1.本发明涉及一种高强度带钢产品,例如适用于汽车工业应用,其表现出优异的平均孔膨胀比(her)、优异的伸长率和高可成形性。本发明还涉及一种高强度带钢产品的制造方法。
背景技术:
2.出于环保目的并且为了满足安全法规,汽车工业需要薄且高强度的钢产品。希望减少对环境的负面影响,同时确保乘客安全和良好的驾驶性能。通过减少燃料消耗并从而减少温室气体排放,环境将受到较少的负面影响。这可以通过在汽车工业中使用更薄和更坚固的钢产品来实现,从而可以生产重量更轻的车辆。因此,正在开发热轧钢板以满足这些要求。
3.为了乘客的安全,较薄的钢产品需要具有高强度。此外,需要一种钢产品,其结合了高强度、高可成形性和拉伸凸缘性(flangeability)。为了更容易地(例如将底盘)成形为期望的形状,需要高的可成形性。然而,高强度会影响钢板的可成形性和拉伸凸缘性。
4.高强度钢板在拉伸凸缘过程中对边缘开裂很敏感,这可以产生问题。用于确定拉伸凸缘的一个常用测试是平均孔膨胀测试。高平均孔膨胀率表征了高强度钢板的良好可成形性和良好的拉伸凸缘性。需要具有高拉伸凸缘性并因此具有高平均孔膨胀率的高强度钢,以及以成本有效的方式生产这种钢的方法。
技术实现要素:
5.本发明的目的是解决提供展现出优异的平均孔膨胀率、伸长率、高可成形性和高拉伸强度的高强度钢产品的问题。该目的是通过将特定合金设计与成本有效的制造方法相结合来实现的,这种方法产生了主要(mainly)铁素体的微观结构。
6.在第一方面,本发明提供一种热轧带钢产品,所述热轧带钢产品具有按重量百分比(重量%)计组成如下的化学组成:
7.c 0.030-0.10,优选0.045
–
0.080
8.si 0-1.10,优选0.0050
–
0.80,更优选0.0050-0.60
9.mn 0.50-2.0,优选0.70
–
1.9,更优选0.80-1.8
10.p《0.020
11.s《0.010,优选《0.0030
12.n《0.010
13.cr 0-0.60,优选0-0.55,更优选0-0.50
14.ni 0-0.20
15.cu 0-0.25,优选0-0.10
16.mo 0-0.30,优选0.050
–
0.25,更优选0.050-0.22
17.al 0-0.15,优选0.015
–
0.070
18.nb 0-0.10,优选0.010
–
0.080
19.v 0.10-0.30,优选0.10
–
0.25,更优选0.10-0.22
20.ti《0.020
21.b 0-0.0010,优选0
–
0.00050
22.余量(remainder)为fe和不可避免的杂质,其中热轧带钢产品的微观结构按体积百分数(体积%)计的组成如下:铁素体≥90,优选≥95,更优选≥98,其中铁素体结构包括贝氏体、至少50%的多边形铁素体和最多10%的准多边形铁素体,并且其中钢带产品的平均孔膨胀率≥50%,优选≥60,更优选≥70%,
23.纵向于轧制方向的屈服强度(rp
0.2%
)≥660mpa,并且
24.拉伸强度≥760mpa。
25.在第二方面,本发明提供一种根据前述权利要求中任一项所述的钢带的制备方法,所述方法包括以下步骤:
[0026]-提供钢坯,所述钢坯具有根据权利要求1所述的化学组成;
[0027]-将钢坯加热到1200℃-1350℃的奥氏体化温度;
[0028]-在ar3-1300℃范围的温度下热轧至所期望的厚度,其中终轧温度在850-1050℃,优选为910-980℃,更优选930-970℃的范围;
[0029]-空气冷却0.5-15秒,优选1-10秒;
[0030]-加速冷却至590-680℃,优选至600-640℃,并且
[0031]-卷取热轧带。
[0032]
在加速冷却结束和卷取开始之间也可有一个短的空气冷却期。
[0033]
已经发现,v的添加增加了钢产品的强度。v形成有助于钢产品强度的碳化物和氮化物。
[0034]
钢产品的高强度主要是(例如钒合金化和小晶粒尺寸的)沉淀强化的结果,而高平均孔膨胀率是清洁钢冶金和微观结构中不同相的显微硬度的偏差小的结果。通过合金化策略和元素的组合,获得了具有良好平均孔膨胀性能的高强度钢。
