1.本发明属于面条食品制作设备技术领域,尤其涉及一种自动化做面条的设备及系统。
背景技术:
2.目前,随着人们的生活水平提高了,智能化的一些食品制作设备取代了人工制作,但市面上的一些面条机在制作面条食品时一般在前期的搅拌和面过程中仍然采用的人工进行和面,不利于在制作面条类食品时的简洁快速,从而浪费大量的人力,同时也不利于商家在制作面条类食品时达到自动化、产量化的要求。
技术实现要素:
3.本发明的目的在于,针对现有技术的不足,提出一种自动化做面条的设备及系统就能达到商家在制作面条食品时的简洁快速,从而节约人力,同时也利于商家在制作面条食品时达到自动化、产量化的要求。
4.本发明采用的技术方案:一种自动化做面条的设备及系统,包括有自动化做面条的设备上有自动制作面条层机构、可与自动制作面条层机构连接一体的煮面条层机构,还包括有自动制作面条层机构、煮面条层机构中的后台服务器系统总平台、通讯模块,在电动控制系统接受后台服务器系统总平台的指令后通过通讯模块来控制与自动制作面条层机构连接一体的煮面条层机构进行自动化的制作面条后进行煮面条,所述的自动制作面条层机构包括有一个或多个的储存面料仓、一个或多个的自动和面仓、一个或多个的挤压输送仓,还包括有压面机构,所述的储存面料仓、自动和面仓、挤压输送仓可与压面机构连接一体或分体独立的采用一个仓用一个电机系统或多个仓共有一个电机系统;所述的煮面条层机构包括有循环滑轨机构、接面煮面或捞面机构、煮面锅机构、翻转控制机构,所述的循环滑轨机构、接面煮面或捞面机构、煮面锅机构可与翻转控制机构连接一体或分体独立的采用一个机构用一个电机系统或多个机构共用一个电机系统,所述的电机系统受控于电动控制系统,只要动力机构的功率采用传体连杆的方式将连接各个功能作业控制时能达到各个仓或机构在进行作业时的功率要求即可;所述的自动制作面条层机构或煮面条层机构中根据需要还设置有一个或多个的计量控制模块来进行自动制作面条层机构中的一个仓或多个仓的面料的计量或煮面条层机构中的一个机构或多个机构的面料的计量;所述的自动制作面条层机构或煮面条层机构中还根据需要进行设置一个或多个的摄像装置,在材料不足或系统故障时给后台服务器系统总台进行报警,所述的电动控制系统中包括有智能设备的手机、ipad、电脑及其他含有通讯可安装系统软件的app,小程序及其他第三方软件及自动开发的专用软件及系统运行的所有智能设备,可实现远程控制自动操作,定时操作等功能;电动控制系统以电路集成,有各种运行器及本地系统组成的储存器有本地通讯,还可实现本地现场操作自动作业,并由电动控制系统控制后可达到对面条食品要求的质量系统的对应控制完完全全的实现从粉料原材料的数量控制,结合面条食品品种种类并根据系统设定
及面条食品制作工艺进行自动分类,进行自动和面、自动挤压输送、自动压面达到一个最佳的和面、输送及压面的面条食品的质量,确保了面条食品的口感和非人员的接触,确保了防止疾病和疫情的传播,且操作简单方便。
5.进一步的,所述的一个或多个的储存面料仓中储存有足够量的面粉料,所述的储存面料仓中还包括一个或多个的输出面粉料装置,输出面粉料装置与所述的自动和面仓连接后在后台服务器系统总平台连接通讯模块的指令下由电动控制系统控制输出面粉料装置输出面粉料在自动和面仓中进行和面,在输出面粉料的过程中,输出面粉料装置上还有计量控制装置来控制输出面粉料装置中输出面粉料的量,当输出面粉料的量达到系统中所制作面条需要的面粉料的量后,后台服务器系统总平台通过通讯模块下发给电动控制系统控制的输出面粉料装置进行停止面粉料输送在自动和面仓的指令信息,电动控制系统控制输出面粉料装置停止面粉料输送在自动和面仓里,所述的储存面料仓或输出面粉料装置上还设置有摄像装置,在输出的面粉料不足或系统故障时给后台服务器系统总台进行报警。
