1.本发明涉及适合使用于衣服、寝具用的填充物的膨松性优异的雪尼尔纱、纤维制品、衣服及寝具。
背景技术:
2.就合成纤维的新技术而言,即使说以天然原材料的模仿作为动机之一进行技术革新也不夸张,为了体现来源于天然材料的复杂结构形态的功能,提出了各种技术方案。
3.天然羽毛由于其平衡性优异的特性而被用于被褥、枕头等床品寝具、防寒用具等衣服制品等广泛的制品,作为高功能填充棉而被广泛使用。
4.另一方面,关于以合成纤维所具有的功能性、稳定供给为要求的合纤填充棉,也以毛毡棉、粒棉、长纤维棉等各种材料形态提出了许多技术提案,且关于兼顾羽毛的膨松性、压缩恢复性等力学特性和羽毛独特的柔软触感,以将具有大卷圈(loop)的膨松加工纱集束而得的长纤维棉的形态提出了几种技术方案。
5.然而,如此具有大卷圈的长纤维棉存在构成棉的加工纱彼此的卷圈啮合,而容易发生卡住等的课题。
6.就长纤维棉而言,在填充至制品时,难以采用如羽毛那样通过空气吹入的方法,因此大多情况下采用预先在布帛上排列长纤维棉之后再进行缝制的方法,但在从包装件等中拉出棉时容易发生断丝等工序故障,希望改善操作性,要求使构成长纤维棉的膨松纱成为操作性优异的形态。
7.作为用于解决这样的课题的构成长纤维棉的膨松纱线的形态,除了通过流体加工而将芯纱与鞘纱络合并固定的加工纱以外,作为其他的例子,有将芯纱与压纱捻合并在芯纱与压纱之间夹入羽纱的雪尼尔纱。
8.专利文献1中提出一种雪尼尔纱,其是在芯纱与芯压纱之间夹入规定长度的羽纱用纱条,将羽纱用纱条切断,并进行芯纱、芯压纱的捻合而成的;及使用该雪尼尔纱的机织针织物。然而,专利文献1记载的雪尼尔纱为主要能够适用于机织针织物的雪尼尔纱,该羽纱的曲率半径小,膨松性不足。
9.专利文献2中提出一种滤材,其为在形成雪尼尔纱之后,熔接成分在加热熔接时熔化而形成空隙,并对使捻纱起绒而得的雪尼尔纱进行切割而得的。专利文献2中使用的雪尼尔纱为在芯纱、压纱及羽纱中使用捻纱的雪尼尔纱,其中,该捻纱是将高熔点聚酯短纤维和芯鞘复合短纤维(芯部为高熔点聚酯、鞘部为低熔点聚酯)进行混纺而成的,构成该雪尼尔纱的捻纱的包含高熔点聚酯的短纤维起绒而能够确保良好的空隙性,从而能够有效地捕捉排出液中的悬浮物质。然而,专利文献2的目的在于滤材,其中,羽纱中也包含熔接成分、且为了使构成纱起绒而使用了捻纱,因此该雪尼尔纱的密度高且膨松性低。
10.专利文献3中提出一种雪尼尔纱,以合成纤维作为羽纱,在生活环境温度范围表现可逆性颜色变化,持续表现反复的热变色功能,并且还保持有雪尼尔纱原本的柔软触感,其中,上述合成纤维是将平均粒径为0.1~30μm的可逆热变色性颜料以0.1~30重量%的比
例,以分散的状态固定粘着而成的。专利文献3中,包含可逆热变色性颜料是必要条件,由于是用作花式纱(design yarn),因此作为衣服及寝具用的填充物的膨松性不充分。
11.专利文献4中提出一种雪尼尔纱,其以芯纱为聚丙烯与聚乙烯的并列型复合纱、或在聚丙烯与聚乙烯的复合纱中混合有尼龙的纺织纱,羽纱为尼龙纺织纱、梳毛纱、聚丙烯腈纺织纱、棉纺织纱,并通过已知的加工方法而获得。专利文献4通过包含规定量的热粘接性复合纤维,而利用熔接来增强羽纱的固定,为羽纱不易脱落的雪尼尔纱。由于羽纱脱落的情况少,因此能够将以往难以使用的材料使用于羽纱,但是为用于以往用途的雪尼尔纱,作为衣服及寝具用的填充物而言,膨松性不充分。
12.现有技术文献
13.专利文献
14.专利文献1:日本特开2018-048412号公报
15.专利文献2:国际公开第2012/077402号
16.专利文献3:日本特开2003-278044号公报
17.专利文献4:日本特开平02-014035号公报
技术实现要素:
18.发明要解决的课题
19.根据现有技术,虽然能够获得使用于作为雪尼尔纱的用途的装饰用装饰纱或拖把、垫子等情况所要求的膨松性,但为了用作衣服及寝具用的填充物,仍均是密度高且膨松性不充分的材料。
20.本发明的目的在于提供膨松、低密度、可用作衣服及寝具用的填充物、且作为填充物填充时等的操作性优异的雪尼尔纱、纤维制品、衣服及寝具。
21.用于解决课题的手段
22.为了解决上述课题,本发明的雪尼尔纱、纤维制品、衣服及寝具具有以下(1)~(9)的构成。
23.(1)雪尼尔纱,其使用了芯纱与压纱的捻纱,该雪尼尔纱的特征在于,在所述芯纱与所述压纱之间熔接固定有羽纱,所述羽纱具有曲率半径为0.5mm以上5.0mm以下的卷曲。