[0035]
钢带产品的平均铁素体晶粒尺寸可以<10μm。
[0036]
在本文公开的钢产品中,如果ti的量大于或等于0.005且小于0.02%,则n的量可以小于100ppm,优选小于60ppm。由此获得具有高平均孔膨胀率和高强度的钢产品。
[0037]
本文公开的钢产品的平均孔膨胀率可为≥60%和/或拉伸强度可为≥790mpa。拉伸强度可以优选为≥800mpa。拉伸强度的上限可以是960mpa,以便将平均孔膨胀率保持在可接受的水平。此外,钢产品的平均孔膨胀率可为≥50%,优选≥65%或优选≥70%或更优选≥80%。高的平均孔膨胀率和拉伸强度是实现适用于汽车工业的带钢产品的重要特征。
[0038]
用本文公开的钢获得高强度钢产品,并且平均孔膨胀率保持在高水平。本文公开的钢产品在纵向于轧制方向上的屈服强度(rp
0.2%
)可以为≥700mpa。为了将平均孔膨胀率保持在可接受的水平,纵向(即轧制方向)的屈服强度(rp
0.2%
)的上限可以是820mpa。
[0039]
钢产品的总伸长率可以≥13%。
[0040]
本文公开的钢产品可具有1.5-8.0mm,优选1.5-6.0mm的厚度。
[0041]
si、mn、ni和cr的总和按重量百分比(重量%)计可以在1.5%至2.5%,优选1.65%至2.35%的范围。当存在更大量的mn、ni和/或cr时,从奥氏体到铁素体的相变发生得较慢,
并且奥氏体在较低温度下更稳定。因此可以使用mn、ni和cr将相变调节到合适的温度范围。si提供固溶强化并防止渗碳体的形成。
[0042]
nb、v和ti的总和按重量百分比(重量%)计,可为0.060%-0.40%,优选0.15%-0.35%。nb、v和ti的量通过碳化物和氮化物沉淀提供沉淀强化,并且也可用于调节相变温度范围。
[0043]
cu ni的组合含量可为0.040%-0.60%,以提高固溶强化、可焊性和耐候性。优选地,cu ni的组合含量可为0.10%-0.25%。
[0044]
最大碳含量可为
[0045]
c≤a nb*(12.01/92.91) v*(12.01/50.94) ti*(12.01/47.87) mo*(0.5*(12.01/95.94))
[0046]
其中所有元素以重量百分比(重量%)计,常数a是碳的公差,其中公差a可以是0.035,或优选0.025,或更优选0.016。
[0047]
最小碳含量可为
[0048]
c》nb*(12.01/92.91) v*(12.01/50.94) ti*(12.01/47.87) mo*(0.5*12.01/95.94)-b,
[0049]
其中所有元素以重量百分比(重量%)计,常数b是碳的公差,其中公差b可以是0.015,或优选0.012,或更优选0.01。
[0050]
以这种方式,确保碳的量足够高以允许充分的沉淀强化,并且足够低以防止形成过多的富碳区域(例如渗碳体、m/a岛)。
[0051]
在本文公开的钢产品中,vc沉淀物的平均尺寸可以为《10nm,优选<6nm。这提高了钢的强度,并对钢产品具有较大影响。
[0052]
铁素体可以包括至多10%的准多边形铁素体和至少50%的多边形铁素体,并且优选大于80%的多边形铁素体。微观结构还可以包括小于10%,优选小于5%的贝氏体。除铁素体外,钢产品的微观结构还可包括高达10%的其他相和结构,例如珠光体、马氏体/奥氏体(m/a)岛和/或渗碳体,使得微观结构特征的总含量增加至100%。在一些实施方案中,m/a岛和珠光体的含量可高达5%。在一个实施方案中,微观结构包括至少95%的铁素体,余量为珠光体和m/a岛。珠光体和m/a岛的总和可以小于3%。优选避免碳富集区,例如m/a岛。优选地,钢产品不含残余奥氏体,或包括至多0.5%的残余奥氏体。奥氏体优选仅以m/a岛的形式存在。
[0053]
钢产品可以是镀锌的。这提高了钢产品的耐腐蚀性。镀锌工艺也可以提高钢的强度。例如,钢产品可以通过热浸镀锌进行镀锌,但也可以使用其他镀锌技术。钢产品可以被连续地热浸镀锌。
