1.本实用新型涉及机械领域,尤其通孔加工技术,具体的是一种用于超微量设备配件的通孔加工装置。
背景技术:
2.超微量分光光度计是一种常用的医疗实验设备,在超微量分光光度计组装过程中涉及光纤的准直固定,目前用于固定光纤的无油自润滑塑料轴套存在一定的加工误差,造成轴套通孔孔径偏小,精度难以达到使用要求。其原因在于轴套通孔加工过程中难以保证铰刀工作时的垂直性,导致钻出的通孔良品率低。
技术实现要素:
3.本实用新型的目的在于克服现有技术存在的缺点,提供了一种用于超微量设备配件的通孔加工装置,采用与轴套加工件相配合的放样槽结构,以及与中心通孔相配合的铰刀结构,有效解决了现有加工设备无法保证铰刀工作时的垂直性、导致通孔加工良品率较低的问题,该通孔加工装置结构简单,可靠性好。
4.本实用新型的这种用于超微量设备配件的通孔加工装置,包括工装本体、工装底座和铰刀,其中,所述工装本体设置在所述工装底座的上侧,所述工装本体上开设有中心通孔,所述工装本体上开设有与所述中心通孔同轴设置的放样槽,所述放样槽位于所述中心通孔的下端,所述放样槽用于放置轴套加工件,所述放样槽的内径略大于所述轴套加工件的外径,所述工装本体的4个边角上设有螺纹安装孔,所述工装底座的四个边角上对应所述螺纹安装孔位置设有螺纹紧固孔,所述工装底座上开设有与所述中心通孔同轴设置的底座通孔,所述铰刀从上至下依次分为夹持段、刀身段和刀头段,所述夹持段位于所述中心通孔外,直径略大于所述中心通孔,所述刀身段的直径与所述中心通孔相同,所述刀头段的旋转直径小于所述中心通孔直径, 工装本体与工装底座通过设置在螺纹安装孔和螺纹紧固孔内的螺栓固定。
5.进一步的,所述放样槽的内径设置为略大于轴套加工件外径0.002mm。
6.进一步的,所述中心通孔的孔径为4mm,深度为28mm。
7.进一步的,所述铰刀的刀头段采用四刃结构,旋转直径为3.175mm。
8.本实用新型的工作原理是:将有待二次加工的无油自润滑塑料轴套加工件装入放样槽中,放样槽的深度与轴套高度相当,放样槽的内径略大于轴套加工件外径0.002mm,既保证轴套加工件在放样槽内相对固定,又能保证轴套加工件在加工完毕后能顺利取出。装入样品后,盖上工装底座后旋紧四个螺纹,从工装本体的上端插入铰刀,铰刀的夹持段与电钻连接,启动电钻顺时针旋转铰刀,完成轴套加工件的二次加工。
9.本实用新型和已有技术相比较,其效果是积极和明显的。本实用新型采用与轴套加工件相配合的放样槽结构,以及与中心通孔相配合的铰刀结构,有效解决了超微量设备配件在二次加工时,现有加工设备无法保证铰刀工作时的垂直性,导致通孔加工良品率较
低,以及塑料轴套与加工装置的金属结构配合时被挤压变形等问题,该通孔加工装置结构简单,可靠性好。
附图说明
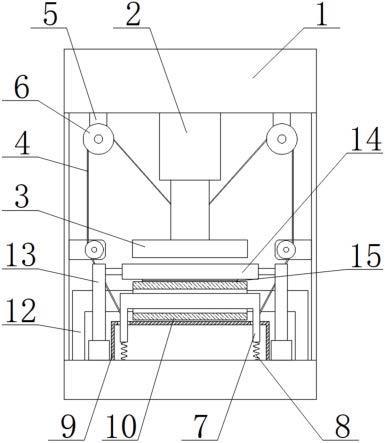
10.图1是本实用新型的剖面结构示意图。
11.图2是本实用新型的正面结构示意图。
12.图3是本实用新型的俯视结构示意图。
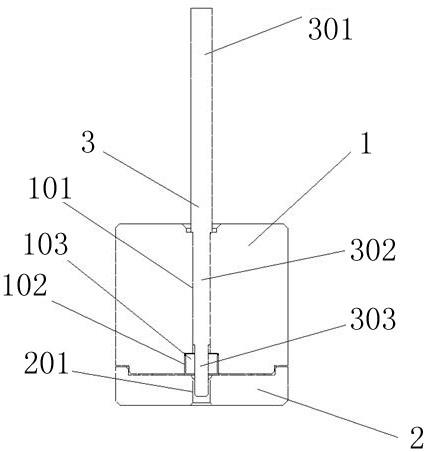
13.图4是本实用新型的铰刀结构示意图。
具体实施方式
14.实施例1:
