚度为10~15cm。5.根据权利要求1所述的避免连铸浸入式水口堵塞的方法,其特征在于,所述电阻丝主要参数:熔点为1400℃,电阻率为1.09
±
0.05μω.m,导热系数为60.3kj/m.h℃,20~1000℃的线膨胀系数为18.0a
×
10-6
/℃;元件的工作温度为1200℃,高于浇铸过程中水口外壁的温度950~1050℃。6.根据权利要求1所述的避免连铸浸入式水口堵塞的方法,其特征在于,在连铸开浇前开始给电阻丝通电,浇铸过程中根据塞棒开度判断水口堵塞程度,并调整供电电流;塞棒开口度变大时,增大供电电流,直到塞棒开口度恢复正常。
技术总结
本发明公开了一种避免连铸浸入式水口堵塞的方法,是在浸入式水口外壁缠绕镍铬合金(Cr20Ni80)电阻丝,电阻丝的规格为φ1~5mm,其安装位置是从中包包底水口入口到水口浸入结晶器钢液位置上方5~10cm的范围。在电阻丝外侧包裹石棉纤维毯,纤维毯厚度为10~15cm。钢水浇铸过程中,利用电阻丝产生的热量降低浸入式水口内钢液在径向上的温降,减少和避免水口内壁上沉积、附着的絮流体中的钢液冷凝物,从而可以避免连铸浸入式水口的堵塞。在连铸开浇前开始给电阻丝通电,浇铸过程中根据塞棒开度判断水口堵塞程度,并调整供电电流,塞棒开口度变大时,增大供电电流,直到塞棒开口度恢复正常。复正常。复正常。
技术研发人员:杨峰
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2022.06.24
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。