1.本发明涉及强度高、碰撞特性优异的钢板、构件及它们的制造方法。本发明的钢板可主要合适地用作在汽车领域中使用的部件。
背景技术:
2.从保护地球环境的观点考虑,为了削减co2排出量,在维持汽车车身的强度的同时实现其轻质化、且改善汽车的燃耗在汽车业界中总是成为重要的课题。为了在维持汽车车身的强度的同时实现其轻质化,通过作为汽车部件用原料的钢板的高强度化来使钢板薄壁化是有效的。另一方面,对于以钢板作为原料的汽车部件而言,前提是碰撞时确保车内人的安全。因此,对于用作汽车部件用原料的高强度钢板,除了具有所期望的强度外,还要求优异的碰撞特性。
3.近年来,高强度钢板在汽车车身中的应用不断扩大。从碰撞特性的观点考虑,汽车部件大致分为立柱、保险杠等非变形构件和纵梁等能量吸收构件,为了在汽车行驶中万一发生碰撞的情况下确保乘客的安全,要求各自需要的碰撞特性。就非变形构件而言,高强度化在发展,拉伸强度(以下,也简称为ts)为980mpa以上的高强度钢板已实用化,然而,在能量吸收构件中还未推进高强度化,实用化钢的强度水准停留在ts为590mpa级程度。作为高强度化未得推进的理由,可举出碰撞变形时的构件断裂。在高强度高抗拉强度钢中,在碰撞时,因成型而受到一次加工的部位容易成为起点而引起构件断裂,存在无法稳定地发挥碰撞能量吸收能力这样的课题。因此,在下述方面存在余地:通过抑制碰撞时的构件断裂、稳定地发挥高的吸收能量从而确保碰撞时的安全性,同时通过轻质化而有助于环境保护。如此,需要将碰撞特性优异的ts为590mpa以上的高强度钢板应用于能量吸收构件。
4.针对这样的要求,例如,专利文献1中公开了与成型性及耐冲击性优异的ts为1200mpa级的超高强度钢板有关的技术。另外,专利文献2中公开了与拉伸最大强度为780mpa以上、能够应用于碰撞时的冲击吸收构件的高强度钢板有关的技术。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2012-31462号公报
8.专利文献2:日本特开2015-175061号公报
技术实现要素:
9.发明所要解决的课题
10.然而,就专利文献1而言,虽然对碰撞特性进行了研究,但是,是对以碰撞时不引起构件的断裂为前提的耐冲击性进行研究,没有从耐构件断裂这样的观点对碰撞特性进行研究。
11.另外,就专利文献2而言,对帽型材进行基于落锤的动态轴向压溃试验的开裂判定,对ts超过780mpa级的耐断裂特性进行评价。但是,在压溃后的开裂判定中,无法评价对
碰撞特性而言重要的压溃中的从开裂发生起至断裂为止的过程。其原因在于,在压溃的过程中,在早期发生开裂的情况下,即使是未贯通板厚的程度的轻微开裂,也可能使吸收能量下降。另外,在压溃过程的后期发生开裂的情况下,即使是贯通板厚这样程度的大的开裂,也可能基本不对吸收能量造成影响。因此认为,仅压溃后的开裂判定作为耐断裂特性的评价是不充分的。
12.本发明是鉴于上述情况而做出的,目的在于提供适合作为汽车的能量吸收构件用的、拉伸强度(ts)为590mpa以上、碰撞特性优异的钢板、构件及它们的制造方法。
13.用于解决课题的手段
14.本技术的发明人为了解决上述课题而反复进行深入研究,结果发现以下的情况。
15.使钢板具有下述成分组成和钢组织,所述成分组成的碳当量ceq满足0.35%以上且小于0.60%,所述钢组织中,以面积率计,铁素体为40~85%,回火马氏体及贝氏体的合计为10~55%,残余奥氏体为3~15%,铁素体、回火马氏体、贝氏体及残余奥氏体的合计为93%以上,在对钢板进行规定的90
°
弯曲加工时,在距压缩侧的钢板表面为0~50μm区域内的l截面中,回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量设为0.50以上。可知由此得到高强度、碰撞特性优异的钢板。
16.本发明是基于上述这样的见解而做出的,其主旨如下所述。
17.[1]钢板,其具有下述成分组成和钢组织,
[0018]
所述成分组成的碳当量ceq满足0.35%以上且小于0.60%,
[0019]
所述钢组织中,以面积率计,铁素体为40~85%,回火马氏体及贝氏体的合计为10~55%,残余奥氏体为3~15%,铁素体、回火马氏体、贝氏体及残余奥氏体的合计为93%以上,
[0020]
在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工时,在距压缩侧的钢板表面为0~50μm区域内的l截面中,回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量为0.50以上,
[0021]
所述钢板的拉伸强度为590mpa以上。
[0022]
[2]如[1]所述的钢板,其中,前述成分组成以质量%计含有:
[0023]
c:0.03~0.20%、
[0024]
si:0.1~2.0%、
[0025]
mn:0.5~2.5%、
[0026]
p:0.05%以下、
[0027]
s:0.05%以下、
[0028]
sol.al:0.005~0.1%、及
[0029]
n:0.010%以下,
[0030]
余量为fe及不可避免的杂质。
[0031]
[3]如[2]所述的钢板,其中,前述成分组成还以质量%计含有选自
[0032]
cr:1.0%以下、
[0033]
mo:0.5%以下、
[0034]
v:0.5%以下、
[0035]
ti:0.5%以下、
[0036]
nb:0.5%以下、
[0037]
b:0.005%以下、
[0038]
ni:1.0%以下、
[0039]
cu:1.0%以下、
[0040]
sb:1.0%以下、
[0041]
sn:1.0%以下、
[0042]
ca:0.005%以下、及
[0043]
rem:0.005%以下
[0044]
中的至少一种。
[0045]
[4]如[1]至[3]中任一项所述的钢板,其中,在钢板的表面具有电镀锌层、熔融镀锌层、或合金化熔融镀锌层。
[0046]
[5]构件,其是对[1]至[4]中任一项所述的钢板实施成型加工及焊接中的至少一者而成的。
[0047]
[6]钢板的制造方法,其包括:
[0048]
热轧工序,将精轧温度设为850~950℃,对碳当量ceq满足0.35%以上且小于0.60%并且具有[2]或[3]中记载的成分组成的钢坯实施热轧,于600℃以下的卷取温度进行卷取;
[0049]
冷轧工序,对前述热轧工序后的热轧钢板以超过20%的压下率进行冷轧;
[0050]
退火工序,将前述冷轧工序后的冷轧钢板加热至720~860℃的退火温度,并保持30秒以上;
[0051]
淬火工序,在从前述退火温度起至马氏体相变开始温度ms为止的温度区域以20℃/s以上的平均冷却速度进行冷却后,从前述马氏体相变开始温度ms起以2~15℃/s的平均冷却速度冷却至冷却停止温度:(ms-250℃)~(ms-50℃);
