1.本发明涉及装饰板材技术领域,具体为一种具备肤感效果的快装装饰板材的生产方法。
背景技术:
2.装饰板是用多种专用纸张经过化学处理后,用高温高压胶合剂制成的热固性层积塑料,板面具有各种木纹或图案,光亮平整,色泽鲜艳美观,同时具有较高的耐磨、耐热、耐寒、防火等良好的物理性能。
3.目前市场上墙布施工需要有平整且处理完好的墙面,但水泥墙却无法直接施工,普通的板材又缺少墙布的表现形式,而高光装饰板普通采用uv光油增亮或复合petg材质,成本普通较高,多次加工严重浪费人工和能源(成品三聚氰胺布板材需多次加工),现有的装饰板材表现形式一般为视觉上的纯色、木纹、石纹、布纹等图案表现形式,并且采用传统的三聚氰胺饰纸通过热压而成。
4.传统的装饰板材还存在着一些不足的地方,例如;传统的装饰板材制作的成本比较高、加工复杂和市场比较广泛,不能让毛胚房直接快速施工进行安装,提高了操作人员在对装饰板施工安装过程中的劳动强度,降低了装饰板在安装过程中的便捷性,而且现有的装饰板材不能一次成型,需要三聚氰胺饰纸的材料,而且原材料不方便存储及运输,使用过程中的视觉感和高端感比较普通。为此,需要设计新的技术方案给予解决。
技术实现要素:
5.本发明的目的在于提供一种具备肤感效果的快装装饰板材的生产方法,解决了背景技术中所提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种具备肤感效果的快装装饰板材的生产方法,包括基材板层,所述基材板层的上表面通过胶水层粘接有pvc层,所述pvc层的上表面通过触感油膜层连接高光透明pvc层。
7.作为本发明的一种优选实施方式,所述胶水层采用的是pur胶、uv胶、高分子结构胶和eva胶中的一种或两种以上。
8.作为本发明的一种优选实施方式,所述pvc层上印刷有图案或颜色,厚度为100μm—300μm。
9.作为本发明的一种优选实施方式,所述触感油膜层采用的是触感uv哑光油。
10.作为本发明的一种优选实施方式,所述高光透明pvc层采用的是pvc透明膜,厚度为30μm—80μm。
11.作为本发明的一种优选实施方式,所述的具备肤感效果的快装装饰板材的生产方法,生产步骤如下:
12.a.首先将触感uv哑光油通过涂布机均匀的涂布到印刷有图案或颜色pvc材质上表面;
13.b.待步骤a完成后,再将涂布好的印刷有图案或颜色pvc材质进行烘干处理,形成pvc层和触感油膜层;
14.c.待步骤b完成后,再将pvc透明膜通过热贴合机贴合在触感油膜层的表面,形成高光透明pvc层;
15.d.待步骤c完成后,再将选好的基材板层表面进行清理,然后再将胶水均匀的涂布在基材板层的表面,再将制作好的pvc层底面通过热压机或加热平贴机贴合在基材板层的表面;
16.e.待步骤d完成后,再将板材上端多余的材料用刀片刮去。
17.作为本发明的一种优选实施方式,所述步骤a中触感uv哑光油通过涂布机均匀的涂布到印刷有图案或颜色pvc材质上表面,首先将触感uv哑光油均匀的倒在印刷有图案或颜色pvc材质的左、中和右三处,然后再让涂布机往复涂刷2—3次。
18.作为本发明的一种优选实施方式,所述步骤b中将涂布好的印刷有图案或颜色pvc材质进行烘干处理,烘干处理时的温度为60—70℃,烘干的时间为30—50min。
19.作为本发明的一种优选实施方式,所述步骤c中将pvc透明膜通过热贴合机贴合在触感油膜层的表面,热贴合机运作时的温度为40—90℃,转速为500—700r/min。
20.作为本发明的一种优选实施方式,所述步骤d中将选好的基材板层表面进行清理,首先使用清理毛刷对基材板层表面进行清理,然后再使用吸尘机对基材板层表面附着的杂物进行抽吸。
21.与现有技术相比,本发明的有益效果如下:
22.1、本发明制作的装饰板成本低廉、加工简单和突破了市场空白,方便让毛胚房直接快速施工(如粘合剂、成射钉施工)进行安装,降低了操作人员在对装饰板施工安装过程中的劳动强度,提高了装饰板在安装过程中的便捷性。