24.(2)根据(1)所述的雪尼尔纱,其特征在于,所述羽纱为包含中空部的中空截面纤维。
25.(3)根据(1)或(2)所述的雪尼尔纱,其特征在于,所述羽纱为由单一成分构成的纤维。
26.(4)根据(1)~(3)中任一项所述的雪尼尔纱,其特征在于,所述羽纱的熔接固定部位的间隔为1.0mm以上4.0mm以下。
27.(5)根据(1)~(4)中任一项所述的雪尼尔纱,其特征在于,所述羽纱的长度为20mm以上40mm以下。
28.(6)根据(1)~(5)中任一项所述的雪尼尔纱,其特征在于,膨松性为90cm3/g以上。
29.(7)纤维制品,其使用了(1)~(6)中任一项所述的雪尼尔纱。
30.(8)衣服,其具备使用了(1)~(6)中任一项所述的雪尼尔纱的填充物。
31.(9)寝具,其具备使用了(1)~(6)中任一项所述的雪尼尔纱的填充物。
32.发明的效果
33.根据本发明,能够提供膨松、低密度、作为填充物填充等时的操作性优异的雪尼尔纱,以及使用该雪尼尔纱的衣服、寝具等纤维制品。
附图说明
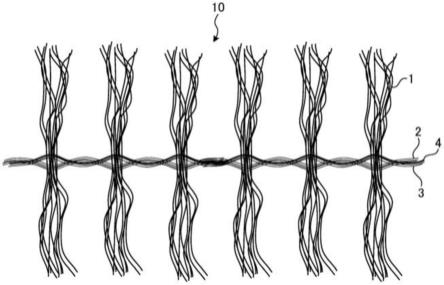
34.[图1]图1为表示本发明的雪尼尔纱的构造的概略图。
[0035]
[图2]图2为表示羽纱的曲率半径的测定方法的概略图。
[0036]
[图3]图3为表示羽纱的熔接固定部位的间隔的概略图。
具体实施方式
[0037]
以下,与优选的实施方式一起详细说明本发明。
[0038]
如图1所示,本发明的雪尼尔纱10为在芯纱2与压纱3之间夹入羽纱1并进行捻合,而羽纱被熔接固定而成的雪尼尔纱。
[0039]
此处所谓的雪尼尔纱10,是指在芯纱2与压纱3之间夹入羽纱1并进行捻合而形成的加工纱。
[0040]
本发明中的芯纱2与压纱3可以使用相同的纱线,也可以使用不同的纱线。例如,在将相同的纱线用于芯纱2和压纱3的情况下,在本发明中,将任一者作为芯纱2,将另一者作为压纱3。芯纱2及压纱3也可以为将多条纱线并纱而成的纱线。
[0041]
在本发明中,羽纱1被熔接固定于芯纱2与压纱3之间,芯纱2和压纱3中的任一者或两者为熔接性的纱线,或者芯纱2和压纱3这两者不具有熔接性,而如图1所示地将其他的熔接纱4与芯纱2、压纱3一起使用,来熔接固定羽纱1。
[0042]
另外,在本发明的说明书中,在对雪尼尔纱10的结构进行说明时,也有将芯纱2、压纱3、熔接纱4捻合的状态表示为芯纱的部分。
[0043]
构成本发明的雪尼尔纱的芯纱2、压纱3及羽纱1由合成纤维构成是适合的。
[0044]
合成纤维是指由高分子聚合物构成的纤维,可采用以熔融纺丝、溶液纺丝等制造的由热塑性聚合物形成的纤维。构成合成纤维的单纤维可以为由单一成分形成的纤维、以及在纤维截面中配置有两种成分以上的聚合物的复合纤维。
[0045]
作为构成合成纤维的热塑性聚合物,例如可举出聚对苯二甲酸乙二醇酯或其共聚物、聚萘二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸丙二醇酯、聚丙烯、聚烯烃、聚碳酸酯、聚丙烯酸酯、聚酰胺、聚乳酸、热塑性氨基甲酸酯等可熔融成型的聚合物。这些热塑性聚合物中,以聚酯、聚酰胺为代表的缩聚系聚合物可作为优选的例子被举出,其具有结晶性、具有较高的熔点,因此在后加工等中的热处理工序及实际使用(清洗等)时即使在较高的温度下加热的情况下,膨松纱也不会劣化、疲劳(日文:
へタリ
)。从上述耐热性的观点考虑,特别优选热塑性聚合物的熔点为165℃以上。
[0046]
在这些热塑性聚合物中,在不损害本发明的效果的范围内,可以包含氧化钛、二氧化硅、氧化钡等无机物质、炭黑、染料、颜料等着色剂、阻燃剂、荧光增白剂、抗氧化剂或紫外线吸收剂等各种添加剂。
[0047]
作为本发明的雪尼尔纱10中使用的芯纱2、压纱3,为了使在填充于作为填充体的纤维制品时从线轴、包装袋等中抽出该雪尼尔纱时不易断丝等操作性优异,优选纤维的拉
伸强度优异的纱线。作为拉伸强度优异的热塑性聚合物,可举出聚对苯二甲酸乙二醇酯、尼龙6及尼龙66、尼龙610等聚酰胺。另外,从除了拉伸强度以外还赋予作为雪尼尔纱的柔软性的观点考虑,更优选聚酰胺,从羽纱被熔接固定时的耐热性的观点考虑,进一步优选尼龙66。
[0048]
作为本发明的雪尼尔纱10中使用的羽纱1,为了作为衣服及寝具等的填充棉等而发挥充分的膨松性,优选使用刚性优异的纤维。作为容易获得刚性的材料,更优选聚对苯二甲酸乙二醇酯等聚酯,与芯纱及压纱同样地从耐热性的观点考虑,进一步优选聚对苯二甲酸乙二醇酯。