[0054]
在本文公开的方法中,加速冷却可以是连续的。
[0055]
在本文公开的方法中,可以在加速冷却之前进行空气冷却。
[0056]
加速冷却速率可以是25℃/s-350℃/s,或者可以是25-150℃/s或可以是150-350℃/s。
[0057]
本发明的其他优点和有利特征在以下描述中公开。
[0058]
定义
[0059]
术语“钢”定义为含有碳(c)的铁合金。
[0060]
在本文件中使用的术语“带钢产品”是指厚度达到并包括10mm,优选1.5-8.0mm,更优选1.5-6.0mm的任何轧钢产品。
[0061]
术语“极限拉伸强度(ultimate tensile strength,uts,rm)”是指钢在拉伸下断裂的极限,因此是最大的拉伸应力。
[0062]
术语“屈服强度(yield strength,ys,rp
0.2
)”是指0.2%偏移屈服强度,定义为导致0.2%塑性应变的应力量。这里给出的测试结果来自于从带材中心部分沿轧制方向(纵向)切割的样品,因此是指沿纵向于轧制方向测量的屈服强度。
[0063]
术语“总伸长率(total elongation,tel)”是指材料在断裂前可以拉伸的百分比;可成形性的一个粗略指标,通常表示为在整个测量伸长计的固定标距长度上的百分比。两种常见的标距长度是50mm(a
50
)和80mm(a
80
)。
[0064]“孔膨胀率”表征了高强度的钢板的可成形性和拉伸凸缘性。该测试是通过推动锥形冲头穿过冲孔来扩大冲孔来进行的。测量孔膨胀率时,进行三次测试,并计算平均值。因此,测量平均孔膨胀率。在实施例部分中公开了更详细的描述。
[0065]
钢的合金含量以及加工参数决定了微观结构,该微观结构反过来决定了钢的力学性能。
[0066]
已经公开的以0至x重量%的量存在的合金元素是任选的合金元素,并且可以以0重量%直至并包括最大量x重量%的量存在。
[0067]
已经公开的以<x重量%的量存在的合金元素是任选的合金元素,并且可以以0重量%直至并不包括x重量%的量存在。
[0068]
残余内容物(redual contents)和不可避免的杂质之间的区别在于,残余内容物是合金元素的控制量,这些元素不被认为是杂质。通常由工业过程控制的残余内容物对合金没有本质影响。
[0069]
gsf是铁素体相的平均晶粒尺寸。
[0070]
轧制参数:t=厚度/时间,frt=终轧温度,即热轧结束时的温度,ct=卷取温度。
[0071]
ar3是钢冷却时奥氏体向铁素体转变的起始转变温度。
[0072]
附图简要说明
[0073]
图1是显示本发明方法的流程图。
[0074]
图2是根据本发明的一个实施方案,通过扫描电子显微镜从带钢产品的主体部分的厚度获得的显微照片。
具体实施方式
[0075]
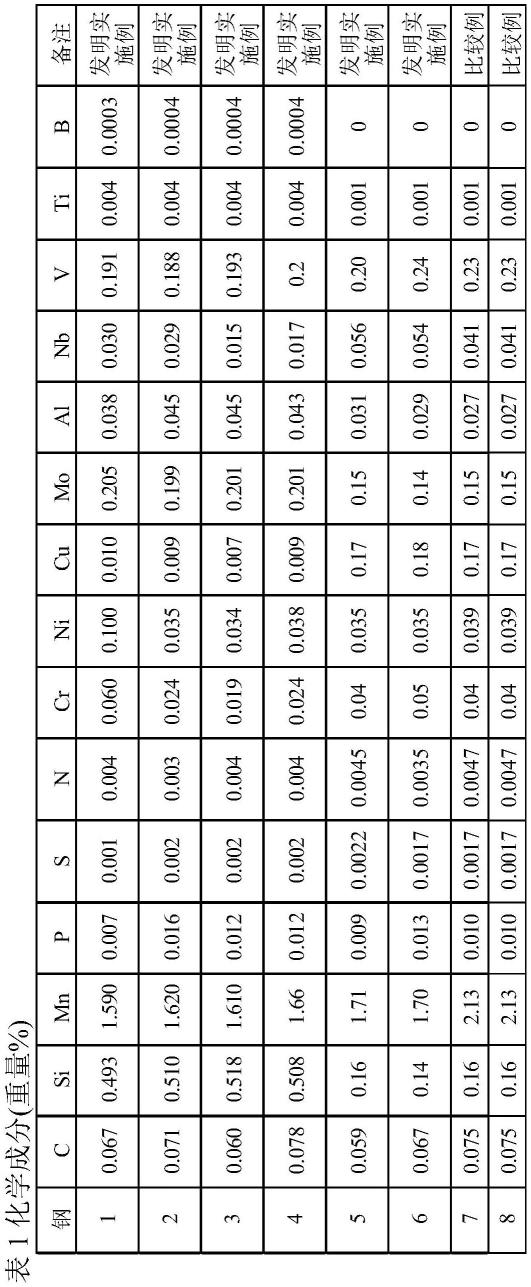
在开发具有目标力学性能的钢产品时,合金设计是首先要考虑的问题之一。下面对本发明的化学组成进行更详细的说明,其中每个元素的%是指重量百分比。
[0076]
碳c的用量在0.030%-0.10%的范围。
[0077]
c合金化通过固溶和沉淀强化来提高钢的强度,因此c含量决定强度水平。过量的c会促进渗碳体的形成,这可对平均孔膨胀率有害。此外,c可对可焊性和冲击韧性有不利影响。
[0078]
优选地,c的用量在0.030%-0.10%,优选0.045%-0.080%的范围。
[0079]
硅si的用量在0%-1.1%的范围。
[0080]
si合金化通过固溶强化来提高强度。此外,si延缓了渗碳体和珠光体的形成,并抑制了粗粒碳化物的形成,而粗粒碳化物削弱了拉伸凸缘的可成形性。低si含量是期望的,以减少轧制载荷并避免可损害钢产品疲劳性能的结垢问题。
[0081]
si的用量在0%-1.1%的范围。优选地,si的用量在0.0050%-0.80%,且更优选在0.0050%-0.60%的范围。si的量可以《0.50%。