23.2、本发明制作的装饰板方便一次成型,无需三聚氰胺饰纸的材料,而且原材料便于存储及运输,抚摸板材表面含有毛鹅绒、绸缎般的肌肤手感,提高了装饰板使用过程中的视觉感和高端感。
附图说明
24.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
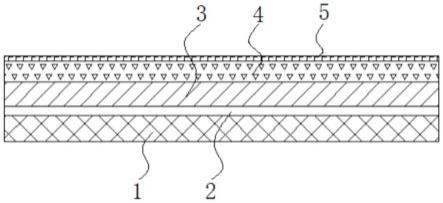
25.图1为本发明一种具备肤感效果的快装装饰板材的主视图。
26.图中:1、基材板层;2、胶水层;3、pvc层;4、触感油膜层;5、高光透明pvc层。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.请参阅图1,本发明提供一种技术方案:一种具备肤感效果的快装装饰板材的生产方法,包括基材板层1,基材板层1的上表面通过胶水层2粘接有pvc层3,pvc层3的上表面通过触感油膜层4连接高光透明pvc层5。
30.在一个可选的实施例中,胶水层2采用的是pur胶、uv胶、高分子结构胶和eva胶中的一种或两种以上。
31.在一个可选的实施例中,pvc层3上印刷有图案或颜色,厚度为100μm—300μm。
32.在一个可选的实施例中,触感油膜层4采用的是触感uv哑光油。
33.在一个可选的实施例中,高光透明pvc层5采用的是pvc透明膜,厚度为30μm—80μm。
34.在一个可选的实施例中,的具备肤感效果的快装装饰板材的生产方法,生产步骤如下:
35.a.首先将触感uv哑光油通过涂布机均匀的涂布到印刷有图案或颜色pvc材质上表面;
36.b.待步骤a完成后,再将涂布好的印刷有图案或颜色pvc材质进行烘干处理,形成pvc层3和触感油膜层4;
37.c.待步骤b完成后,再将pvc透明膜通过热贴合机贴合在触感油膜层4的表面,形成高光透明pvc层5;
38.d.待步骤c完成后,再将选好的基材板层1表面进行清理,然后再将胶水均匀的涂布在基材板层1的表面,再将制作好的pvc层3底面通过热压机或加热平贴机贴合在基材板层1的表面;
39.e.待步骤d完成后,再将板材上端多余的材料用刀片刮去。
40.需要说明的是,步骤a中触感uv哑光油通过涂布机均匀的涂布到印刷有图案或颜色pvc材质上表面,首先将触感uv哑光油均匀的倒在印刷有图案或颜色pvc材质的左、中和右三处,然后再让涂布机往复涂刷2—3次。
41.需要说明的是,步骤b中将涂布好的印刷有图案或颜色pvc材质进行烘干处理,烘干处理时的温度为60—70℃,烘干的时间为30—50min。
42.需要说明的是,步骤c中将pvc透明膜通过热贴合机贴合在触感油膜层4的表面,热贴合机运作时的温度为40—90℃,转速为500—700r/min。
43.需要说明的是,步骤d中将选好的基材板层1表面进行清理,首先使用清理毛刷对基材板层1表面进行清理,然后再使用吸尘机对基材板层1表面附着的杂物进行抽吸。
44.传统装饰板数据参数表1如下:
45.测试项目安装速度加工效率视觉感使用寿命参数指标慢低一般一般
46.现有装饰板数据参数表2如下:
47.测试项目安装速度加工效率视觉感使用寿命参数指标较快一般良好较长
48.本发明装饰板数据参数表3如下:
49.测试项目安装速度加工效率视觉感使用寿命
参数指标快高优长
50.综上述,参照表1、表2和表3的数据对比得到,本发明制作的装饰板成本低廉、加工简单和突破了市场空白,方便让毛胚房直接快速施工(如粘合剂、成射钉施工)进行安装,降低了操作人员在对装饰板施工安装过程中的劳动强度,提高了装饰板在安装过程中的便捷性;本发明制作的装饰板方便一次成型,无需三聚氰胺饰纸的材料,而且原材料便于存储及运输,抚摸板材表面含有毛鹅绒、绸缎般的肌肤手感,提高了装饰板使用过程中的视觉感和高端感。
51.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。