[0049]
在本发明的雪尼尔纱10中,芯纱2、压纱3及羽纱1中使用的合成纤维的截面形状可以具有任意形状,可示例圆形截面、三角形截面、十字型、y字型、多叶型、扁平型、多鳍型、包含中空部的形状,可以为由单一聚合物构成的单一成分纤维,或由两种以上的聚合物构成的复合纤维。
[0050]
特别是关于本发明中使用的羽纱1,为了确保膨松性而优选能提高每纤度的体积的形状,优选在垂直于纤维长度方向的截面具有中空部、且中空部在纤维的长度方向上连续的纤维。该具有中空部的纤维的截面可以为圆形截面,另外,从细纤度(即质轻且容易提高体积)的方面考虑,优选使用具有y字型、多叶型、扁平型、多鳍型等截面、且包含中空部的纤维。
[0051]
另外,为了提高雪尼尔纱10的膨松性,在将包含中空部的中空截面纤维用作羽纱1的情况下,优选使用由单一成分纤维构成的合成纤维。如后所述,为了提高膨松性,表示羽纱1的卷曲程度的曲率半径是重要的。通过设为由单一成分构成的纤维,处理前述提高纤维刚性的观点以外,在通过冷却风温度或风速等纺丝条件或对雪尼尔纱进行热处理时的热处理条件等而容易调整曲率半径的方面也是优选的。
[0052]
本发明的雪尼尔纱10中,羽纱1被芯纱2与压纱3夹持并被熔接固定。由此,对于将雪尼尔纱10作为纤维制品的填充物进行填充时的抽出性、根据制品形态而事先进行雪尼尔纱10的机织针织等的成型的情况等而言,羽纱1的脱落得到抑制,使雪尼尔纱10的操作性提高。
[0053]
作为芯纱2和压纱3,在芯纱2具有熔接性的情况下或压纱3具有熔接性的情况下,由于需要成为熔接固定后仍作为芯纱2或压纱3残留于雪尼尔纱10内并夹持羽纱1的状态,因此优选使用由芯为高熔点成分、鞘为低熔点成分形成的芯鞘型的复合纤维。另外,在芯纱2和压纱3不包含熔接成分的情况下,优选在芯纱2及压纱3的任一者或两者中添加熔接纱4而供给至捻纱机。作为该情况下的熔接纱4,作为优选例,可举出前述芯鞘型复合纤维、由聚酯系低熔点聚合物及聚酰胺系低熔点聚合物构成的单一成分熔接纱。另外,为了使羽纱1的粘接牢固,更优选仅由熔接成分构成的单一成分的熔接纱4。另外,为了如发明那样确保雪尼尔纱10的膨松性,优选抑制羽纱1自身过度的收缩,优选能够以低温且短时间的处理实现熔接固定的熔接纱。从该观点考虑,进一步优选由聚酰胺系的低熔点聚合物构成的单一成分的熔接纱4。
[0054]
本发明的雪尼尔纱10的羽纱1优选具有卷曲且至少一部分开纤。
[0055]
该卷曲表示羽纱1具有螺旋结构,具有与弹簧类似的螺旋结构的纤维具有对伸长形变及压缩形变的恢复性和回弹性。通过具有这种的结构,羽纱1的单丝间也互相回弹,羽
纱1的每条单丝容易开纤,且羽纱1的前端容易朝向相对于雪尼尔纱10的长度方向而言垂直横截面的所有方向。由此,作为雪尼尔纱10的排斥体积提高,使制成填充物时的膨松性提高。
[0056]
羽纱1为复丝,优选使用长丝数为2以上300以下的范围的复丝。羽纱1的长丝数更优选为4以上100以下,只要在所述范围内,则具有卷曲的羽纱1不会过度重叠,在单丝间开纤的状态下适度地缠绕于芯纱2,具有优异的膨松性和对于压缩而言的适度的回弹感。为了使羽纱1的单丝间容易开纤,羽纱1的长丝数进一步优选为8以上50以下。
[0057]
羽纱1的单丝纤度优选为0.01dtex以上20dtex以下的范围。羽纱1的单丝纤度更优选为1dtex以上15dtex以下,只要在所述范围内,则具有优异的膨松性和对于压缩而言的适度的回弹感,并且具有柔软的触感。从这样的观点考虑,羽纱1的单丝纤度进一步优选为2dtex以上8dtex以下。
[0058]
另外,在将本发明的雪尼尔纱10并纱而制成纱束,并作为填充物填充于纤维制品的情况下,本发明的雪尼尔纱10的回弹性表现出纤维制品的良好触感,并且在施加反复的压缩和恢复的情况下,羽纱1也如弹簧那样恢复,因此从抑制疲劳的观点考虑是优选的。
[0059]
在本发明中,表示羽纱1的卷曲程度的曲率半径优选为0.5mm以上5.0mm以下的范围。
[0060]
羽纱1的曲率半径更优选为0.8mm以上4.0mm以下,只要在所述范围内,则能够发挥充分的膨松性,并且具有对于压缩而言适度的回弹感。从这样的观点考虑,羽纱1的曲率半径进一步优选为1.0mm以上3.0mm以下。
[0061]