15.如图1至图4所示,本实用新型的用于超微量设备配件的通孔加工装置,包括工装本体1、工装底座2和铰刀3,工装本体1设置在工装底座2的上侧,工装本体1上开设有中心通孔101,工装本体1上开设有与中心通孔101同轴设置的放样槽102,放样槽102位于中心通孔101的下端,放样槽102用于放置轴套加工件103,放样槽102的内径略大于轴套加工件103的外径,工装本体1的4个边角上设有螺纹安装孔104,螺纹安装孔104规格为m3,加工精度要求参照gb/t25372-2010,工装底座2的四个边角上对应螺纹安装孔104位置设有螺纹紧固孔,螺纹紧固孔的开孔直径为3.4mm,工装底座2上开设有与中心通孔101同轴设置的底座通孔201,铰刀3从上至下依次分为夹持段301、刀身段302和刀头段303,夹持段301位于中心通孔101外,直径略大于中心通孔101,夹持段301一端与电钻固定连接,刀身段302的直径与中心通孔101相同,刀头段303的旋转直径小于中心通孔101直径。
16.进一步的,放样槽102内径为8mm,深度为4.7mm,放样槽102的内径设置为略大于轴套加工件103外径0.002mm。
17.进一步的,中心通孔101的孔径为4mm,深度为28mm。
18.进一步的,铰刀3长为90mm,铰刀3的刀头段303采用四刃结构,旋转直径为3.175mm。
19.以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改和等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种用于超微量设备配件的通孔加工装置,包括工装本体、工装底座和铰刀,其特征在于:所述工装本体设置在所述工装底座的上侧,工装本体上开设有中心通孔,工装本体上开设有与所述中心通孔同轴的放样槽,所述放样槽位于中心通孔的下端,所述放样槽用于放置轴套加工件,所述放样槽的内径略大于所述轴套加工件的外径,所述工装本体的4个边角上设有螺纹安装孔,所述工装底座的四个边角上对应所述螺纹安装孔位置设有螺纹紧固孔,所述工装底座上开设有与所述中心通孔同轴设置的底座通孔,所述铰刀从上至下依次分为夹持段、刀身段和刀头段,所述夹持段位于所述中心通孔外,直径略大于所述中心通孔,所述刀身段的直径与所述中心通孔相同,所述刀头段的旋转直径小于所述中心通孔直径,工装本体与工装底座通过设置在螺纹安装孔和螺纹紧固孔内的螺栓固定。2.如权利要求1所述的一种用于超微量设备配件的通孔加工装置,其特征在于:所述放样槽的内径设置为略大于轴套加工件外径0.002mm。3.如权利要求1所述的一种用于超微量设备配件的通孔加工装置,其特征在于:所述中心通孔的孔径为4mm,深度为28mm。4.如权利要求1所述的一种用于超微量设备配件的通孔加工装置,其特征在于:所述铰刀的刀头段采用四刃结构,旋转直径为3.175mm。
技术总结
一种用于超微量设备配件的通孔加工装置,包括工装本体、工装底座和铰刀,工装本体上开设有中心通孔,工装本体上开设有与中心通孔同轴设置的放样槽,放样槽的内径略大于轴套加工件的外径,工装本体的4个边角上设有螺纹安装孔,工装底座上开设有与中心通孔同轴设置的底座通孔,铰刀从上至下依次分为夹持段、刀身段和刀头段,该通孔加工装置采用与轴套加工件相配合的放样槽结构,以及与中心通孔相配合的铰刀结构,有效解决了超微量设备配件在二次加工时,现有加工设备无法保证铰刀工作时的垂直性,导致通孔加工良品率较低,塑料轴套与加工装置的金属结构配合时被挤压变形等问题,结构简单,可靠性好。可靠性好。可靠性好。
技术研发人员:高会东 张亚飞 孙宇 文龙 吴祺 余凯
受保护的技术使用者:上海欧颖实验设备有限公司
技术研发日:2022.11.10
技术公布日:2023/2/23
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。