[0052]
回火工序,在300~500℃的温度区域保持20秒以上;和
[0053]
热处理工序,在前述回火工序后,在100~300℃的温度区域保持20秒以上。
[0054]
[7]如[6]所述的钢板的制造方法,其中,在前述回火工序后、且前述热处理工序前,具有对钢板的表面实施电镀锌、熔融镀锌、或合金化熔融镀锌的镀覆工序。
[0055]
[8]构件的制造方法,其包括对由[6]或[7]所述的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。
[0056]
发明的效果
[0057]
根据本发明,能够得到拉伸强度(ts)为590mpa以上、碰撞特性优异的钢板。对本发明的钢板实施成型加工、焊接等而得到的构件能够合适地用作汽车领域中使用的能量吸收构件。
附图说明
[0058]
[图1]为用于对90
°
弯曲加工(一次弯曲加工)后的钢板进行说明的图。
[0059]
[图2]为用于对实施例的弯曲-正交弯曲试验中的90
°
弯曲加工(一次弯曲加工)进行说明的图。
[0060]
[图3]为用于对实施例的弯曲-正交弯曲试验中的正交弯曲(二次弯曲加工)进行
说明的图。
[0061]
[图4]为示出实施了90
°
弯曲加工(一次弯曲加工)的试验片的立体图。
[0062]
[图5]为示出实施了正交弯曲(二次弯曲加工)的试验片的立体图。
[0063]
[图6]是为了进行实施例的轴向压溃试验而制造的、将帽型构件与钢板进行点焊而得的试验用构件的主视图。
[0064]
[图7]为图6所示的试验用构件的立体图。
[0065]
[图8]为用于对实施例的轴向压溃试验进行说明的概略图。
具体实施方式
[0066]
以下,说明本发明的详细内容。
[0067]
本发明的钢板具有下述成分组成和钢组织,所述成分组成的碳当量ceq满足0.35%以上且小于0.60%,所述钢组织中,以面积率计,铁素体为40~85%,回火马氏体及贝氏体的合计为10~55%,残余奥氏体为3~15%,铁素体、回火马氏体、贝氏体及残余奥氏体的合计为93%以上。
[0068]
碳当量ceq:0.35%以上且小于0.60%
[0069]
碳当量ceq是作为钢的强度的指标将c以外的元素的影响换算为c量而得到的。通过使碳当量ceq为0.35%以上且小于0.60%,能够将后述的铁素体等各金属组织的面积率控制在本发明的范围内。通过使碳当量ceq为0.35%以上、优选0.40%以上,能够获得本发明的强度。另一方面,通过使碳当量ceq小于0.60%、优选为0.55%以下,能够获得本发明的碰撞特性提高的效果。
[0070]
碳当量ceq可由下式求出。
[0071]
碳当量ceq=[c%] ([si%]/24) ([mn%]/6) ([ni%]/40) ([cr%]/5) ([mo%]/4) ([v%]/14)
[0072]
其中,上述式中的[元素符号%]表示各元素的含量(质量%),不含有的元素设为0。
[0073]
铁素体的面积率:40~85%
[0074]
当铁素体的面积率小于40%时,存在回火马氏体分率变得过剩、碰撞特性降低的情况。因此,铁素体的面积率为40%以上,优选50%以上。另一方面,当铁素体的面积率超过85%时,存在铁素体分率变得过剩、ts降低的情况。因此,铁素体的面积率为85%以下,优选80%以下。另外,更优选为75%以下,进一步优选为70%以下。
[0075]
回火马氏体及贝氏体的合计面积率:10~55%
[0076]
回火马氏体及贝氏对于在抑制碰撞变形时抑制构件断裂的同时提高吸收能量、使得高强度化而言是有效的。当回火马氏体及贝氏体的合计面积率低于10%时,存在ts降低的情况。因此,合计面积率为10%以上,优选为20%以上。另外,当回火马氏体及贝氏体的合计面积率超过55%时,存在碰撞特性降低的情况。因此,合计面积率为55%以下,优选为50%以下。
[0077]
另外,只要满足上述的范围,则回火马氏体及贝氏体各自的面积率的范围没有特别限定,优选贝氏体的面积率为3~20%。认为该范围是优选的原因如下。贝氏体在下述方面有效:在回火工序中的保持期间,使c向未相变奥氏体富集,得到残余奥氏体;和使碰撞时
的吸收能量提高。贝氏体的面积率小于3%时,存在上述效果变小的情况。另一方面,若贝氏体的面积率超过20%,则在回火工序中的保持期间,c向未相变奥氏体中过度地富集,马氏体相变开始温度ms(以下,也简称为ms点或ms。)下降。因此,在保持后的冷却时生成的马氏体的固溶c量高,此外,于更低温进行马氏体相变,因此与ms点高的情况相比,冷却期间的马氏体的回火不充分。结果,由回火马氏体带来的硬度差缓和的效果降低,一次加工时回火马氏体不追随铁素体而变形,容易产生空隙,存在碰撞特性下降的情况。因此,贝氏体的面积率优选为3%以上。另外,贝氏体的面积率优选为20%以下。
[0078]
另外,贝氏体的面积率更优选为5%以上,进一步优选为8%以上。另外,贝氏体的面积率更优选为18%以下,进一步优选为15%以下。
[0079]
残余奥氏体的面积率:3~15%
[0080]
残余奥氏体对于延缓碰撞时的开裂发生、提高碰撞特性而言有效。机理虽不明确,但认为如下。残余奥氏体通过在碰撞变形时进行加工硬化而使弯曲变形中的曲率半径变大,由此将弯曲部的应变分散。通过使应变分散,从而缓和应力向由一次加工形成的空隙生成部的集中,结果碰撞特性提高。残余奥氏体的面积率小于3%时,无法获得这样的效果。另外,存在ts降低的情况。因此,残余奥氏体的面积率为3%以上,优选为5%以上。另一方面,若残余奥氏体的面积率超过15%,则存在下情况:由于通过加工诱发相变而生成的初生马氏体而使得碰撞时的耐断裂特性下降。因此,残余奥氏体的面积率为15%以下,优选为10%以下。
[0081]
铁素体、回火马氏体、贝氏体、及残余奥氏体的合计面积率:93%以上
[0082]
铁素体、回火马氏体、贝氏体、及残余奥氏体的合计面积率小于93%时,上述以外的相的面积率变高,难以同时实现强度和碰撞特性。关于上述以外的相,例如,可举出初生马氏体、珠光体、渗碳体,若这些相合计超过7%,则存在在碰撞变形时成为空隙生成的起点、使碰撞特性下降的情况。另外,若珠光体、渗碳体增加,则存在强度下降的情况。只要铁素体、回火马氏体、贝氏体、及残余奥氏体的合计面积率为93%以上,则无论剩余的相的种类、面积率如何,均可获得高的强度及碰撞特性。因此,合计面积率为93%以上,优选为95%以上。合计面积率可以为100%。需要说明的是,作为上述以外的余量的组织,有珠光体及渗碳体,这些余量组织的合计面积率为7%以下。优选地,该余量组织的合计面积率为5%以下。
[0083]