此处所谓的曲率半径,是使用由数字显微镜等二维观察到的图像进行评价的,如图2所示,是构成具有螺旋结构的羽纱1的单纤维形成的弯曲部的半径。具体而言,在雪尼尔纱10的长边方向上随机选出的10个部位,分别采取10根以上的构成羽纱1的单纤维,通过数字显微镜等以能够确认卷曲形态的倍率来观察各单纤维。通过使用该观察图像来测定具有螺旋结构的单纤维形成的弯曲部的半径,从而能够测定羽纱1的曲率半径。
[0062]
为了提高本发明的雪尼尔纱10的膨松性,如上所述,作为羽纱1而优选使用纤维截面包含中空部的纤维。该包含中空部的纤维通过在纺丝时进行非对称冷却,从而容易发生因在单纤维截面内的冷却差而引起的纤维取向差,即使是单一成分也容易获得具有明显卷曲的纤维。该情况下的明显卷曲的程度是以后述的曲率半径计为数mm~数十mm级的松散的卷缩,但在雪尼尔加工的时刻通过预先制成松散的卷曲形态,从而羽纱1的单纤维间容易开纤。另外,通过对雪尼尔纱进行热处理而进一步表现出卷曲,且使表示羽纱1的卷曲大小的曲率半径成为0.5mm以上5.0mm以下的范围,从而有效地起到使最终的雪尼尔纱10的膨松性提高的作用。
[0063]
就由这种的非对称冷却得到的卷曲而言,特别是可根据纺丝时刚喷出后的冷却条件、拉伸倍率来适当调整。
[0064]
关于所述冷却条件之一的冷却风速的调整,例如优选为:在使用12孔的中空纤维用喷丝头、以1000~2000m/min的纺丝速度进行牵引的纺丝条件下,将风温20℃的冷却风以20~100m/min的风速范围从单侧吹送进行冷却固化。通过提高风速,喷出纱条容易摇晃,容易成为操作稳定性下降的原因,因此更优选为25~80m/min,进一步优选为30~70m/min的范围。
[0065]
需要说明的是,根据冷却风的温度、纺丝时喷出口正下方的纤维直径、纺丝长丝、喷丝头喷出孔配置等,冷却风吹到每条单丝的方式、在吹到冷却风的一面与相反面的冷却速度差会改变,适当的冷却风速条件也变化。因此,例如在长丝数多的情况下,容易发生各单丝的冷却不均,冷却不足的单丝的曲率半径容易变大,因此优选将风速设定得高。另一方面,在长丝数少的情况下,由于冷却效率提高而曲率半径容易变小,因此优选将冷却风速设定得低。对于在进行纺丝并在拉伸后进行卷绕的原丝而言,优选在设想进行雪尼尔纱的热处理的所希望的条件下进行热处理测试,在确认卷曲形态的同时适当调整冷却条件。
[0066]
本发明的雪尼尔纱10优选被芯纱2与压纱3夹持的羽纱1的熔接固定部位的间隔为1.0mm以上4.0mm以下。通过使羽纱1间隔在上述范围内,从而具有卷曲的羽纱不会过度重叠,以单丝间开纤的状态适度地缠绕于芯纱2,能够使羽纱1的前端在雪尼尔纱10截面上朝外周方向突出较多。通过这样配置羽纱1,在将本发明的雪尼尔纱10集束使用的情况下,雪尼尔纱10在纱线截面的所有方向上与相邻的雪尼尔纱10互相回弹,能够提高作为填充物等的膨松性。
[0067]
从这样的观点考虑,羽纱1的熔接固定部位的间隔更优选为1.3mm以上3.5mm以下,进一步优选为1.5mm以上3.0mm以下的范围。
[0068]
就羽纱1的熔接固定部位的间隔而言,如图3所示,将缠绕于雪尼尔纱10的芯纱2的羽纱1解舒,朝向与芯纱2垂直的方向,用数字显微镜等以至少能够确认2点的倍率对芯纱2与压纱3夹持羽纱1的点进行观察。通过使用该观察图像,对从其中一个熔接部位的羽纱1的中心点至另一个羽纱1的中心点的两点间的距离进行测量,从而能够确认该部位的间隔。
[0069]
本发明的雪尼尔纱10优选羽纱1的长度为20mm以上40mm以下。
[0070]
通过使羽纱1的长度为所述范围,能够使具有卷曲的羽纱1适度地缠绕于芯纱2,能够在雪尼尔纱截面中以羽纱1的前端朝向所有方向的方式进行配置。
[0071]
另外,作为与羽纱1的卷曲程度的平衡性良好且有效地有助于提高膨松性的范围,羽纱1的长度更优选为25mm以上35mm以下,进一步优选为27mm以上33mm以下。
[0072]
就羽纱1的长度而言,与确认羽纱1的熔接固定部位的间隔同样地,通过将缠绕于雪尼尔纱10的芯纱2的羽纱1解舒,朝向与芯纱2垂直的方向将羽纱1拉长并固定,测量羽纱1的长度,从而能够确认。
[0073]
本发明的雪尼尔纱10的膨松性优选为90cm3/g以上。
[0074]