[0082]
在一些实施方案中,si的添加量可以》0.50%。这可以是优选的,因为si有助于固溶强化并且si防止渗碳体的形成。因此,在一些实施方案中,si的用量可以》0.50%-1.1%。
[0083]
锰mn的用量在0.50%-2.0%的范围。
[0084]
mn提供固溶强化并抑制铁素体转变温度和铁素体转变率。mn还可以影响碳化物和/或碳氮化物的沉淀。
[0085]
当mn添加量较低时,铸造过程中的偏析受到限制,微观结构更加均匀。因此,力学性能是均匀的。
[0086]
过量的mn可以降低可成形性。此外,增加的mn水平可以增加连铸过程中的偏析,导致微观结构不均匀。
[0087]
然而,为了获得正确的强度和微观结构,需要一定量的mn。mn的使用范围为0.50%-2.0%。优选地,mn的使用范围为0.70%-1.9%,更优选0.80%-1.8%。
[0088]
磷p的用量可以《0.020%。
[0089]
p是固溶强化元素。在高水平下,p偏析将损害拉伸凸缘的可成形性以及焊接性和冲击韧性。由于这些负面影响,p是这些类型的钢的中不期望的元素。
[0090]
p的用量可以《0.020%。优选地,p的用量可以《0.010%。
[0091]
硫s的用量可以《0.010%。
[0092]
低硫含量有利于可成形性。因此,低的s含量有利于高的平均孔膨胀率。
[0093]
s的用量可以《0.010%。优选地,s的用量可以《0.0030%。
[0094]
氮n的用量可以《0.010%。
[0095]
通常,n水平需要低于100ppm以防止过度老化。此外,氮与ti一起形成氮化物,这减少了可用于沉淀强化的ti的量。如果ti的量大于或等于0.005且小于0.02%,则n的量可以小于100ppm,优选小于60ppm,更优选小于50ppm。n含量过高会影响冷延伸和拉伸凸缘的可成形性。n含量可以《0.010%。
[0096]
铬cr的使用范围为0%-0.60%。
[0097]
优选地,不添加cr,但其可以例如存在于废原料中。为了实现沿带材的均匀强度水平和良好的可成形性的性能,即良好的平均孔膨胀率,铬合金化不是必要的且也不需要。铬合金化也增加了合金的成本。
[0098]
cr与mn类似地抑制铁素体的形成。因此,cr可以部分地替代mn,以改善在升高的mn水平下可能存在的中心线偏析。
[0099]
cr还可以提高材料的强度。
[0100]
cr的使用范围可以为0%-0.60%。优选地,cr的使用范围可以为0%-0.55%。更优选地,cr含量为0%-0.50%。cr的使用范围可以为0%-0.30%、0%-0.20%或0%-0.10%。
[0101]
镍ni的用量可以为0%-0.20%。
[0102]
可以任选地添加ni。如果不是有意添加,则其含量可为来自废料的0-0.20%。高于
0.20%的镍水平可以提高韧性,但也会增加钢的成本。
[0103]
可以有意添加ni以增加钢产品的可成形性和延展性。此外,镍的添加可以提高钢产品的可焊性。
[0104]
镍的使用范围可以为0-0.20%,优选镍的使用范围可以为0.05-0.20%,更优选镍的使用范围可以为0.080-0.18%。镍的另一使用范围可以为0.10-0.15%。在一些实施方案中,ni含量可以为例如至少0.01%。
[0105]
铜cu的使用范围可以为0%-0.25%。
[0106]
如果不是有意添加,基于废原料的冶金可能导致铜的存在。如果钢中含有大量cu,则需要ni,以防止在热轧过程中产生表面缺陷。作为一般规则,ni含量需要为cu含量的至少30%来防止缺陷,并且优选甚至更多。当cu含量大于0.20%时,需要ni合金化。
[0107]
cu的使用范围为0%-0.25%。优选地,cu的使用范围为0%-0.20%,更优选0%-0.10%。在一些实施方案中,cu含量可为例如至少0.01%。
[0108]
钼mo的使用范围可以为0%-0.30%。
[0109]
