1.本技术涉及生产线设备领域,特别涉及一种暂存料库及生产线系统。
背景技术:
2.smt自动化生产线通常在线尾处安装smt收板机,由smt收板机将smt自动化生产线生产完成的smt物料进行收料,并放置在料框中,由agv小车将收满料的料框搬运至线外的仓库内进行存储,从而在后续需要使用时,再由agv小车从仓库内进行取料。
3.但是,在实际生产中,经常出现目前型号产品尚未生产结束,却临时需要生产另外一种型号产品,从而需要对目前型号的半成品临时出料,从而在另外一种型号产品生产完成后,再对目前型号的半成品继续加工的情形。若此种方式仍采用上述将半成品物料放入仓库中,等另外一种型号产品生产完成后,再从仓库中取出运送至产线的方式,这就需要agv小车来回进行搬运操作,会产生搬运过度的情形,影响生产效率。
技术实现要素:
4.本技术的目的在于提供一种暂存料库、生产线系统及其使用方法,减少搬运过度,提高物料生产效率。
5.为实现上述目的,本技术一方面提供一种暂存料库,用于安装在生产线的线尾,所述暂存料库至少包括机架,所述机架内安装有搬料机构和至少两个存料输送台;所述机架的一侧开设有对接口,所述对接口用于与所述生产线的线尾连接,所述机架的另一侧开设有进料口和至少一个出料口,所述进料口和所述出料口至少分别与部分所述存料输送台一一对应;所述搬料机构设置在所述存料输送台与所述对接口之间,以将所述存料输送台上的物料通过所述对接口送出,或,将所述物料通过所述对接口搬入至所述存料输送台上,其中所述存料输送台用于存放和输送物料。
6.为实现上述目的,本技术另一方面还提供一种生产线系统,至少包括第一生产线体和上述的暂存料库;所述第一生产线体具有收板机,并且所述收板机位于所述第一生产线体的线尾;所述收板机与所述暂存料库的对接口连接,以接收所述暂存料库发来的料框,并将装满物料的料框发送至所述暂存料库。
7.为实现上述目的,本技术另一方面还提供一种生产线系统的使用方法,应用于上述的生产线系统,所述方法包括:当第一生产线体需要生产另一型号物料时,判断当前物料是否全部生产完毕;若所述当前物料尚未生产完毕,将所述当前物料临时存储至暂存料库的部分存料输送台中;待所述当前物料全部存储至所述暂存料库后,所述第一生产线体生产所述另一型号物料,并将生产完成的所述另一型号物料通过所述暂存料库出料。
8.实现上述目的,本技术另一方面还提供一种生产线系统,至少包括第一工序生产线体、第二工序生产线体和上述的暂存料库;所述暂存料库连接在所述第一工序生产线体的线尾,所述暂存料库用于存储所述第一工序生产线体生产的半成品物料,并按照所述第二工序生产线体的生产速度对所述半成品物料进行出料,以协调所述第一工序生产线体和
所述第二工序生产线体的生产速度。
9.由此可见,本技术提供的技术方案,在生产线的尾部安装暂存料库,暂存料库内包括搬料机构和至少两个存料输送台,搬料机构安装在至少两个存料输送台与生产线的尾部之间。如此,当生产线体需要对物料进行长期存储时,可以通过暂存料库出料,由外部小车将物料搬运至仓库内进行存储。当生产线体存在需要临时存储的物料时,可以通过搬料机构搬运至存料输送台上进行临时存储,相比于现有的将临时存储的物料搬运至仓库内进行存储,可以减少搬运过度的情形,提高物料整体的生产效率。
附图说明
10.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
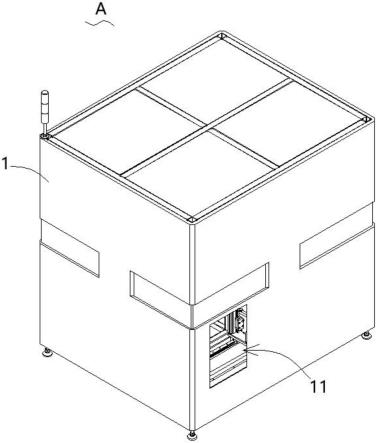
11.图1是本技术提供的一种实施方式中暂存料库的第一角度示意图;
12.图2是本技术提供的一种实施方式中暂存料库的第二角度示意图;
13.图3是本技术提供的一种实施方式中暂存料库的部分结构示意图;
14.图4是图3的部分结构示意图;
15.图5是本技术提供的一种实施方式中搬料机构的结构示意图;
16.图6是本技术提供的一种实施方式中生产线系统的结构示意图;
17.图7是本技术提供的另一种实施方式中生产线系统的结构示意图;