通过使雪尼尔纱10的膨松性为90cm3/g以上,从而膨松,由于密度低因而变形恢复性也优异,可适合用作填充物等。另外,膨松性越高,则作为填充物能够收进越多的空气,因此能够发挥优异的保温性。由此,雪尼尔纱10的膨松性更优选为150cm3/g以上,进一步优选为200cm3/g以上。在本发明的雪尼尔纱10这样的形态的加工纱中,膨松性的实质上限为300cm3/g左右。
[0075]
关于雪尼尔纱的膨松性,用设置于电子天平上的容器来称量雪尼尔纱10g,将称量的雪尼尔纱放入内径为15cm的圆筒容器中,将以相对于圆筒内的截面积而言成为0.15g/cm2的方式进行了质量调整的圆形板置于雪尼尔纱上,对放置1分钟后的雪尼尔纱的高度(l0)进行测定。根据该高度,通过下式来算出每单位质量的雪尼尔纱的体积(=膨松性)。
[0076]
膨松性(cm3/g)=圆筒内的截面积
×
l0/雪尼尔纱的质量
[0077]
本发明的雪尼尔纱10在作为填充物填充时,从制品形态中抽出时的操作性优异,
为了实现优异的操作性,作为雪尼尔纱10的力学特性、特别是拉伸强度是重要的。为了即使在有稍微挂钩等的情况下也能够不使雪尼尔纱10断裂地进行操作,作为拉伸强度,优选为100cn以上,更优选为300cn以上,进一步优选为500cn以上。
[0078]
拉伸强度越高越优选,但拉伸强度过高时,伸长率降低,因此在用作衣服及寝具用的填充物的情况下,雪尼尔纱10的芯纱2的触感变得显著,有时在填充物内感觉到异物感。因此,作为不影响作为填充物的触感且能够稳定地操作雪尼尔纱10的范围,拉伸强度的实质上的上限优选为1000cn。
[0079]
此处,所谓拉伸强度,是依据jis l1013:2010中记载的拉伸强度的标准时试验方法进行评价时的切断时的强度。
[0080]
本发明的雪尼尔纱10能够使用以往已知的雪尼尔纱捻纱机来制造,例如能够使用日本特开昭53-6642号公报中公开的雪尼尔纱捻纱机。
[0081]
将羽纱1供给至雪尼尔纱捻纱机的锭翼部(flyer section),在芯纱2和压纱3中的任一者中添加熔接纱4,从两个方向供给芯纱2和压纱3。
[0082]
为了表现膨松性,本发明的雪尼尔纱10具有羽纱1较长这一特点,相对于芯纱2和压纱3而言过量地供给羽纱1。芯纱2、压纱3与羽纱1的供给速度比(芯纱:羽纱)优选采用1:3以上。该供给速度比可通过雪尼尔捻纱机的各供给辊来控制。芯纱2、压纱3与羽纱1的供给速度比更优选为1:5以上,从不会大幅降低生产速度且高效地制造膨松的雪尼尔纱的观点考虑,进一步优选为1:10以上。
[0083]
羽纱1在卷绕于引导片之后,用引导片下部的切割器分成两份,被分开的两根羽纱1分别被夹入芯纱2及压纱3,一边捻合而一边卷绕。
[0084]
此处,为了使被芯纱2与压纱3夹持的羽纱1的间隔成为1.0mm以上4.0mm以下,对芯纱2与压纱3及羽纱1的供给速度、和以卷绕锭子的转速设定的捻数及卷绕速度进行调整。
[0085]
另外,为了使羽纱1的长度成为20mm以上40mm以下,通过引导片下端部的幅宽与切割器的设置高度来适当调整切割位置。
[0086]
接着,就卷绕的雪尼尔纱而言,通过进行热处理而将熔接纱4熔解,将羽纱1熔接固定于芯纱2、压纱3之间。
[0087]
用绞绕机将经雪尼尔加工的雪尼尔纱10以规定质量卷绕成绞纱状,将多根绞纱吊挂在具备挂纱杆的搬运台车的杆上。将该搬运台车例如送入加压蒸汽热处理炉内,进行98℃
×
10分钟以上的加压蒸汽处理(蒸汽压力约0.07mpa),或送入干热处理炉内进行干热处理,使熔接纱4熔融而将羽纱1熔接固定于芯纱2与压纱3之间。
[0088]
就热处理温度及处理时间而言,只要以羽纱1的熔接固定成为所期望的状态的方式进行调整即可,配合使用的熔接成分适当调整以使熔接成分充分熔融而能够渗透至芯纱2内。此处,在制造本发明的雪尼尔纱10时,为了抑制羽纱1的过度收缩,热处理温度优选为200℃以下,更优选为150℃以下,进一步优选为120℃以下。
[0089]
被卷取成绞纱状的未处理雪尼尔纱以被吊挂在杆上的状态进行加压蒸汽处理,因此绞纱的自重越重,则在吊挂部分羽纱1越容易被压坏。因此,绞纱的卷绕量优选为400g以下。通过使被卷绕成绞纱状的雪尼尔纱的卷绕量成为400g以下,从而即使在加压蒸汽处理中加上了绞纱自身的重量的情况下,也能够维持吊挂部分的羽纱1的膨松感,能够获得充分的膨松性。绞纱的卷绕量更优选为300g以下,进一步优选为200g以下。
[0090]