铁素体、回火马氏体、贝氏体的面积率是指各相的面积在观察面积中所占的比例。各组织的面积率如下测定。将相对于轧制方向垂直地切断而得的钢板的板厚截面进行研磨后,用3体积%硝酸乙醇溶液(nital)进行腐蚀,用sem(扫描电子显微镜)以1500倍的倍率对板厚1/4位置拍摄3个视野,根据得到的图像数据,使用media cybernetics公司制的image-pro,求出各组织的面积率。将3个视野的面积率的平均值作为各组织的面积率。上述图像数据中,能够以铁素体为黑色、贝氏体为包含岛状的残余奥氏体的黑色或包含方位一致的碳化物的灰色、回火马氏体为包含方位不一致的微细碳化物的亮灰色、残余奥氏体为白色加以区分。
[0084]
另外,本发明中,测定以下所示的x射线衍射强度来求出残余奥氏体的体积率,将该体积率视为残余奥氏体的面积率。残余奥氏体的体积率是指板厚1/4面中的fcc铁的(200)、(220)、(311)面的x射线衍射积分强度相对于bcc铁的(200)、(211)、(220)面的x射线
衍射积分强度的比例。
[0085]
在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工时,在距压缩侧的钢板表面为0~50μm区域内的l截面中,回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量为0.50以上
[0086]
在本发明的钢板中,通过使上述回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量为0.50以上,可获得高的碰撞特性。该机理虽然不明确,但认为如下。就作为碰撞特性劣化的原因的、碰撞时的构件断裂而言,开裂的产生及进展成为起点。认为开裂容易因加工硬化能力的下降及高硬度差区域中的空隙的生成、连接而发生。另外,在实际构件的碰撞中,在受到一次加工的部位处以向与一次加工正交的方向回弯的方式变形。此时,若在一次加工的高硬度差区域产生空隙,则应力集中于空隙的周边,助长开裂的发生
·
进展,结果导致断裂。因此,通过将马氏体回火,从而使高硬度差区域减少,进一步在弯曲变形时追随软质的铁素体相而发生塑性变形,由此抑制一次加工部中的空隙产生,另外,根据需要通过有效利用残余奥氏体,在变形中抑制一次加工部处的应力集中,从而抑制开裂从空隙发展,由此抑制构件断裂,获得高的碰撞特性。因此,为了获得上述效果,使上述回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量为0.50以上。
[0087]
需要说明的是,上述变化量例如通过后述的制造方法中的退火后的冷却速度的控制、回火工序后的热处理而得到。通过在退火温度~马氏体相变开始温度(以下,也简称为ms点或ms。)的温度区域中使冷却速度加快,从而抑制冷却期间的铁素体相变,抑制ms点的降低。在ms点~冷却停止温度的温度区域,通过降低冷却速度而将生成的马氏体从冷却期间起进行回火。认为通过引入软化的回火马氏体,从而在弯曲加工时追随铁素体进行塑性变形,抑制空隙的生成。还认为回火工序后生成的马氏体成为在规定的温度区域(100~300℃)中在残留一定程度的强度的同时还抑制由塑性变形引起的空隙生成的回火马氏体,稳定地获得高的吸收能量。
[0088]
此处,上述回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量利用以下的测定方法算出。
[0089]
首先,在对钢板进行90
°
弯曲加工前,在距钢板表面为0~50μm区域内的l截面中,测定回火马氏体的板厚方向的粒径(以下,也称为“粒径a1”。)、和回火马氏体的与板厚正交的方向的粒径(以下,也称为“粒径a2”。)。
[0090]
接着,针对钢板,在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工后,在距压缩侧的钢板表面为0~50μm区域内的l截面中,测定回火马氏体的板厚方向的粒径(以下,也称为“粒径b1”。)、和回火马氏体的与板厚正交的方向的粒径(以下,也称为“粒径b2”。)。
[0091]
关于弯曲加工后的粒径的轧制方向上的测定位置,设为包含通过弯曲加工而形成且在宽度(c)方向(参见图1的标记d1)上延伸的角部的区域。更具体而言,在通过弯曲加工而在与宽度方向及轧制方向垂直的方向(冲头等按压部的按压方向)上成为最下部的区域中,沿板厚方向在0~50μm区域内测定回火马氏体的粒径。
[0092]
此外,本发明中,通过“(粒径b1/粒径b2)-(粒径a1/粒径a2)”,算出回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在上述弯曲加工前后的变化量。
[0093]
上述回火马氏体的板厚方向的粒径、和上述回火马氏体的与板厚正交的方向的粒径如下测定。在对沿轧制方向切断钢板而得的板厚截面进行研磨后,利用sem(扫描电子显微镜),以3000倍的倍率,对距压缩侧的弯曲顶点部的钢板表面为0~50μm区域内的l截面拍摄3个视野。根据得到的图像数据,使用media cybernetics公司制的image-pro,求出回火马氏体的板厚方向的粒径(板厚方向的长度)、和回火马氏体的与板厚正交的方向的粒径(与板厚正交的方向的长度)。通过将3个视野的粒径平均,算出各粒径。在实施90
°
弯曲加工之前、和实施90
°
弯曲加工之后分别进行该测定。
[0094]
本发明中,以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工是指:沿宽度(c)方向(参见图1的标记d1)观察钢板时(在宽度方向钢板视图(宽度方向垂直截面视图)中),以两端部间距离变短的方式,在与宽度方向及轧制方向(参见图1的标记d1及标记d2)垂直的方向上,从钢板表面中的一侧实施由按压引起的弯曲,按压至两端部的未受到弯曲加工的平坦部分所成的角度成为90
°
。
[0095]
另外,压缩侧的钢板表面是指上述的进行按压的一侧的钢板表面(与实施按压的冲头等按压部接触一侧的钢板表面)。
[0096]
另外,l截面是指在弯曲加工前与轧制方向平行、且与钢板表面垂直的截面(相对于宽度方向而言垂直的截面)。
[0097]
另外,关于弯曲加工后的l截面,是指通过相对于由弯曲加工引起的变形的方向平行地切断而形成的截面,且是相对于宽度方向垂直的截面。
[0098]
需要说明的是,90
°
弯曲加工可以通过基于v型块法的弯曲加工、基于拉深成型的弯曲加工等来进行。
[0099]
本发明的钢板可以在钢板的表面具有电镀锌层、熔融镀锌层、或合金化熔融镀锌层。
[0100]
本发明的钢板的拉伸强度(ts)为590mpa以上。本发明中的所谓高强度,是指拉伸强度(ts)为590mpa以上。拉伸强度(ts)的上限没有特别限定,从与其他特性的调和的观点考虑,优选为小于980mpa。需要说明的是,关于拉伸强度(ts)的测定方法,从钢板沿相对于轧制方向呈直角的方向采集jis5号拉伸试验片(jis z2201),进行按照应变速度为10-3