6.进一步的,所述的一个或多个的自动和面仓连接输出面粉料装置后将储存面料仓中的面粉料通过计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行计量后输送到自动和面仓中,所述的自动和面仓中还有连接供清水装置通过计量控制装置实施流量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行清水计量后输送到自动和面仓中,还包括进行和面的一个或多个搅拌装置或搅拌专用工具、有输出面料团装置,在自动和面仓中进行自动和面时是通过搅拌装置或搅拌专用工具将和面仓中的面粉料搅拌成一定柔韧度的面料团,在进行自动和面的过程中进行一边添加面粉料或清水一边启动搅拌装置或搅拌专用工具进行搅拌,可先加清水,也可先加面粉料,在搅拌过程中根据制作面条的工艺流程来配置或准备面料团,自动和面仓中还包括一个本地营运的自定义模块系统,自定义模块系统中能进行设置搅拌面粉的时间、进行搅拌的方式,搅拌成面料团的柔韧度要求,所述搅拌的方式中一个或多个的搅拌装置能同时进行顺时针或逆时针旋转进行搅拌、或顺时针和逆时针各一圈或各多圈可自由设定进行和面加粉,在和面的过程中进行计量控制的一边加粉料或计量控制的一边加清水或计量控制的先加粉料或计量控制的先加清水来旋转进行搅拌或自定义模块中其他自定义的方式进行搅拌,可根据制作不同的面条食品来进行设置自定义模块中的搅拌面粉的时间、搅拌方式、搅拌成面料团的柔韧度,将搅拌好的面料团通过输出面料团装置输送至挤压输送仓中,在通过输出面料团装置输送面料团到挤压输送仓中,输出面料团装置中的计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法将面料团进行计量后输送到挤压输送仓中进行下一工序的挤压作业;所述的一个或多个的自动和面仓中还设有摄像装置,在输出的面料团不足或系统故障时给后台服务器系统总台进行报警;所述的一个或多个的挤压输送仓中有挤压输送装置进行挤压面料团成制作面条的面料皮后再传送给压面机构,所述的输出面料团装置连接挤压输送装置成一体,在输送面料团装置与挤压输送装置之间有供面料团进入到挤压装置中的一个或多个的输送通道或输送口根据设计方案而定,所述的输送通道或开口受控于电动控制系统控制的电机来控制齿轮系统的运动来进行打开或关闭输送通道或输送口,在面料团需要输送给挤压输送装置时,电动控制系统控制电机来控制齿轮系统的运动来进行打开输送通道或输送口供面料团进入到挤压输送装置中,当面料团进入到挤压输送装置中后,电动控制系统再控制电机来控制齿轮系统的运动来进行关闭
输送通道或输送口后形成的一个封闭空间供挤压输送装置进行挤压面料团作业,将进行挤压成制作面条的面料皮输送给压面机构,在输送的过程中挤压输送装置上有计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法将挤压的面料皮进行计量后输送到压面机构中进行下一工序的压面作业,所述的挤压输送仓或挤压输送装置还设有摄像装置,在输出的面料团不足或系统故障时给后台服务器系统总台进行报警。
7.进一步的,所述的压面机构中包括有压面缸、压面磨具、剪面装置、出面装置,所述的压面缸连接压面磨具,压面磨具连接剪面装置,剪面装置连接出面装置,所述的压面缸、压面磨具、剪面装置、出面装置均受控于电动控制系统控制的电机系统进行启动,当面料皮被输入到压面机构中时,进行启动电动控制系统控制的带电机系统的压面缸把面料皮通过压面磨具进行成型后而形成半成品的面条,半成品的面条再通过剪面装置时将半成品的面条裁剪成系统中所设置的长度后通过出面装置进入到煮面条层机构中的,所述的压面缸、压面磨具、剪面装置、出面装置均在后台服务器系统总平台的指令下通过通讯模块下发到电动控制系统控制压面缸、压面磨具、剪面装置、出面装置之间的交互、配合而完成出半成品面条作业,所述的出面装置上还设置有计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行半成品面条的计量后输送到煮面层机构中;所述的煮面条层机构中还设有半成品面条输送装置,半成品面条输送装置设置在循环滑轨机构上可沿着循环滑轨机构上进行滑行的移动或半成品面条输送装置自身可在循环滑轨机构与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩,所述的循环滑轨结构上还设有接面煮面或捞面机构与半成品面条输送装置进行对接,接面煮面或捞面机构在循环滑轨机构上可沿着循环滑轨机构上进行滑行的移动或接面煮面或捞面机构自身可在循环滑轨机构与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩,所述的出面装置进行出半成品面条时,需确保半成品面条输送装置与出面装置进行对接后出面装置将通过计量后的半成品面条传送到半成品面条输送装置中,在后台服务器系统总平台的指令下,电动控制系统控制半成品面条输送装置通过循环滑轨机构上进行滑行的移动或自身通过循环滑轨机构与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩到出面装置处接受出面装置控制计量输出的半成品面条,在半成品面条输送装置接受到半成品面条后继续在电动控制系统控制的指令下进行滑行的移动或伸缩至接面煮面或捞面机构处,将装置中的半成品面条放置在接面煮面或捞面机构中,所述的循环滑轨机构可固定在立柱中或制作设备周围或支架上,输出面粉料装置、输出面料团装置、出面装置、接面煮面或捞面机构、翻转控制机构在立柱或设备周围均可自由旋转,旋转时可采用电动齿轮装置或专用输送带或万向驱动及其他方式驱动的方式进行上下、左右、前后或平行0-360
°
移动旋转及反转,当设备工作需要旋转时,接收后台服务器系统总平台或主控模块或分项控制模块指令后可任意旋转,翻转控制机构可以根据制作需求设计独立或共用的一个或多个,可以上下移动,左右移动,平行移动或移动及反转旋转;所述的接面煮面或捞面机构在半成品面条输送装置处接到面条后在循环滑轨机构上进行滑行的移动运动到煮面条层机构后伸缩到煮面锅中进行煮面,煮面锅上有自动供清水或供热水装置可进行自动控制计量的添加清水或热水;将煮熟的面条进行输送后倒入一个或多个的放置盒或碗或食用级的专用盛装工具中,在倒面的过程中由电动控制系统控制翻转控制机构使之接面煮面或捞面机构进行翻转一定的角度后使面条完全的倒入一个或多个的放置盒或碗或食用级的专用盛装工具中,然
后放置盒或碗或食用级的专用盛装工具盛装面条后在电动控制系统控制循环滑轨机构使装有熟面条的盒或碗或食用级的专用盛装工具进行旋转的在放置各辅料、佐料或调料或液体调料位置的出口下进行计量控制的添加各种辅料、佐料或调料或液体调料后再旋转推送到出面窗口的位置后供进行取餐,当接面煮面或捞面机构将装有煮熟的面条盛装到盒或碗或食用级的专用盛装工具后将继续下一次的循环过程,使之电动控制系统在后台服务器系统总平台通过通讯模块的指令后控制接面煮面或捞面机构重复的在半成品面条输送装置与煮面锅机构之间从半成品面条输送装置中接受半成品面条后运行到煮面锅处进行煮面条后再运行到盛装面条的位置处进行煮面后盛装的翻转、倾斜的倒面动作的往复运动;上述这些动作均已电器集成的电动控制模块嵌入系统,根据数据的反馈下发不同的指令由执行机构完成动作,达到自动化制作的指令并可以远程指挥制作,设定时间制作,设备现场制作等效果及功能,这些装置设计可多种多样完成,系统根据设计搭建各种对应的制作场景与工艺流程相结合与反馈的数据,将构建场景及多种解决方案来下达指令,由执行装置或自动化做面条的设备上的各装置完成动作,达到自动制作面条并可实现远程控制,设定时间及现场操作的功能;所述的上述所有功能实现还有电源供给装置和变压装置还可以采用备用电源供电,还有污水收入或存放或直排装置,还有废料收集装置,废料与废水按时清理不会超量放置,这些均按环保设定的要求设计。
8.进一步的,所述的自动化做面条的设备有自动清洗的功能,清洗的区域包括储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶,还包括面料的各种通道,还包括平台自动清洗的方法采用高压冲洗和专用设备进行洗刷的方法,自动冲洗对设备防水有保护作用;所述的储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶、面料的各种通道有洗的方式还可采用人工的方式进行清洗,人工还可将储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶的设备设计成模块化的方法,很容易的进行拆装,一般在很短的时间内将其拆装后清洗,拆装只局限于可为储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶、面料的各种通道系列,平台一般不拆装,拆装后的设备快速清洗,都以自动清洗为主,储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶、面料的各种通道一般一天一清洗,若储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅、各辅料、佐料或调料或液体调料桶不是专用储面、和面、出面、挤压面团、切割成型、出面条设备的将一种品种清洗的方法进行清洗,所述的自动清洗和人工清洗或模块化清洗的方法均可根据设计而定。