本发明的雪尼尔纱10能够以热处理加工而得的绞纱、将其卷绕而得的卷装、将多根纱拉齐而成的丝束、切断纤维、机织针织物等各种形态来使用,制成各种纤维制品。作为此处所谓的纤维制品,可举出从一般衣服到运动衣服、衣服用的材料、被子或褥子、薄毯等寝具或睡袋、地毯、沙发、窗帘等室内装饰制品、汽车座椅等车辆内装品的用途,其中,优选用作衣服、寝具用的填充物。
[0091]
特别是本发明的雪尼尔纱10的膨松性优异,并且填充时的抽取性、机织针织加工时的操作性也优异,也能够制成数根至数十根并纱而成的丝束来使用,或预先制成机织针织物而作为填充物来使用。另外,本发明的雪尼尔纱10还能够与其他能用于填充物用的填充棉材料组合使用,能够制成兼具本发明的雪尼尔纱10以外的材料特征的填充物。
[0092]
实施例
[0093]
以下,举出实施例对本发明的雪尼尔纱及其效果进行具体说明。
[0094]
实施例及比较例中,进行下述评价。
[0095]
a.纤度
[0096]
测定纤维的100m的质量,乘以100倍而算出纤度。重复10次该操作,将对其简单平均值的小数点后第2位进行四舍五入而得到的值作为该纤维的纤度(dtex)。
[0097]
b.羽纱的曲率半径
[0098]
将缠绕于芯纱的羽纱解舒,以夹入芯纱的点可见的状态,在距离夹入芯纱的点为1mm左右的位置切割,采集构成羽纱的单纤维。在雪尼尔纱的长度方向上随机选出的10个部位,各采集10根单纤维,使用keyence公司制的显微镜vhx-6000以能够观察到卷曲形态的倍率对各单纤维进行观察,使用该观察图像对具有螺旋结构的纤维形成的弯曲部的半径进行测定。测定合计100根的弯曲部半径,将对其简单平均的小数点后第2位进行四舍五入而得到的值作为羽纱的曲率半径(mm)。
[0099]
c.羽纱的熔接固定部位的间隔
[0100]
将雪尼尔纱贴附于黑纸,将缠绕于芯纱的羽纱解舒,朝向与芯纱垂直的方向,将试样调整成能够观察到羽纱被芯纱与压纱夹持的点的状态。对于该试样,使用keyence公司制显微镜vhx-6000以50倍进行观察,对相邻的羽纱的固定部位彼此的间隔进行测量。对于10个部位重复该操作,将对其简单平均值的小数点后第2位进行四舍五入而得到的值作为羽纱的熔接固定部位的间隔(mm)。
[0101]
d.羽纱的长度
[0102]
将雪尼尔纱贴附于黑纸,将缠绕于芯纱的羽纱解舒,朝向与芯纱垂直的方向而将羽纱拉长并固定,测量羽纱的长度。对于10个部位重复该操作,将对其简单平均值的小数点后第1位进行四舍五入而得到的值作为羽纱的长度(mm)。
[0103]
e.膨松性
[0104]
用设置于电子天平上的容器来称量雪尼尔纱10g,将称量的雪尼尔纱放入内径为15cm的圆筒容器中,将以相对于圆筒内的截面积而言成为0.15g/cm2的方式进行了质量调整的圆形板置于雪尼尔纱上,对放置1分钟后的雪尼尔纱的高度进行测定,读取至小数点后第1位作为雪尼尔纱的高度l0。根据该高度,通过下式来算出每单位质量的雪尼尔纱的体积(=膨松性),对小数点后第1位进行四舍五入,取整数值。
[0105]
膨松性(cm3/g)=圆筒内的截面积
×
l0/雪尼尔纱的质量
[0106]
实施例1
[0107]
作为芯纱和压纱,各自使用1根尼龙66(东丽公司制商品名“promilan”44t-34f),作为熔接纱,使用聚酰胺系熔接纤维(共聚聚酰胺纤维:东丽公司制商品名“elder”22t-10f)。
[0108]
另外,将聚对苯二甲酸乙二醇酯(pet:iv值=0.6dl/g,结晶化温度=150℃)于290℃熔融后,以齿轮泵计量,使其流入纺丝组件,从3个狭缝(宽0.1mm)以同心圆状配置而成的中空截面用喷出孔喷出。对于喷出的纱条,以30m/min的流速从单侧吹送20℃的冷却风而进行冷却固化,然后添加纺丝油剂并以1500m/min的纺丝速度卷绕未拉伸纱。接着,使用由将卷绕的未拉伸纱在加热至90℃和140℃的辊间以800m/min的拉伸速度拉伸而成的由聚对苯二甲酸乙二醇酯形成的中空纤维(40t-12f,中空率30%)作为羽纱。
[0109]
使用以往已知的雪尼尔纱捻纱机,以芯纱及压纱的供给速度与羽纱的供给速度之比为1:13,将羽纱供给至锭翼部,在压纱中添加熔接纱,从两个方向供给芯纱和压纱。将羽纱卷绕于下端幅宽为30mm的引导片,用切割器切割羽纱,在芯纱与压纱之间夹入羽纱,以每1m的捻数成为250捻(t/m)的方式进行调整而捻合,用锭子卷绕。
[0110]
接着,用绞绕机将前述雪尼尔纱以每200g卷绕成绞纱状,将所述绞纱吊挂在具备挂纱杆的搬运台车的杆上,送入加压蒸汽热处理炉内,以98℃