18.图中:a、暂存料库;1、机架;11、对接口;12、进料口;13、出料口;2、搬料机构;21、xz轴移动机构;22、双向伸缩货叉;3、存料输送台;4、第一生产线体;5、收板机;6、第一工序生产线体;7、第二工序生产线体。
具体实施方式
19.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。本技术使用的例如“上”、“上方”、“下”、“下方”、“第一端”、“第二端”、“一端”、“另一端”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向(旋转90度或其他朝向),并相应地解释本文使用的与空间相关的描述语。
20.此外,术语“安装”、“设置”、“设有”、“连接”、“滑动连接”、“固定”、“套接”应做广义理解。例如,“连接”可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
21.smt自动化生产线通常在线尾处安装smt收板机,由smt收板机将smt自动化生产线
生产完成的smt物料进行收料,并放置在料框中,由agv小车将收满料的料框搬运至线外的仓库内进行存储,从而在后续需要使用时,再由agv小车从仓库内进行取料。
22.但是,在实际生产中,经常出现目前型号产品尚未生产结束,却临时需要生产另外一种型号产品,从而需要对目前型号的半成品临时出料,从而在另外一种型号产品生产完成后,再对目前型号的半成品继续加工的情形。若此种方式仍采用上述将半成品物料放入仓库中,等另外一种型号产品生产完成后,再从仓库中取出运送至产线的方式,这就需要agv小车来回进行搬运操作,会产生搬运过渡的情形,影响生产效率。
23.此外,还存在需要进行双面加工的产品,即产品在第一条产线加工第一面,然后由第二条产线对产品的第二面进行加工,此时,就需要agv小车将第一条产线的生产完成的物料搬运至第二条产线处进行供料。但是,通常第一条产线和第二条产线的生产节奏并不相同,例如,第一条产线的生产效率快,第二条产线的生产效率慢,这就会导致第一条产线和第二条产线之间出现冗余物料,使得需要agv小车将冗余的物料搬运至仓库内进行存储,然后待需要时,再搬运至第二条产线加工,这也同样导致了搬运过渡的情形,还容易造成同一产品的双面加工时间偏差过大的问题。
24.因此,如何改进现有的自动生产线系统,以使得无需过度的搬运操作,提高物料的生产效率,满足自动化生产线的协调生产。
25.下面将结合附图,对本技术实施方式中的技术方案进行清楚、完整地描述。显然,本技术所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
26.在一种可实现的实施方式中,请一并参见图1至图5所示,暂存料库用于安装在生产线的线尾。暂存料库至少可以包括机架1,机架1内安装有搬料机构2和至少两个存料输送台3。机架1的一侧开设有对接口11,对接口11用于与生产线的线尾连接。机架1的另一侧开设有进料口12和至少一个出料口13,进料口12和出料口13至少分别与部分存料输送台3一一对应。搬料机构2设置在存料输送台3与对接口11之间,以将存料输送台3上的物料通过对接口11送出,或,将物料通过对接口11搬入至存料输送台3上,其中存料输送台3用于存放和输送物料。
27.在本实施方式中,包括进空料箱步骤、暂存步骤和出料步骤。
28.进空料箱步骤:空料箱可以通过进料口12送至存料输送台3上,从而由存料输送台3将空料箱转运至搬料机构2一侧,由搬料机构2将空料箱通过对接口11传输至生产线。
29.暂存步骤:进入生产线的空料箱,由生产线在其上装载生产完的物料。载满物料的料箱经过对接口11和搬料机构2传输至存料输送台3(此存料输送台3是指除去与进料口12对应的存料输送台3以外的存料输送台3)上进行存储。