9.进一步的,所述电动控制系统中有电机控制的电路板(核心stm32f4071gt6),还包括驱动电路的电路集成系统,有电源模块,通讯模块、有云端服务器、路由器的信号输入;所述电源模块中包括电源管理单元、电流检测控制单元、传感器接收单元、电机控制单元、开
关控制单元、通讯控制单元、所述电流检测控制单元能检测并控制所述电源管理单元并发送讯息给传感器接收单元后控制电路板并进行相互之间交互;所述电流检测控制单元还可以与电机控制单元、开关控制单元进行交互后通过通讯单元、通讯模块传达信息给后台服务器系统总平台或智能设备的终端,由智能设备的终端或后台服务器系统总平台与电机控制的电路板(核心stm32f4071gt6)、电源管理单元、电流检测控制单元、传感器接收单元、电机控制单元、开关控制单元、通讯控制单元、电流检测控制单元进行交付到达作业过程中所需的电力能源的提供;所述的电力能源是电源电压为220v或其他电压或其他国家规定下的使用电源电压的电力能源提供的动力源,也可用备用电池逆变成220v或其他电压或其他国家规定下的使用电压供电,当备用电池容量不足时发送信息给管理员或后台服务器系统总平台由管理员更换电池供其自动作业继续使用;所述的电力能源可实行逆变压和顺变压,逆变压和顺变压根据设备应用的电压等级而定,变压后还可应用在低压线电路供电,如电路板的主控模块或分项控制模块、通讯模块及一些低压设备均可使用,电力能源还有安全用电管控功能,能源不足时进行报警,电量过载、线路故障时报警;所述通讯模块采用4g/5g/gprs/wifi/lora/nb-iot/biu/zigbee无线通讯,can/485/以太网有线通讯总线来指令发送,数据上报,指令接收和信息传递和语音解释、组网等,还留有接口容纳未来新的通讯模块和其他通讯模块,还包括所述的自动化制作面条的设备的使用在智能设备的终端或显示屏直接操作,可采用语音输入及语音应用或文字输入及英文输入版,还可采用有线和无线与面条类食品的制作设备中的自动化制作面条的设备及电动控制系统中的主控模块及后台服务器系统总平台相连接,所述的主控模块还包括多个分项控制模块,可融合于主控模块为一体,多个分项控制模块任何一个均可代替面条制作设备中的自动化制作面条的设备及电动控制系统中的主控模块;所述的主控模块包括多个分项控制模块根据系统的设定均可直接与后台服务器系统总平台信息交互、数据共享、接收指令、发送指令等,后台服务器系统总平台或主控模块均下发给分项控制模块进行自动制作面条作业等传动电机驱动装置相连接达到准确的下发指令和接受指令;所述电动控制系统采用输出面粉料装置、输出面料团装置、挤压面条装置、切割成型装置、出面条装置、接面煮面或捞面装置及控制系统中已变压的电源供各个系统电源所用。
10.进一步的,所述的电动控制系统交互控制模块后与后台服务器系统总平台进行交互,也可以直接与自动化制作面条的设备中的储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅的装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置的主控模块进行交互,还将与面条制作设备系统中其他制作设备的控制模块其他控制模块进行交互,所述的控制模块系统还可将自己作为主控模块对其他模块发送指令和接收指令,发送指令和接收指令均按程序预先设定的作业流程;所述的控制模块系统还具备本地显示屏操作,所述的自动化做面条的设备中的储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置还可通过控制模块中的本地显示屏上设置采用语音控制发送指令的方式进行控制和面、控制面粉或清水的计量、控制出面料团、控制出面料团的计量、控制面料团挤压、控制面料皮输出、控制出面料皮的计量,控制切割成型,控制输出面条,所述一种自动化制作面条的设备及系统的储存面料仓、自动和面仓、
挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置及电动控制系统的控制模块一个或多个,若有多个控制模块任何一个均可代替自动化做面条的设备中的储存面料仓、自动和面仓、挤压输送仓、出面装置、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置及电动控制系统中的主控模块;所述的主控模块包括有控制模块系统根据系统的设定均可直接与后台服务器总系统信息互动、数据共享、接收指令、发送指令的主控等,所述的自动化做面条的设备与电动控制系统相结合下在各种符合安装本系统的智能设备的终端中,集成功能的电子系统,智能设备的终端有其备有集成电路图及各种电子原件,还包括运行器、储存器、显示屏及操作系统及通讯功能与系统的后台服务器系统总平台连接,后台服务器系统总平台中有计算功能,在每位面条类制作人员在下达面条制作工艺或流程时后台服务器系统总平台或集成电路系统储存的运算或计算功能进行运算,所述的后台服务器系统总平台还留有接口容纳未来新的通讯模块和其他通讯,可载于设备的内部指令传输,进行各种采集信息上报、控制指令下传等,达到自动化做面条的设备的自动作业的实现,可实现与外部设备的后台服务器系统总平台的连接,进行各种信息的交互、反馈、指令下发,实现自动化制作面条的设备的远程控制、实现远程操作作业、远程视频查看、远程计量、管控远程及本地报警、远程维护、在线更新等任务;所述主控模块,由电器集成或各种运行器及芯片组成的,采用cpu中央处理器系统架构搭建,主控模块还包括多个分项控制模块,主控模块与分项控制模块可融合为一体,多个分项控制模块任何一个均可代替主控模块;所述的主控模块及包括的多个分项控制模块根据系统的设定均可直接与后台服务器系统总平台信息交互、数据共享、接收指令、发送指令等,后台服务器系统总平台或主控模块均下发给分项控制模块,发送指令和接收指令均按程序预先设定的作业流程,达到所需控制的实现,所述后台服务器系统总平台采用底层架构和运行架构系统,即安卓系统,苹果系统,鸿蒙系统和未来发展的开发底层架构及第三方的架构系和软件系统,和软件储存系统和cpu;所述后台服务器系统总平台有数据储存、信息传递、应用时间管理、重要数据管理、设备运行的场景管理、数据统计、分层管理、区域管理搭建、物资计量减量、面条类制作管理、制作流程、设备管理,按台计算,储存等等,所述主控模块还可以其他内容的功能布置及储存、数据交换,使其达到设计系统需求及方法;所述的电动控制系统包括后台服务器系统总平台通过通讯的方式与智能有通讯的终端连接,终端包括手机终端、电脑终端、手环、ipad终端,手机终端还包括手机app小程序、智能终端;所述的通讯为本地通讯,联网通讯、有线无线通讯,所述的后台服务器系统总平台的物联网设备在电动控制系统层面上采用4g、5g通信模块、有线通信以及后发展开发先进通信,利用国际先进的mqtt物联网协议或及其他的物联网协议及未来发展的更先进的物联网协议,实现设备与后台业务系统远程通信,完成系统间的各类信息、指令交互,具体部署方案简单灵活,还包括上述未阐述的其他相关所有可在后台服务器系统总平台应有的功能及系统,安装、储存、融合等及和应用。
11.进一步的,所述的自动化做面条的设备及电动控制系统可独立自主的经营,所述电动控制系统中的主控模块或分项控制模块能在后台服务器系统总平台通过通讯模块的指令下进行对自动化做面条的设备中的储存面料仓、自动和面仓、挤压输送仓、出面装置、