/s的jis z2241(2011)的规定的拉伸试验,求出拉伸强度(ts)。
[0101]
从有效地获得本发明的效果的观点考虑,本发明的钢板的板厚优选为0.2mm以上3.2mm以下。
[0102]
本发明的钢板的碰撞特性优异。本发明中所谓的碰撞特性优异,是指耐断裂特性良好、并且吸收能量良好。本发明中所谓的耐断裂特性良好,是指:实施以下记载的弯曲-正交弯曲试验时的该载荷最大时的行程(stroke)的平均值δs为30mm以上。本发明中所谓的碰撞特性良好,是指:实施以下记载的轴向压溃试验,压溃时的行程-载荷的曲线图中的、行程0~100mm的范围内的面积的平均值f
ave
为35000n以上。
[0103]
上述的弯曲-正交弯曲试验以下述方式进行。
[0104]
首先,针对钢板,在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向实施90
°
弯曲加工(一次弯曲加工),准备试验片。在90
°
弯曲加工(一次弯曲加工)中,如图2所示,针对载置于具有v形槽的模a1上的钢板,按入冲头b1,得到试验片t1。接着,如图3所示,针对载置于支承辊a2上的试验片t1,以弯曲方向成为轧制直角方向的方式,按入冲头
b2来实施正交弯曲(二次弯曲加工)。图2及图3中,d1表示宽度(c)方向,d2表示轧制(l)方向。
[0105]
图4中示出对钢板实施90
°
弯曲加工(一次弯曲加工)而得的试验片t1。另外,图5中示出对试验片t1实施正交弯曲(二次弯曲加工)而得的试验片t2。图5的试验片t2中以虚线示出的位置与进行正交弯曲前的图4的试验片t1中以虚线示出的位置对应。
[0106]
正交弯曲的条件如下。
[0107]
[正交弯曲条件]
[0108]
试验方法:辊支承、冲头按入
[0109]
辊直径:
[0110]
冲头前端r:0.4mm
[0111]
辊间距离:(板厚
×
2) 0.5mm
[0112]
行程速度:20mm/分钟
[0113]
试验片尺寸:60mm
×
60mm
[0114]
弯曲方向:轧制直角方向
[0115]
在实施上述正交弯曲时得到的行程-载荷曲线中,求出载荷最大时的行程。将实施3次上述弯曲-正交弯曲试验时的该载荷最大时的行程的平均值设为δs。
[0116]
另外,上述的轴向压溃试验以下述方式进行。
[0117]
首先,在轴向压溃试验中,考虑板厚的影响,均以板厚1.2mm的钢板实施。将上述制造工序中得到的钢板切出,使用冲头肩半径为5.0mm、模肩半径为5.0mm的模具,以深度成为40mm的方式进行成型加工(弯曲加工),制作图6及图7所示的帽型构件10。另外,另行地将用作帽型构件的原料的钢板切成200mm
×
80mm的大小。接着,将该切出后的钢板20、与帽型构件10进行点焊,制作图6及图7所示这样的试验用构件30。图6是将帽型构件10与钢板20进行点焊而制作的试验用构件30的主视图。图7为试验用构件30的立体图。就点焊部40的位置而言,如图7所示,使钢板的端部与焊接部成为10mm的间隔、焊接部之间成为45mm的间隔。接着,如图8所示,通过tig焊接,将试验用构件30与底板50接合,制作轴向压溃试验用样品。接着,使冲击器60以10m/s的碰撞速度向制作的轴向压溃试验用样品等速碰撞,将轴向压溃试验用的样品压溃100mm。如图8所示,压溃方向d3为与试验用构件30的长边方向平行的方向。求出压溃时的行程-载荷的曲线图中的、行程0~100mm的范围内的面积,将进行3次试验时的该面积的平均值设为吸收能量(f
ave
)。
[0118]
接着,对钢板的成分组成的优选范围进行说明。需要说明的是,只要没有特别说明,表示成分元素的含量的“%”是指“质量%”。
[0119]
c:0.03~0.20%
[0120]
c容易生成铁素体以外的相,另外,与nb、ti等形成合金化合物,因此是对强度提高而言必要的元素。c含量低于0.03%时,存在即使实现制造条件的最佳化也无法确保所期望的强度的情况。因此,c含量优选为0.03%以上,更优选为0.05%以上。另一方面,若c含量超过0.20%,则马氏体的强度过度增加,存在即使实现制造条件的最佳化也无法获得本发明的碰撞特性的情况。因此,c含量优选为0.20%以下,更优选为0.18%以下。
[0121]
si:0.1~2.0%
[0122]
si为铁素体生成元素,另外,也是固溶强化元素。因此,有助于强度与延展性的均
衡性的提高。为了获得该效果,si含量优选为0.1%以上,更优选为0.2%以上。另一方面,若si含量超过2.0%,则存在引起镀锌附着、密合性的降低及表面性状的劣化的情况。因此,si含量优选为2.0%以下,更优选为1.5%以下。
[0123]
mn:0.5~2.5%
[0124]
mn为马氏体的生成元素,另外也是固溶强化元素。另外,有助于残余奥氏体稳定化。为了获得这些效果,mn含量优选为0.5%以上。mn含量更优选为1.0%以上。另一方面,若mn含量超过2.5%,则马氏体过度生成,存在碰撞特性下降的情况。因此,mn含量优选为2.5%以下,更优选为2.0%以下。
[0125]
p:0.05%以下
[0126]
p是对钢的强化有效的元素。然而,若p含量超过0.05%,则存在使合金化速度大幅延缓的情况。另外,若超过0.05%而过量地含有p,则存在下述情况:因晶界偏析而引起脆化,即使满足本发明的钢组织,也使碰撞时的耐断裂特性劣化。因此,p含量优选为0.05%以下,更优选为0.01%以下。p含量的下限没有特别限定,目前工业上可实施的下限为0.002%,优选为0.002%以上。
[0127]
s:0.05%以下
[0128]
s成为mns等夹杂物,并沿着焊接部的金属流动(metal flow)而导致开裂,即使满足本发明的钢组织,也存在碰撞特性下降的情况。因此,s量优选尽可能低,从制造成本的方面考虑,s含量优选为0.05%以下。s含量更优选为0.01%以下。s含量的下限没有特别限定,目前工业上可实施的下限为0.0002%,优选为0.0002%以上。
[0129]
sol.al:0.005~0.1%
[0130]
al作为脱氧剂发挥作用,另外,也是固溶强化元素。sol.al含量小于0.005%时,存在无法获得这些效果的情况,即使满足本发明的钢组织,强度有时也下降。因此,sol.al含量优选为0.005%以上。另一方面,若sol.al含量超过0.1%,则使制钢时的坯品质劣化。因此,sol.al含量优选为0.1%以下,更优选为0.04%以下。
[0131]
n:0.010%以下
[0132]
n在钢中形成tin、(nb、ti)(c、n)、aln等氮化物、碳氮化物系的粗大夹杂物而使碰撞特性下降,因此需要抑制含量。n的含量超过0.010%的情况下,碰撞特性容易下降,因此n含量优选为0.010%以下。n含量更优选为0.007%以下,进一步优选为0.005%以下。需要说明的是,n含量的下限没有特别限定,目前工业上可实施的下限为0.0003%,优选为0.0003%以上。