钼合金化提高了冲击强度、低温韧性和抗回火性。钼可用于提高强度,并且其对于本文公开的钢产品来说是优选的。钼合金化还可以减少沿钢带长度的强度偏差。钼含量增加可以轻微地增加热轧力。mo也是碳化物形成体(former),并且可以与ti和/或v和/或nb一起形成碳化钼或复合碳化物。
[0110]
mo的使用范围为0%-0.30%,更优选0.050%-0.25%,更优选0.10-0.22%。
[0111]
如果有意使用钼合金化来促进沉淀强化,则钼的使用范围可以高达0.30%。优选地,mo的使用范围可以为0.050%-0.25%,更优选0.10%-0.22%。
[0112]
如果不有意添加钼,则可存在高达0.050%的微量钼。mo合金化优选与v和nb结合使用,因为mo合金化增强了v和nb的强化效果。
[0113]
铝al的使用范围为0%-0.15%。
[0114]
铝在冶金中用作脱氧元素。过高的al含量可通过形成氧化铝而降低可成形性和可焊性。为了防止熔体中形成过量的氧化铝,应避免al含量大于0.070%。
[0115]
al的使用范围可以为0%-0.15%。优选地,al的使用范围可以为0.015%-0.070%。在当前钢是电阻焊接的情况下,铝含量可以为至多0.045%。
[0116]
铌nb的使用范围可以为0%-0.10%。
[0117]
nb通过沉淀和晶粒细化而有助于钢的强化和韧化。然而,过量的nb可以损害可弯曲性和平均孔膨胀率。nb增加强度并减小晶粒尺寸。
[0118]
当mn cr》1%时,特别需要nb来加速向多边形铁素体的相变。当mn cr》1%时,nb的量可以为》0.006%。然而,当mn cr《1%时,可以不需要nb来加速多边形铁素体的相变。
[0119]
nb的使用范围为0%-0.10%,优选0%-0.060%,更优选0.010%-0.060%。
[0120]
在nb不是有意地被合金化的情况下,例如以微量存在,则可以用其他合金元素(例如v和/或ti)来实现所需的强度。在这种情况下,nb含量小于0.010%,优选小于0.0050%。
[0121]
如果有意使nb合金化,钢的nb含量可以为0.0060%-0.050%的范围。优选地,nb的使用范围可以为0.0060%-0.040%,更优选0.0060%-0.025%。在低于0.0060%的水平下,nb对强度的影响不可靠,并且仅会导致强度水平的偏差。
[0122]
钒v的使用范围为0.10%-0.30%。
[0123]
v提供沉淀强化。基于细小的含v碳化物和/或碳氮化物沉淀物的沉淀强化对于实现期望的强度水平是重要的。此外,当n水平低时,v主要存在于碳化钒(vc)中,即vc沉淀强化。vc沉淀物的平均尺寸可以为《10nm,优选《6nm。
[0124]
v的使用范围为0.10%-0.30%。优选地,v的使用范围为0.10%-0.25%,更优选0.10%-0.22%。
[0125]
钛ti的使用范围为《0.020%。
[0126]
ti可以通过结合钢中游离氮来提供沉淀强化和防止老化,但ti是本钢中任选的合金元素。如果不是有意合金化,ti可以微量存在。
[0127]
ti的使用范围为<0.020%,优选<0.015%,更优选<0.010%,甚至更优选<0.0080%。在某些情况下,ti含量可以为0.0050%-0.020%,以限制本钢焊接过程中热影响区(haz)的晶粒生长。
[0128]
硼b的使用范围可以为0%-0.0010%。
[0129]
b增加了材料的强度和可硬化性。然而,过量可能会降低可成形性。
[0130]
b的使用范围可以为0%-0.0010%。优选地,b的使用范围可以为0%-0.00050%。
[0131]
本文所公开的产品具有包括按体积百分比(体积%)计组成如下的主要铁素体结构:铁素体≥90%,优选≥95%,更优选≥98%,其中所述铁素体结构包括最多15%的准多边形铁素体,优选最多10%的准多边形铁素体,余量包括多边形铁素体和/或贝氏体。此外,铁素体可包括至少1%,优选至少2%,更优选至少3%的准多边形铁素体。铁素体是一种软相,但可以通过沉淀强化(用例如v)来强化。
[0132]