×
20分钟进行加压蒸汽处理(蒸汽压力约0.07mpa),使熔接纱熔融,而得到熔接固定羽纱而成的雪尼尔纱。
[0111]
将获得的雪尼尔纱切割成1m的长度并测定质量,将其乘以10000倍,通过计算纤度的方法,重复10次相同的测定,将其简单平均值的小数点后第1位四舍五入而求得的雪尼尔纱的纤度为1765dtex。
[0112]
在实施例1中,羽纱的曲率半径为1.7mm,羽纱的熔接固定部位的间隔为2.1mm。另外,羽纱以单丝间开纤的状态适度地缠绕于芯纱,在雪尼尔纱截面中,成为大致在整个外周方向上可见羽纱前端的形态。
[0113]
该雪尼尔纱的膨松性为203cm3/g,膨松性优异。另外,将10根该雪尼尔纱集束握住时的触感也柔软,也有变形恢复性,足以用作衣服、寝具用的填充物。结果示于表1中。
[0114]
实施例2
[0115]
关于羽纱中使用的由聚对苯二甲酸乙二醇酯形成的中空纤维,将纺丝时的喷出量变更为80t-12f。变更羽纱的供给速度以使雪尼尔纱的纤度与实施例1相一致,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1774dtex。
[0116]
在实施例2中,虽然羽纱的曲率半径为2.4mm,但单丝纤度较粗,因此相对于纤维直径而言的卷曲状态比实施例1大。
[0117]
另外,膨松性为176cm3/g而膨松性良好,但将10根该雪尼尔纱集束握住时的触感稍硬且回弹感强,但能够用作填充物。结果示于表1中。
[0118]
实施例3
[0119]
作为羽纱,使用多鳍型且具有中空部的、由聚对苯二甲酸乙二醇酯形成的异形截面纤维(帝人公司制商品名“octa”44t-12f)。变更羽纱的供给速度以使雪尼尔纱的纤度与实施例1相一致,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1745dtex。
[0120]
在实施例3中,羽纱的曲率半径为1.2mm,羽纱的熔接固定部位的间隔为1.9mm,与
实施例1同样地,以单丝间开纤的状态适度地缠绕于芯纱,在雪尼尔纱截面中成为大致在整个外周方向上可见羽纱前端的形态。
[0121]
另外,膨松性为211cm3/g,膨松性优异。将10根该雪尼尔纱集束握住时的触感也非常柔软,也具有变形恢复性,足以用作衣服、寝具用的填充物。结果示于表1中。
[0122]
实施例4、5
[0123]
以与实施例1同样的纱线构成,且对于羽纱中使用的由聚对苯二甲酸乙二醇酯形成的中空纤维,使用在纺丝时将喷出口下的冷却风速进行变更从而将热处理后的卷曲程度如表1所示进行变更而成的纤维,除此之外,与实施例1同样地得到雪尼尔纱。
[0124]
实施例4是将纺丝时的冷却风速设定为80m/min而使卷曲变细的雪尼尔纱,且羽纱的曲率半径为1.0mm,该羽纱适度地缠绕于芯纱,但也观察到羽纱的单丝彼此缠绕成束的部分。另外,雪尼尔纱的纤度为1760dtex。
[0125]
实施例4的膨松性为145cm3/g,将10根该雪尼尔纱集束握住时的触感也有稍硬的部分,但能够用作填充物。结果示于表1中。
[0126]
实施例5是将纺丝时的冷却风速设定为20m/min而使卷曲变大的雪尼尔纱,且羽纱的曲率半径为4.8mm,与实施例1相比羽纱向芯纱的缠绕少。因此,在羽纱前端突出的方向上观察到不均。另外,雪尼尔纱的纤度为1768dtex。
[0127]
实施例5的膨松性为110cm3/g,将10根该雪尼尔纱集束握住时的触感虽有不均,但整体上是柔软的,能够用作填充物。结果示于表1中。
[0128]
[表1]
[0129][0130]
比较例1
[0131]
将聚对苯二甲酸乙二醇酯(pet:iv值=0.6dl/g,结晶化温度=150℃)于290℃熔融后计量,使其流入纺丝组件,从孔径为0.30mm的喷出孔以同心圆状配置而成的喷丝头喷出。对于喷出的纱条,以15m/min的流速从单侧吹送20℃的冷却风而进行冷却固化,然后
添加纺丝油剂后以1500m/min的纺丝速度卷绕未拉伸纱。将由卷绕的未拉伸纱在加热至90℃和140℃的辊间以800m/min的拉伸速度拉伸而得的实心纤维(40t-12f,圆形截面)作为羽纱,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1766dtex。
[0132]