[0133]
本发明中的钢板的成分组成含有上述的成分元素作为基本成分,余量包含铁(fe)及不可避免的杂质。此处,本发明的钢板优选具有下述成分组成:含有上述的基本成分,余量为铁(fe)及不可避免的杂质。
[0134]
本发明的钢板中,可以根据所期望的特性适当含有以下所述的成分(任选元素)。
[0135]
选自cr:1.0%以下、mo:0.5%以下、v:0.5%以下、ti:0.5%以下、nb:0.5%以下、b:0.005%以下、ni:1.0%以下、cu:1.0%以下、sb:1.0%以下、sn:1.0%以下、ca:0.005%以下、及rem:0.005%以下中的至少一种
[0136]
cr、mo、v是提高淬硬性、对钢的强化有效的元素。但是,若超过cr:1.0%、mo:0.5%、v:0.5%而过量添加,则上述的效果饱和,进一步使原料成本增加。另外,存在第2相
分率变得过大、使碰撞时的耐断裂特性劣化的情况。因此,含有cr、mo、v中的任一者的情况下,cr含量优选为1.0%以下,mo含量优选为0.5%以下,v含量优选为0.5%以下。更优选地,cr含量为0.8%以下,mo含量为0.4%以下,v含量为0.4%以下。由于即使cr、mo、v的含量少也可获得本发明的效果,因此各自的含量的下限没有特别限定。为了更有效地获得淬硬性的效果,优选cr、mo、v的含量各自为0.005%以上。更优选cr、mo、v的含量各自为0.01%以上。
[0137]
ti、nb是对钢的析出强化有效的元素。但是,若ti含量、nb含量各自超过0.5%,则存在使碰撞时的耐断裂特性劣化的情况。因此,含有ti及nb中的任一者的情况下,优选ti含量、nb含量各自为0.5%以下。更优选ti含量、nb含量各自为0.4%以下。由于即使ti、nb的含量少也可获得本发明的效果,因此各自的含量的下限没有特别限定。为了更有效地获得钢的析出强化的效果,优选ti含量、nb含量各自为0.005%以上。更优选ti含量、nb含量各自为0.01%以上。
[0138]
b通过抑制铁素体从奥氏体晶界生成
·
生长而有助于淬火性的提高,因此可根据需要添加。但是,若b含量超过0.005%,则存在使碰撞时的耐断裂特性劣化的情况。因此,含有b的情况下,b含量优选为0.005%以下。更优选b含量为0.004%以下。由于即使b含量少也可获得本发明的效果,因此b含量的下限没有特别限定。为了更有效地获得淬火性的提高的效果,优选使b含量为0.0003%以上。更优选b含量为0.0005%以上。
[0139]
ni、cu是对钢的强化有效的元素。但是,若ni、cu各自超过1.0%,则存在使碰撞时的耐断裂特性劣化的情况。因此,含有ni、cu中的任一者的情况下,优选ni、cu的含量各自为1.0%以下。更优选ni含量、cu含量各自为0.9%以下。由于即使ni、cu的含量少也可获得本发明的效果,因此各自的含量的下限没有特别限定。为了更有效地获得钢的强化效果,优选ni含量、cu含量各自为0.005%以上。更优选ni含量、cu含量各自为0.01%以上。
[0140]
从抑制钢板表面的氮化、氧化、或钢板表面附近区域的脱碳的观点考虑,可以根据需要添加sn、sb。通过抑制这样的氮化、氧化,从而具有下述效果:防止在钢板表面马氏体的生成量减少,提高碰撞特性。然而,若sb、sn各自超过1.0%,则存在碰撞特性因晶界脆化而下降的情况。因此,含有sb、sn中的任一者的情况下,优选sb含量、sn含量各自为1.0%以下。更优选sb含量、sn含量各自为0.9%以下。由于即使sb、sn的含量少也可获得本发明的效果,因此各自的含量的下限没有特别限定。为了更有效地获得提高碰撞特性的效果,优选sb含量、sn含量各自为0.005%以上。更优选sb含量、sn含量各自为0.01%以上。
[0141]
ca、rem均是在通过控制硫化物的形态来改善加工性的方面有效的元素。但是,若ca、rem各自的含量超过0.005%,则对钢的洁净度造成不良影响,特性可能下降。因此,含有ca、rem中的任一者的情况下,优选ca、rem的含量各自为0.005%以下。更优选ca含量、rem含量各自为0.004%以下。由于即使ca、rem的含量少也可获得本发明的效果,因此各自的含量的下限没有特别限定。为了更有效地获得加工性的改善效果,优选ca、rem的含量各自为0.001%以上。更优选ca含量、rem含量各自为0.002%以上。
[0142]
另外,在以低于后述的优选下限值的量包含上述的任选元素的情况下,该元素作为不可避免的杂质而包含。
[0143]
以下,详细地对本发明的钢板的制造方法的一个实施方式进行说明。需要说明的是,只要没有特别说明,对以下所示的钢坯(钢原料)、钢板等进行加热或冷却时的温度是指
钢坯(钢原料)、钢板等的表面温度。
[0144]
本发明的钢板的制造方法例如包括:热轧工序,将精轧温度设为850~950℃,对具有上述成分组成的钢坯实施热轧,于600℃以下的卷取温度进行卷取;冷轧工序,对热轧工序后的热轧钢板以超过20%的压下率进行冷轧;退火工序,将冷轧工序后的冷轧钢板加热至720~860℃的退火温度,并保持30秒以上;淬火工序,在从退火温度起至马氏体相变开始温度ms为止的温度区域以20℃/s以上的平均冷却速度进行冷却后,从马氏体相变开始温度ms起以2~15℃/s的平均冷却速度冷却至冷却停止温度:(ms-250℃)~(ms-50℃);回火工序,在300~500℃的温度区域保持20秒以上;和热处理工序,在回火工序后,在100~300℃的温度区域保持20秒以上。另外,本发明的钢板的制造方法在回火工序后、且热处理工序前,具有对钢板的表面实施电镀锌、熔融镀锌、或合金化熔融镀锌的镀覆工序。另外,就本发明的钢板的制造方法中使用的钢坯的成分组成而言,碳当量ceq满足0.35%以上且小于0.60%。碳当量ceq:0.35%以上且小于0.60%是为了在本发明的制造条件下制造本发明的钢板最优的范围。
[0145]
首先,对热轧工序的各条件进行说明。
[0146]
精轧温度:850~950℃
[0147]
在精轧温度低于850℃的情况下,轧制时产生铁素体相变,强度局部地下降,因此存在即使满足本发明的组织也无法获得强度的情况。因此,精轧温度为850℃以上,优选为880℃以上。另一方面,若精轧温度超过950℃,则晶粒粗大化,存在即使满足本发明的组织也无法获得强度的情况。因此,精轧温度为950℃以下,优选为930℃以下。
[0148]
卷取温度:600℃以下
[0149]