铁素体具有良好的可成形性,例如导致具有良好的孔膨胀率,并且当其被强化时,它形成了优良的钢产品。准多边形铁素体的数量对钢产品的性能很重要。
[0133]
优选地,铁素体可以包括小于10%的准多边形铁素体和大于50%的多边形铁素体,更优选地大于80%的多边形铁素体。微观结构还可以包括小于10%且优选小于5%的贝氏体。
[0134]
除了铁素体之外,钢产品的微观结构还可包括高达10%的其他相和结构,例如珠光体、马氏体/奥氏体(m/a)岛和/或渗碳体,使得总含量增加至100%。
[0135]
晶粒结构并非完全伸长,即“泛圆形”(pancaked),接近椭圆形,但也并非完全等轴。钢带产品具有铁素体晶粒结构,其中铁素体晶粒结构的纵横比的范围可为1-2,优选1-1.5。
[0136]
合金中过多的nb和mo可导致原有奥氏体晶粒的伸长,这可导致平均孔膨胀率值的降低。
[0137]
准多边形铁素体特性
[0138]
本文公开的钢中可以存在一些准多边形铁素体。准多边形铁素体的微观结构以相对粗粒的铁素体晶粒为特征,其边界既不规则又起伏。该结构通常显示出包括位错子结构的清晰可检测的蚀刻证据。在连续冷却期间,准多边形铁素体转变发生在低于多边形铁素体的温度范围,大致在610-670℃之间。与多边形铁素体类似,在准多边形铁素体内消除了原有奥氏体边界。由于参与大量转变的母奥氏体和产品铁素体理想地具有相同的组成,转变可以通过跨越转变界面的短程扩散来完成。然而,在迁移界面处可发生间隙的或替代的原子分配,导致准多边形铁素体(块状铁素体)的不规则生长和锯齿状边界。
[0139]
本文公开的钢产品的平均铁素体晶粒尺寸可以为《10μm。铁素体晶粒的平均尺寸可以为《8μm,优选地《4μm。较小的晶粒尺寸通常会提高钢产品的强度。
[0140]
具有目标力学性能的钢产品是在导致产生特定微观结构的过程中生产的,该微观结构反过来决定了钢产品的力学性能。
[0141]
图1示出了根据本发明第一方面的钢产品的制备方法,其示意性地示出了方法步骤。该方法包括下述步骤s1-s6。
[0142]
s1:提供具有本文公开的化学组成的钢坯。这可以通过例如连续铸造工艺(也称为单流铸造(strand casting))来实现。
[0143]
s2:将钢坯加热至1200-1350℃的奥氏体化温度。加热温度应足够高以溶解沉淀物,例如如ti/nb基沉淀物(base precipitates)。过低的加热温度可导致大量未溶解的沉淀物,从而导致低强度。此外,过高的加热温度可增加晶粒生长和过度结垢。
[0144]
s3:在ar3-1300℃范围内的温度下热轧至所期望的厚度,其中终轧温度(frt)在850-1050℃,优选910-980℃,更优选930-970℃的范围。由此获得热轧钢带。轧制速度可取决于带材厚度。较薄的标距(gauges)通常以较快的速度轧制。轧制速度还取决于轧制设备和轧制线长度。
[0145]
可使用以下公式估算优选的最大frt
[0146]
tfmax=1071,50-7,943*t-149,61*si 90,14*si^2
[0147]
其中t是钢带的厚度,si是以重量百分比计的钢的硅含量。假设热轧机入口温度为1080℃,确定了该方程。这是针对厚度1.5至6mm计算的。
[0148]
s4:空气冷却0.5-15秒,优选1-10秒。在一些实施方案中,空气冷却时间可以为至少2秒,更优选为至少3秒。该时间取决于轧制速度。例如,轧制速度越慢,加速冷却之前的空气冷却时间越长。空气冷却时间越长,所需的加速冷却速率越大。这为恢复和再结晶的发生提供了更多的时间,并且更快的加速冷却速度导致更小的铁素体晶粒尺寸和最佳的沉淀尺寸。这使钢具有良好的力学性能。
[0149]
空气冷却可以在加速冷却步骤s5之前进行。
[0150]
s5:加速冷却至590-680℃,优选至600-640℃。快速或加速冷却步骤可以通过水冷却进行。因此,加速冷却步骤可以是水冷却步骤。该步骤可以尽可能晚地进行。这有利于平均孔膨胀率。
[0151]