比较例1的雪尼尔纱中,羽纱笔直而没有卷曲(表2的曲率半径记为50.0mm以上),且未卷绕芯纱,因此雪尼尔纱具有平坦的截面。
[0133]
羽纱的长度为30mm,但膨松性低至51cm3/g。即使将多根该雪尼尔纱制成纱束,也几乎无法感到膨松感,不足以用作填充物。结果示于表2中。
[0134]
比较例2
[0135]
作为a聚合物,准备聚对苯二甲酸丙二醇酯(3gt:iv值=1.2dl/g),作为b聚合物,准备低粘度聚对苯二甲酸乙二醇酯(pet:iv值=0.5dl/g),于280℃熔融后进行计量,使其流入具备复合喷丝头的纺丝组件,以成为由a聚合物和b聚合物构成的并列型复合截面的方式喷出(聚合物复合比:a聚合物/b聚合物=50/50)。对于喷出的纱条,以20m/min的流速从单侧吹送20℃的冷却风而进行冷却固化,然后添加纺丝油剂后,以1500m/min的纺丝速度卷绕未拉伸纱。将由卷绕的未拉伸纱在加热至90℃和140℃的辊间以800m/min的拉伸速度拉伸,得到3gt/pet并列型复合纤维(75t-24f)。将该纤维作为羽纱,变更羽纱的供给速度以使雪尼尔纱的纤度与实施例1相一致,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1770dtex。
[0136]
比较例2的雪尼尔纱中,羽纱的曲率半径为0.2mm(平均测量值为0.16mm)而卷曲非常细。另外,在羽纱的单丝间的开纤不充分,在雪尼尔纱的芯纱轴方向上有不存在羽纱的地方,羽纱的配置存在不均。
[0137]
羽纱的长度为22mm,但膨松性低至82cm3/g,将多根该雪尼尔纱集束握住时的触感也无膨松感,不足以用作填充物。结果示于表2中。
[0138]
实施例6
[0139]
如表2所示变更卷绕羽纱的引导片的下端部的幅宽,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1761dtex。
[0140]
实施例6中,引导片下端部的幅宽为20mm,羽纱的长度为19mm。该羽纱虽然缠绕于芯纱,但长度稍短,因此也有在芯纱的长度方向上卷绕的羽纱的根数少的部分。
[0141]
实施例6的膨松性为96cm3/g,将10根该雪尼尔纱集束握住时的触感也有稍硬的部分,虽然膨松感稍有不足,但能够用作填充物。结果示于表2中。
[0142]
实施例7
[0143]
将对雪尼尔纱进行捻合时的捻数如表2所示进行变更,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1765dtex。
[0144]
实施例7使捻数成为350t/m,且羽纱的熔接固定部位的间隔为0.9mm,羽纱的密度稍高,也观察到羽纱的单丝彼此缠绕成束的部分。
[0145]
实施例7的膨松性为91cm3/g,将10根该雪尼尔纱集束握住时的触感稍硬,虽然膨松感稍有不足,但能用作填充物。结果示于表2中。
[0146]
比较例3
[0147]
将聚对苯二甲酸乙二醇酯(pet:iv值=0.6dl/g)于290℃熔融后,以齿轮泵计量,使其流入纺丝组件,从3个狭缝(宽0.1mm)以同心圆状配置而成的中空截面用喷出孔喷出。
对于喷出的纱条,以10m/min的流速从单侧吹送20℃的冷却风而进行冷却固化,然后添加纺丝油剂并以1500m/min的纺丝速度卷绕未拉伸纱。接着,使用由将卷绕的未拉伸纱在加热至90℃和140℃的辊间以800m/min的拉伸速度拉伸而成的聚对苯二甲酸乙二醇酯形成的中空纤维(40t-12f,中空率27%)作为羽纱,除此之外,与实施例1同样地得到雪尼尔纱。得到的雪尼尔纱的纤度为1769dtex。
[0148]
比较例3的雪尼尔纱中,羽纱的曲率半径为10.5mm而卷曲和缓,作为雪尼尔纱的羽纱,成为大致笔直地突出的形态。另外,在羽纱的单丝间的开纤不充分,在雪尼尔纱的芯纱轴方向有不存在羽纱的地方,羽纱的配置存在不均。
[0149]
羽纱的长度为32mm,但膨松性低至75cm3/g,将多根该雪尼尔纱集束握住时的触感也无膨松感,不足以用作填充物。结果示于表2中。
[0150]
[表2]
[0151][0152]
附图标记说明
[0153]
1.羽纱
[0154]
2.芯纱
[0155]
3.压纱
[0156]
4.熔接纱
[0157]
5.羽纱的熔接固定部位的间隔
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。