在卷取温度超过600℃的情况下,热轧钢板中的碳化物粗大化,这样粗大化的碳化物在退火时的均热中不能完全熔化,因此存在无法获得需要的强度的情况。因此,卷取温度为600℃以下,优选为580℃以下。卷取温度的下限没有特别限定,从不易发生钢板的形状不良、并且防止钢板过度地硬质化的观点考虑,优选使卷取温度为400℃以上。
[0150]
利用通常已知的方法对由热轧工序得到的热轧钢板进行酸洗、脱脂等预处理后,根据需要实施冷轧。对实施冷轧时的冷轧工序的条件进行说明。
[0151]
冷轧的压下率:超过20%
[0152]
冷轧的压下率为20%以下时,铁素体的再结晶无法得到促进而使未再结晶铁素体残留,存在无法得到本发明的钢组织的情况。因此,冷轧的压下率超过20%,优选为30%以上。
[0153]
接下来,对由冷轧工序得到的冷轧钢板退火时的退火工序的条件进行说明。
[0154]
退火温度:720~860℃,保持时间:30秒以上
[0155]
退火温度低于720℃时,奥氏体的生成变得不充分,生成过量的铁素体,无法得到本发明的钢组织。因此,退火温度为720℃以上,优选为740℃以上。另一方面,若退火温度超过860℃,则将无法确保本发明的铁素体分率。另外,贝氏体变得过量,由此存在耐断裂特性下降的情况。因此,退火温度为860℃以下,优选为840℃以下。另外,保持时间少于30秒时,奥氏体的生成变得不充分,生成过量的铁素体,无法得到本发明的钢组织。因此,保持时间为30秒以上,优选为60秒以上。保持时间的上限没有特别限定,为了不损害生产率,优选使保持时间为600秒以下。
[0156]
退火工序后,实施淬火。对淬火工序的条件进行说明。
[0157]
退火温度~马氏体相变开始温度ms的温度区域中的平均冷却速度:20℃/s以上
[0158]
平均冷却速度小于20℃/s时,无法获得本发明的耐断裂特性。其原因虽不明确,但认为如下。冷却速度小于20℃/s时,在冷却期间过度地生成铁素体、贝氏体,马氏体相变开始温度ms下降。因此冷却停止时的马氏体相变量减少,另外,由于于更低温进行马氏体相变,因此与ms点高的情况相比,冷却期间的马氏体的回火变得不充分。结果认为,由回火马氏体带来的硬度差缓和的效果降低,在一次加工时回火马氏体不追随铁素体变形,容易产生空隙,碰撞特性下降。因此,平均冷却速度设为20℃/s以上。需要说明的是,ms可以利用下式求出。
[0159]
ms(℃)=539-423
×
{[c%]
×
100/(100-[α面积%])}-30
×
[mn%]-12
×
[cr%]-18
×
[ni%]-8
×
[mo%]
[0160]
需要说明的是,上述式中,各元素符号表示各元素的含量(质量%),不含有的元素为0。
[0161]
另外,[α面积%]为退火后的铁素体面积率。退火后的铁素体面积率通过利用热膨胀测定装置对升温速度、退火温度及退火时的保持时间进行模拟而事先求出。
[0162]
退火后优选以尽可能快的冷却速度骤冷,退火温度~马氏体相变开始温度ms的温度区域中的平均冷却速度更优选为30℃/s以上。平均冷却速度的上限没有特别限定,从降低制造成本的观点考虑,优选设为200℃/s以下。
[0163]
马氏体相变开始温度ms~冷却停止温度的平均冷却速度:2~15℃/s
[0164]
平均冷却速度小于2℃/s时,在冷却期间过度地生成包含碳化物的贝氏体,无法得到本发明的钢组织。因此,平均冷却速度为2℃/s以上,优选为5℃/s以上。另一方面,若以超过15℃/s的平均冷却速度进行冷却,则无法获得本发明的耐断裂特性。其原因虽不明确,但认为如下。认为通过使冷却速度为15℃/s以下,从ms点起至到达冷却停止温度为止的时间变长,马氏体在冷却期间也回火,由回火马氏体带来的硬度差缓和的效果进一步增强。认为若冷却速度超过15℃/s,则无法获得该效果,结果一次加工时回火马氏体不追随铁素体变形,容易产生空隙,碰撞特性下降。因此,平均冷却速度为15℃/s以下,优选为10℃/s以下。
[0165]
冷却停止温度:(ms-250℃)~(ms-50℃)
[0166]
冷却停止温度超过(ms-50℃)时,回火马氏体的生成不充分,无法得到本发明的钢组织。因此,冷却停止温度为(ms-50℃)以下,优选为(ms-100℃)以下。另一方面,低于(ms-250℃)时,存在回火马氏体变得过量、残余奥氏体的生成不充分的情况。因此,冷却停止温度为(ms-250℃)以上,优选为(ms-200℃)以上。
[0167]
淬火工序后,实施回火。对回火工序的条件进行说明。
[0168]
回火温度:300~500℃、保持时间:20秒以上
[0169]
认为小于300℃时,马氏体的回火变得不充分,无法得到本发明的钢组织及碰撞特性。另外,贝氏体相变变得不充分,无法得到对于提高耐断裂特性而言优选的量的贝氏体,存在耐断裂特性下降的情况。因此,回火温度为300℃以上,优选为350℃以上。另一方面,若超过500℃,则存在铁素体过量地生成而无法得到本发明的钢组织的情况。另外,贝氏体相变变得不充分,无法得到对于提高耐断裂特性而言优选的量的贝氏体,存在耐断裂特性下降的情况。因此,回火温度为500℃以下,优选为450℃以下。另外,保持时间低于20秒时,马
氏体的回火变得不充分,一次加工时回火马氏体不追随铁素体变形,容易产生空隙,结果碰撞特性下降。另外,贝氏体相变变得不充分,无法得到对于提高耐断裂特性而言优选的量的贝氏体,还存在耐断裂特性下降的情况。因此,保持时间为20秒以上,优选为30秒以上。保持时间的上限没有特别限定,为了不损失生产率,优选将保持时间设为500秒以下。
[0170]
回火工序后的保持温度:100~300℃,保持时间:20秒以上
[0171]
本发明的钢板的制造方法具有在回火工序后在100~300℃的温度区域保持20秒以上的热处理工序。保持温度低于100℃或超过300℃、或者保持时间低于20秒时,无法获得本发明的钢组织及耐断裂特性。其原因虽不明确,但认为如下。认为低于100℃时,在回火工序后的冷却期间生成的马氏体的回火变得不充分,一次加工时回火马氏体不追随铁素体变形,容易产生空隙,结果碰撞特性下降。因此,保持温度为100℃以上,优选为150℃以上。另一方面,认为保持温度超过300℃时,存在以马氏体的生成量少的状态保持的情况,在保持后的冷却期间生成的马氏体未被回火而作为初生马氏体(fresh martensite)残留至最终组织,因此无法获得本发明的钢组织及碰撞特性。另外,保持温度超过300℃时,存在贝氏体相变发展、无法得到本发明的钢组织的情况。因此,保持温度为300℃以下,优选为250℃以下。另外,保持时间小于20秒时,在回火工序后的冷却期间生成的马氏体的回火变得不充分,存在无法获得本发明的碰撞特性的情况。因此,保持时间为20秒以上,优选为30秒以上。100~300℃的温度区域中的保持可以在回火工序后冷却至100~300℃的温度区域后实施,也可以在回火工序后冷却至低于100℃、然后再加热至100~300℃的温度区域后再实施。
[0172]