30.出料步骤:进入生产线的空料箱,由生产线在其上装载生产完的物料。载满物料的料箱传输至与出料口13对应的存料输送台3上,从而经过出料口13出料。当然,也可以是,其余用于存储物料的存料输送台3上的物料经过搬料机构转运至,与出料口13对应的存料输送台3上进行出料。
31.按照上述步骤,当生产线存在需要临时存储的物料时,可以通过搬料机构2搬运至存料输送台3上进行临时存储,相比于现有的将临时存储的物料搬运至线外的仓库内进行
存储,可以减少搬运过度的情形,提高物料整体的生产效率。
32.在一种可实现的实施方式中,搬料机构2包括xz轴移动机构21和双向伸缩货叉22,双向伸缩货叉22与xz轴移动机构21的移动端连接。
33.需要特别指出的是,xz轴移动机构21和双向伸缩货叉22的具体结构可以参见现有技术,在此不再赘述。
34.进一步的,多个存料输送台3按照预设排列方式设置。其中,多个存料输送台3和对接口11均位于xz轴移动机构21的移动范围内。
35.在实际应用中,预设排列方式为矩形阵列设置,例如按照3x2上下设置成两层的方式,每层三个存料输送台。每层含有的存料输送台3的数量与进料口12和出料口13的数量之和相同。其中,存料输送台3可以采用双轨道皮带输送线,并且用一侧的双轨道皮带输送线可以共用同一条传动轴。
36.需要指出的是,暂存料库的上料可以用于上料盘,生产线用于将生产的电子元器件存入至料盘中,从而形成物料,对应的,出料也仅是出物料而非上述料箱,这样,双轨道输送线的长度应当仅大于物料即可。
37.当暂存料库的上料可以用于上物料箱时,双轨道输送线的长度大于物料箱长度,这样,双轨道输送线上可以存放若干料箱,以使得双轨道输送线上存放若干物料。
38.基于相同的发明构思,请参见图6所示,本技术还提供了一种生产线系统,至少包括第一生产线体4和上述的暂存料库。第一生产线体4具有收板机5,并且收板机5位于第一生产线体4的线尾。收板机5与暂存料库的对接口11连接,以接收暂存料库发来的料框,并将装满物料的料框发送至暂存料库。
39.基于相同的发明构思,本技术还提供了一种上述生产线系统的使用方法,应用于上述生产线系统,方法包括:
40.当第一生产线体4需要生产另一型号物料时,判断当前物料是否全部生产完毕;
41.若当前物料尚未生产完毕,将当前物料临时存储至暂存料库的部分存料输送台3(此存料输送台3是指除去与进料口12和出料口13对应的存料输送台3以外的存料输送台3,从而避免另一型号物料所需的料框无法进出料)中;
42.待当前物料全部存储至暂存料库后,第一生产线体4生产另一型号物料,并将生产完成的另一型号物料通过暂存料库出料。
43.进一步的,当另一型号物料生产完毕并通过暂存料库出料后,将临时存储至暂存料库中的当前物料再输送至第一生产线体4,继续生产。
44.基于相同的发明构思,当物料需要多产线生产时,并且多个产线的生产速度不协调,以需要两个产线为例,当第一工序生产线体6生产速度快于第二工序生产线体7时,第一工序生产线体6与第二工序生产线体7之间会产生多余的物料空出,为了解决该问题,请参见图7所示,本技术还提供了一种生产线系统,至少包括第一工序生产线体6、第二工序生产线体7和上述的暂存料库;暂存料库连接在第一工序生产线体6的线尾,暂存料库用于存储第一工序生产线体6生产的半成品物料,并按照第二工序生产线体7的生产速度对半成品物料进行出料,以协调第一工序生产线体6和第二工序生产线体7的生产速度。
45.由此可见,本技术提供的技术方案,在生产线的尾部安装暂存料库,暂存料库内包括搬料机构和至少两个存料输送台,搬料机构安装在至少两个存料输送台与生产线的尾部
之间。如此,当生产线体需要存储长期物料时,可以通过暂存料库出料,由外部小车将物料搬运至仓库内进行存储。当生产线体存在需要临时存储的物料时,可以通过搬料机构搬运至存料输送台上进行临时存储,相比于现有的将临时存储的物料搬运至仓库内进行存储,可以减少搬运过度的情形,提高物料整体的生产效率。
46.以上所述仅为本技术的较佳实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