与空气冷却相比,加速冷却下的冷却速率可至少高两倍。从终轧温度到卷取温度的平均冷却速率可以是例如大约15℃。平均冷却速率是空气和水的混合冷却速率。加速冷却步骤s5中的冷却速率可以是25℃/s-350℃/s。在一些实施方案中,加速冷却速率可以是25-150℃/s,在其他实施方案中可以是150-350℃/s。优选地,从奥氏体区域到铁素体区域的冷却速度尽可能快,并且铁素体形成温度尽可能低。这使得能够获得小的铁素体晶粒尺寸,以及最佳的沉淀尺寸,从而获得良好的力学性能。
[0152]
s6:卷取热轧带钢。卷取步骤s6中的卷取温度可以是560-670℃。卷取温度为带材体温度。头部和尾部的卷取温度可高于主体部分的卷取温度,以防止由于头部和尾部快速冷却而导致的强度下降。例如,头部和尾部可在冷却台上留下更高的温度,因为当带材卷取时,这些部件的冷却速度会比主体部件更快。卷取对控制强度分布至关重要,因为即使带材温度可沿带材长度变化,但当带材卷取时,这些变化趋于平稳。
[0153]
在一个实施方案中,头部和尾部可以被冷却到比主体部分被冷却到的温度高15-40℃的温度。通过将头部和尾部保持在较高的温度下,避免了头部和尾部的快速冷却,并且可以获得更均匀的微观结构,从而获得更均匀的力学性能。
[0154]
在步骤s6中的卷取之前,即在冷却步骤中,可以发生一部分的奥氏体到铁素体的相变。此外,可以优选的是在加速冷却步骤之前进行空气冷却步骤。
[0155]
在卷取步骤中可发生部分的相变。对于相对较高的v量,从奥氏体相到铁素体相的相变可以在较低的温度下发生。因此,大多数的奥氏体到铁素体的相变可以在卷取步骤期间发生。在卷取步骤中,相变可以更均匀。
[0156]
冷却步骤和卷取步骤s6将产生期望的微观结构,这将实现优异的性能。期望的微观结构和由此获得的性能可以是合金化的一部分。例如,mn和si可以抑制铁素体的形成,从而在后期发生转变。
[0157]
冷却可以是连续的。冷却可以在一个步骤中进行,并且加速冷却可以用例如水冷却进行。
[0158]
在冷却步骤之后,即空气冷却步骤s4和加速冷却步骤s5之后,钢带被卷取。卷取温度可以是冷却步骤结束温度,或低于冷却结束温度几℃的温度。在卷取之前,带材可在达到冷却结束温度之后已经冷却了几度。
[0159]
当钢带冷却到特定温度时,可出现温度下降,例如,10-30℃,至卷取温度。
[0160]
热轧钢可进行热浸镀锌。在另一实施方案中,热轧钢在镀锌之前被冷轧。可连续热浸镀锌。这将提高钢产品的耐腐蚀性。
[0161]
实施例
[0162]
以下实施例进一步描述和阐释本发明范围内的实施方案。给出的实施例仅用于说明的目的,而不应解释为对本发明的限制,因为在不脱离本发明范围的情况下,许多变化是可能的。
[0163]
用于生产测试用钢带产品的化学组成列于表1中。
[0164]
用于生产测试用钢带产品的制造条件列于表2中。优选地,尽可能晚地开始加速冷却,以允许发生再结晶。如果终轧温度高,则可以更早地开始加速冷却。空气冷却时间的合适范围可以是0.5-15s。
[0165]
生产测试用钢带产品的力学性能列于表3。
[0166]
拉伸测试
[0167]
根据iso标准sfs_en-iso6892-1进行拉伸测试。纵向于轧制方向抽取测试样品。从拉伸测试,确定了屈服强度(rp
0.2%
)、拉伸强度(rm)和总伸长率(at)。
[0168]
屈服强度
[0169]
发明实施例1-6的每一个的纵向测量的屈服强度(rp
0.2%
)的平均值均在709mpa至711mpa的范围(表3)。
[0170]
拉伸强度
[0171]
发明实施例1-6的每一个的纵向测量的极限拉伸强度(rm)的平均值均在781mpa至861mpa的范围(表3)。
[0172]
伸长率
[0173]
发明实施例1-6的总伸长率的值在16.2%至22%的范围(表3)。
[0174]
孔膨胀率
[0175]