需要说明的是,本发明的制造方法的一系列热处理中,只要在上述的温度范围内,则保持温度无需恒定,另外,即使在冷却速度于冷却期间变化的情况下,只要在规定的范围内,则也不损害本发明的主旨。另外,钢板可以利用任意的设备实施热处理,只要满足热历史即可。
[0173]
接下来,对镀覆工序的条件进行说明。
[0174]
本发明的钢板的制造方法中,可以在上述回火工序后、且上述热处理工序前,对钢板的表面实施电镀锌、熔融镀锌、或合金化熔融镀锌。
[0175]
电镀锌处理优选浸渍于50~60℃的锌溶液并通电来进行。另外,熔融镀锌处理优选将通过上述方式得到的钢板在440℃以上500℃以下的镀锌浴中浸渍来进行。然后,优选通过气体抹拭(gas wiping)等来调节镀覆附着量而进行。需要说明的是,在熔融镀锌处理工序后,可以具有实施合金化处理的合金化工序。对锌镀层实施合金化处理时,优选在450℃以上580℃以下的温度区域保持1秒以上40秒以下来进行合金化。
[0176]
以形状矫正、表面粗糙度的调节等为目的,可以对实施了熔融镀锌处理或合金化熔融镀锌处理后的钢板进行调质轧制。但是,若调质轧制的调质轧制率超过0.5%,则存在因表层硬化而使弯曲性劣化的情况,因此调质轧制率优选为0.5%以下。更优选为0.3%以下。另外,也可以实施树脂、油脂涂覆等各种涂装处理。
[0177]
其他制造方法的条件没有特别限定,优选在以下的条件下进行。
[0178]
为了防止宏观偏析,优选利用连续铸造法来制造板坯,也可以利用铸锭法、薄坯铸造法制造。为了对板坯进行热轧,可以将板坯暂时冷却至室温、然后进行再加热来进行热轧。另外,也可以将板坯装入加热炉中而不冷却至室温来进行热轧。另外,也可以应用在进行略微保温后立即热轧的节能工艺。在对板坯进行加热的情况下,为了防止轧制载荷的增
大、使碳化物熔解,优选加热至1100℃以上。另外,为了防止氧化皮损失的增大,板坯的加热温度优选设为1300℃以下。
[0179]
在对板坯进行热轧的情况下,从在降低板坯的加热温度时防止轧制时的故障的观点考虑,也可以将粗轧制后的粗棒加热。另外,可以应用将粗棒彼此接合、连续地进行精轧的、所谓的连续轧制工艺。另外,为了减少轧制载荷、使形状
·
材质均匀化,优选进行在精轧的全部道次或一部分道次中摩擦系数成为0.10~0.25的润滑轧制。
[0180]
卷取后的钢板可以通过酸洗等将氧化皮除去。酸洗后,在上述的条件下实施冷轧、退火、镀锌。
[0181]
接着,对本发明的构件及其制造方法进行说明。
[0182]
本发明的构件是对本发明的钢板实施成型加工及焊接中的至少一者而成的。另外,本发明的构件的制造方法具有对由本发明的钢板的制造方法制造的钢板实施成型加工及焊接中的至少一者的工序。
[0183]
本发明的钢板为高强度,碰撞特性优异。因此,使用本发明的钢板而得的构件也为高强度,碰撞特性优异,不易发生碰撞变形时的构件断裂。因此,本发明的构件能够合适地用作汽车部件中的能量吸收构件。
[0184]
成型加工可以没有限制地利用压制加工等通常的加工方法。另外,焊接可以没有限制地使用点焊、电弧焊接等通常的焊接。
[0185]
实施例
[0186]
参照实施例来具体地说明本发明。本发明的范围不限于以下的实施例。
[0187]
[实施例1]
[0188]
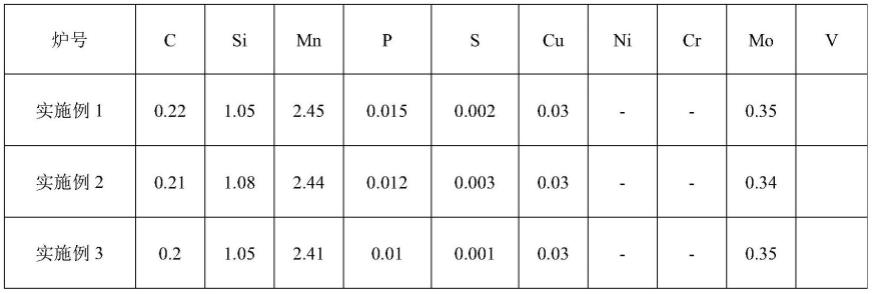
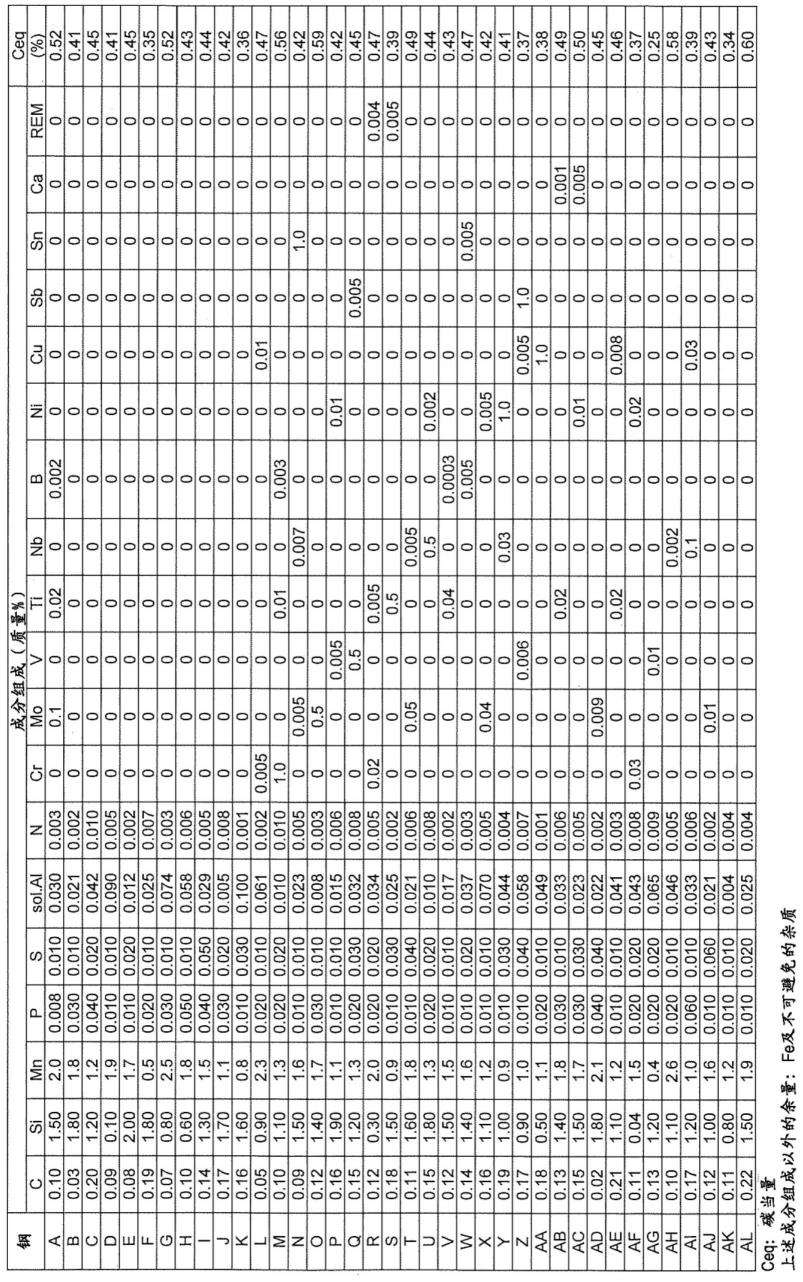
利用真空熔解炉对表1所示的成分组成的钢进行熔炼,进行开坯轧制,制成钢坯。对这些钢坯进行加热,在表2所示的条件下,实施热轧、冷轧、退火、淬火、回火、热处理,制造钢板。在表2所示的条件下制造钢板时,在回火工序后,对一部分的钢板实施镀覆处理。在电镀锌处理中,一边将钢板浸渍于锌溶液中一边通电,形成镀覆附着量10~100g/m2的电镀锌层(eg)。另外,在熔融镀锌处理中,将钢板浸渍于镀浴中,形成镀覆附着量10~100g/m2的熔融镀锌层(gi)。另外,在合金化熔融镀锌中,在钢板上形成熔融镀锌层后进行合金化处理,形成合金化熔融镀锌层(ga)。需要说明的是,最终的各钢板的板厚为1.2mm。
[0189]
[表1]
[0190][0191]
[表2]
[0192][0193]
※
1:从退火温度起至马氏体相变开始温度ms为止的平均冷却速度
[0194]
※
2:从马氏体相变开始温度ms起至冷却停止温度为止的平均冷却速度
[0195]
※
3:冷却停止温度
[0196]
※
4:回火工序后冷却至保持温度并保持
[0197]
※
5:回火工序后冷却至低于100℃,然后加热至保持温度
[0198]
eg:电镀锌,gi:熔融镀锌,ga:合金化熔融镀锌
[0199]
对得到的钢板实施压下率0.2%的平整轧制后,按照以下的方法,分别求出铁素体(f)、贝氏体(b)、回火马氏体(tm)及残余奥氏体(ra)的面积率。另外,也按照上述的方法测定了在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工
时,在距压缩侧的钢板表面为0~50μm区域内的l截面中,回火马氏体的(板厚方向的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量。
[0200]
各组织的面积率如下测定。将相对于轧制方向垂直地切断而得的钢板的板厚截面进行研磨后,用3体积%硝酸乙醇溶液进行腐蚀,用sem(扫描电子显微镜)以1500倍的倍率对板厚1/4位置拍摄3个视野,根据得到的图像数据,使用media cybernetics公司制的image-pro,求出各组织的面积率。将3个视野的面积率的平均值作为各组织的面积率。上述图像数据中,能够以铁素体为黑色、贝氏体为包含岛状的残余奥氏体的黑色或包含方位一致的碳化物的灰色、回火马氏体为包含方位不一致的微细碳化物的亮灰色、残余奥氏体为白色而加以区分。需要说明的是,虽然表3中未示出,残余组织通过从100%中减去铁素体(f)、贝氏体(b)、回火马氏体(tm)及残余奥氏体(ra)的合计面积率而求出,这些残余组织判断为珠光体及/或渗碳体。
[0201]
另外,测定x射线衍射强度来求出残余奥氏体的体积率,将该体积率视为残余奥氏体的面积率。残余奥氏体的体积率是指板厚1/4面中的fcc铁的(200)、(220)、(311)面的x射线衍射积分强度相对于bcc铁的(200)、(211)、(220)面的x射线衍射积分强度的比例。
[0202]
回火马氏体的板厚方向的粒径、和回火马氏体的与板厚正交的方向的粒径以下述方式测定。在对沿轧制方向切断钢板而得的板厚截面进行研磨后,利用sem(扫描电子显微镜)以3000倍的倍率,对距压缩侧的弯曲顶点部的钢板表面为0~50μm区域内的l截面拍摄3个视野。根据得到的图像数据,使用media cybernetics公司制的image-pro,求出回火马氏体的板厚方向的粒径(板厚方向的长度)、和回火马氏体的与板厚正交的方向的粒径(与板厚正交的方向的长度)。通过将3个视野的粒径平均,算出各粒径。在实施90