根据iso 16630标准进行孔膨胀测试。在测试中,在材料上冲出一个10mm的孔,切割间隙为12%。推动锥形心轴穿过夹紧试件的孔,直到发现贯穿厚度的裂纹,发现贯穿厚度的裂纹后停止测试。测量孔的直径,并与原始直径相关,结果以百分比差表示。测量测试样品的孔的初始直径d0。当观察到撕裂时,冲头停止移动,并测量孔的直径df。使用以下公式计算孔膨胀率λ:
[0176][0177]
测试进行了三次,并计算平均值,该值代表平均孔膨胀结果。孔膨胀测试的测试样品取自带材的主体部分。
[0178]
本发明实施例1-6的总孔膨胀率的平均值在79.6%至115%的范围(表3)。
[0179]
微观结构表征
[0180]
在包括轧制方向(rd)和法向方向(nd)的截面上研究了典型的带材主体部分四分之一厚度的微观结构。用场发射扫描电子显微镜(fesem)和电子背散射衍射(ebsd)对微观结构进行了表征。用于微观结构表征和ebsd测量的扫描电子显微镜是牛津仪器公司(oxford instruments)的jeol jsm-7000f场发射扫描电子显微镜(fesem)和ebsd nordlys系统。
[0181]
在图2中,公开了显微照片(sem显微照片)。图2说明了钢产品的典型本体(bulk)微观结构特征。主要的铁素体形态分为多边形铁素体和不规则形状的准多边形铁素体。特别是,小晶粒多边形铁素体的存在是这种沉淀强化的钢产品的特征。此外,如图2所示,珠光体、碳富集区和ma组分的数量很少。这种细晶粒钢产品微观结构的另一个典型特征是结构中缺乏原有奥氏体晶粒边界。这主要是由多边形铁素体的形成引起的。
[0182]
样品制备
[0183]
sem表征工作在平行于施加的轧制方向(rd-nd平面)的横截面上进行。将样品安装在导电树脂中并机械抛光至1μm。使用md-chem抛光布和非干燥0.04μm胶体二氧化硅悬浮液,使用10n力和120s抛光时间进行最终抛光步骤。最后,将试样在2%硝酸盐(nital)中蚀刻。
[0184]
ebsd表征工作在平行于施加的轧制方向(rd-nd平面)的横截面上进行。将样品安装在导电树脂中并机械抛光至1μm。使用md-chem抛光布和不干燥的0.04μm胶体二氧化硅悬浮液,使用10n力和900s抛光时间进行最终抛光步骤。
[0185]
il=截距长度
[0186]
rd=轧制方向=带材长度方向
[0187]
nd=法向方向=带钢厚度方向
[0188]
纵横比=il rd/il nd
[0189]
测量结果表明,本钢的典型纵横比为1-2.0。
[0190]
晶粒尺寸测量
[0191]
gsf是测量的相(铁素体)的平均晶粒尺寸。
[0192]
使用ebsd图和线性截距法研究了晶粒结构和形态。平均晶粒尺寸
和是使用晶体取向数据而不是来自蚀刻样品的处理图像来测量的,以避免晶粒边界的模糊。用于定义晶粒边界的临界错向角(critical misorientation angle)为15
°
。通过将所有线段相加并除以测试线穿过的完整晶粒的数目来计算平均线性截距值。统计数据中不包括不完整的截距(图边缘的晶粒)。
[0193]
测量结果表明,平均铁素体晶粒尺寸《10μm。
[0194]
准多边形铁素体分数测量
[0195]
准多边形铁素体的微观结构以相对粗粒的(coarse)铁素体晶粒为特征,其边界既不规则又起伏,并且结构通常显示出包括位错子结构的清晰可检测的蚀刻证据。
[0196]
采用来自四分之一厚度处的sem显微照片和点计数法,从平面截面测量准多边形铁素体的体积分数。绘制了完整的点网格,并对点进行了配准(registered),以获得准多边形铁素体中的点的数目。最后,通过将准多边形铁素体中的点的数目除以网格点的总数来获得准多边形铁素体的分数。
[0197]
本发明实施例1至6的孔膨胀率的平均值高于50%,这从表3中可以看出。还可以看出,本发明实施例的屈服强度值高于660mpa。此外,本发明的实施例具有高于760mpa的拉伸强度,这也示于表3中。
[0198][0199]
表2轧制参数
[0200][0201]
表3力学性能
[0202]
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。