°
弯曲加工之前、和实施90
°
弯曲加工之后分别进行该测定。
[0203]
另外,按照以下的试验方法,求出拉伸特性及碰撞特性。结果示于表3。
[0204]
<拉伸试验>
[0205]
从得到的各钢板沿相对于轧制方向呈直角的方向采集jis5号拉伸试验片(jis z2201),进行按照应变速度为10-3
/s的jis z2241(2011)的规定的拉伸试验,求出拉伸强度(ts)。需要说明的是,将ts为590mpa以上设为合格。
[0206]
<弯曲-正交弯曲试验>
[0207]
针对得到的钢板,在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向实施90
°
弯曲加工(一次弯曲加工),准备试验片。在90
°
弯曲加工(一次弯曲加工)中,如图2所示,针对载置于具有v形槽的模a1上的钢板,按入冲头b1,得到试验片t1。接着,如图3所示,针对载置于支承辊a2上的试验片t1,以弯曲方向成为轧制直角方向的方式,按入冲头b2来实施正交弯曲(二次弯曲加工)。图2及图3中,d1表示宽度(c)方向,d2表示轧制(l)方向。
[0208]
图4中示出对钢板实施90
°
弯曲加工(一次弯曲加工)而得的试验片t1。另外,图5中示出对试验片t1实施正交弯曲(二次弯曲加工)而得的试验片t2。图5的试验片t2中以虚线示出的位置与进行正交弯曲前的图4的试验片t1中以虚线示出的位置对应。
[0209]
正交弯曲的条件如下。
[0210]
[正交弯曲条件]
[0211]
试验方法:辊支承、冲头按入
[0212]
辊直径:
[0213]
冲头前端r:0.4mm
[0214]
辊间距离:(板厚
×
2) 0.5mm
[0215]
行程速度:20mm/分钟
[0216]
试验片尺寸:60mm
×
60mm
[0217]
弯曲方向:轧制直角方向
[0218]
在实施上述正交弯曲时得到的行程-载荷曲线中,求出载荷最大时的行程。将实施3次上述弯曲-正交弯曲试验时的该载荷最大时的行程的平均值设为δs。δs为30mm以上时,耐断裂特性评价为良好。
[0219]
<轴向压溃试验>
[0220]
在轴向压溃试验中,考虑板厚的影响,均以板厚1.2mm的钢板实施。将上述制造工序中得到的钢板切出,使用冲头肩半径为5.0mm、模肩半径为5.0mm的模具,以深度成为40mm的方式进行成型加工(弯曲加工),制作图6及图7所示的帽型构件10。另外,另行地将用作帽型构件的原料的钢板切成200mm
×
80mm的大小。接着,将该切出后的钢板20、与帽型构件10进行点焊,制作图6及图7所示这样的试验用构件30。图6是将帽型构件10与钢板20进行点焊而制作的试验用构件30的主视图。图7为试验用构件30的立体图。就点焊部40的位置而言,如图7所示,使钢板的端部与焊接部成为10mm的间隔、焊接部之间成为45mm的间隔。接着,如图8所示,通过tig焊接,将试验用构件30与底板50接合,制作轴向压溃试验用样品。接着,使冲击器60以10m/s的碰撞速度向制作的轴向压溃试验用样品等速碰撞,将轴向压溃试验用的样品压溃100mm。如图8所示,压溃方向d3为与试验用构件30的长边方向平行的方向。求出压溃时的行程-载荷的曲线图中的、行程0~100mm的范围内的面积,将进行3次试验时的该面积的平均值设为吸收能量(f
ave
)。f
ave
为35000n以上时,吸收能量评价为良好。另外,在耐断裂特性及吸收能量这两者良好的情况下,评价为碰撞特性良好。
[0221]
[表3]
[0222][0223]
v(f):铁素体的面积率,v(tm b):回火马氏体与贝氏体的合计面积率,v(ra):残余奥氏体的面积率
[0224]
v(f ra tm b):铁素体、回火马氏体、贝氏体及残余奥氏体的合计面积率
[0225]
δs:耐断裂特性,f
ave
:吸收能量
[0226]
※
1:在曲率半径/板厚为4.2的条件下以宽度(c)方向为轴沿轧制(l)方向进行90
°
弯曲加工时,在距压缩侧的钢板表面为0~50μm区域内的l截面中,回火马氏体的(板厚方向
的粒径)/(与板厚正交的方向的粒径)在弯曲加工前后的变化量
[0227]
发明例的钢板的ts为590mpa以上,碰撞特性优异。另一方面,比较例的钢板的ts低于590mpa、或者碰撞特性不良。
[0228]
[实施例2]
[0229]
通过压制加工,对实施例1的表3的no.3(本发明例)的钢板进行成型加工,制造了本发明例的构件。进而,通过点焊将实施例1的表3的no.3的钢板、与实施例1的表3的no.9(本发明例)的钢板接合,制造了本发明例的构件。能够确认使用本发明的钢板制造的本发明例的构件的碰撞特性优异,为高强度,且对于通过实施例1的表3的no.3(本发明例)的钢板的成型加工而制造的构件、以及将实施例1的表3的no.3的钢板与实施例1的表3的no.9(本发明例)的钢板进行点焊而制造的构件而言,均能够合适地用于汽车用骨架部件等。
[0230]
[实施例3]
[0231]
通过压制加工,对实施例1的表3的no.1(本发明例)的镀锌钢板进行成型加工,制造了本发明例的构件。进而,通过点焊将实施例1的表3的no.1的镀锌钢板、与实施例1的表3的no.4(本发明例)的镀锌钢板接合,制造了本发明例的构件。能够确认使用本发明的钢板制造的本发明例的构件的碰撞特性优异,为高强度,且对于通过实施例1的表3的no.1(本发明例)的钢板的成型加工而制造的构件、以及将实施例1的表3的no.1的钢板与实施例1的表3的no.4(本发明例)的钢板进行点焊而制造的构件而言,均能够合适地用于汽车用骨架部件等。
[0232]
附图标记说明
[0233]
10 帽型构件
[0234]
20 钢板
[0235]
30 试验用构件
[0236]
40 点焊部
[0237]
50 底板
[0238]
60 冲击器
[0239]
a1 模
[0240]
a2 支承辊
[0241]
b1 冲头
[0242]
b2 冲头
[0243]
d1 宽度(c)方向
[0244]
d2 轧制(l)方向
[0245]
d3 压溃方向
[0246]
t1 试验片
[0247]
t2 试验片
[0248]
x0 角部
[0249]
xa 弯曲加工后的回火马氏体的粒径的测定位置(测定区域)
[0250]
产业上的可利用性
[0251]
根据本发明,能够得到ts为590mpa以上、碰撞特性优异的钢板。若将由本发明的钢板得到的构件用作汽车用部件,则能够有助于汽车的轻质化,显著有助于汽车车身的高性
能化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。