输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅装置、各辅料、佐料或调料或液体调料储存装置或各装置中的计量控制装置、摄像头监控装置与各装置之间的后台服务器系统总平台、通讯模块之间或其他模块之间的交互而配合后进行控制的自动化制作面条作业;在自动化做面条的设备及电动控制系统的本身还有本地运行的系统,本地运行系统包括控制模块系统通过通讯模块与后台服务器系统总平台或主控模块进行交互后控制自动和面仓,由电动控制系统控制输出面粉料装置输出面粉料在自动和面仓中进行和面,在系统的指令下通过自动和面仓中的搅拌装置或搅拌专用工具进行和面,在自动和面的过程时,电动控制系统控制电机系统进行启动搅拌装置或搅拌专用工具进行搅拌和面,在进行搅拌和面的过程中根据需要搅拌和面时一边添加面粉料一边添加适量的清水,在添加面粉料或清水的过程中有计量控制装置对面粉料和清水添加的计量控制、输出面料团装置在系统的指令下通过计量控制装置和输送通道或输送口供面料团进入到挤压输送装置中、挤压输送装置将面料团进行挤压成制作面条的面料皮输送给压面机构、压面机构在系统的指令下由电动控制系统在后台服务器系统总平台通过通讯模块传送的指令信息,当面料皮被输入到压面机构中时,进行启动电动控制系统控制的带电机系统的压面缸把面料皮通过压面磨具进行成型后而形成半成品的面条,半成品的面条再通过剪面机构时将半成品的面条裁剪成系统中所设置的长度后通过出面装置进入到煮面条层机构中的煮面锅中;在通过出面装置的管道进入煮面锅的过程中是由接面煮面或捞面机构带有煮面漏斗或煮面漏勺接受到半成品面条输送装置输送过来的半成品面条后再到煮面锅中进行煮面的,将煮面漏斗或煮面漏勺中煮好的面条在旋转平台的旋转下,进行旋转到盛装面的位置,盛装面条的位置上有盒或碗或食用级的专用盛装工具,电动控制系统再控制翻转机构进行翻转控制使之装有熟面条的煮面漏斗或煮面漏勺翻转会倾斜一定的角度后面条被倒入盒或碗或食用级的专用盛装工具中,然后平台带动装有面条的一个或多个的盒或碗或食用级的专用盛装工具继续旋转到添加辅料、佐料或调料或液体调料储存装置的位置进行计量的添加辅料、佐料或调料或液体调料后再旋转至出面窗口的位置后供进行取餐,所述的本地运行经营者均可自己根据需要对储存面料仓中储存的面粉料、自动和面仓的和面、自动出面料团装置的出面料团、自动挤压面料团装置进行挤压面料团、出面装置进行输出挤压后的面料皮用于制作面条,自动切割成型装置的切割面条成型的工艺流程、工艺方式根据实际情况自由调整系统,可实现自主作业或自主运行,应用到面条类制作业的家庭中,所述的本地系统采用的通讯为本地通讯、联网通讯、有线无线通讯,可达到面条类食品制作设备中的自动化做面条的设备及电动控制系统独立本地营运的目的。
12.进一步的,所述的面条类食品制作设备中的自动化做面条的设备及电动控制系统还可应用在家庭及商业用途中,用途中包括有面条类食品制作的车或柜或餐厅或营业店中,自动化制作做面条的设备可设计成不同的架构,不同的式样,大小不一,根据应用场景或使用的数量设计出不同大小,功能不一,应用场景不一的设备,并可实现配合自动制作面条类餐食的商业经营用途和家庭用使用,还可设计成食品厂、食堂、餐厅中的使用标准及要求,减少人员投入及实现自动化作业,并确保自动化做面条的设备及电动控制系统的自动化,还可实现远程搅拌并输送的流水作业,也可无须连接后台服务器总平台和远程通讯连接直接设备端的控制模块指令给执行机构实现搅拌和面直接在设备端本地操作的作业并可以应用与家庭、商业、餐食店、饭店、食堂及各类食品厂的应用。
13.本发明的有益效果:可以采用设备自动进行和面而达到商家在制作面条类食品时的简洁快速,从而节约人力,同时也利于商家在制作面条类食品时达到自动化、产量化的要求。
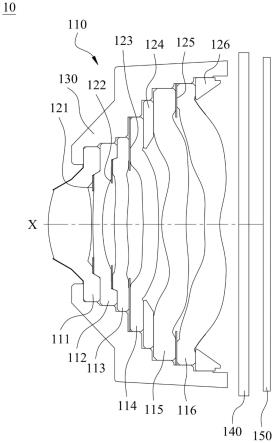
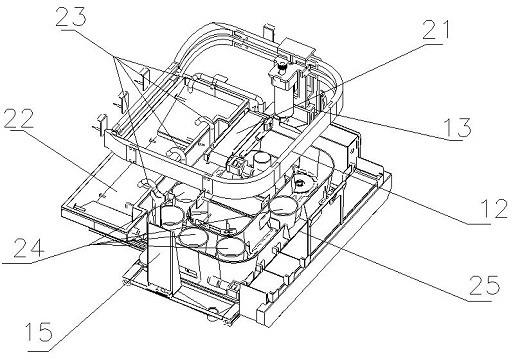
14.附图说明:图1是本发明一具体实施例设备的自动制作面条层机构的结构示意图;图2是本发明一具体实施例设备的自动制作面条层机构图的的结构示意图的主视图;图3是本发明一具体实施例设备的煮面条层机构的结构示意图一;图4是本发明一具体实施例设备的煮面条层机构的结构示意图二;图5是本发明自动化制作面条的设备的电路系统运行图;图6是本发明的电动控制系统的电路集成框架图。
15.附图标记说明:1-自动化做面条的设备;2-自动制作面条层机构;3-煮面条层机构;4-后台服务器系统总平台;5-通讯模块;6-电动控制系统;7-储存面料仓;8-自动和面仓;9-挤压输送仓;10-压面机构;11-电机系统;12-循环滑轨机构;13-接面煮面或捞面机构;14-煮面锅机构;15-翻转控制机构;16-齿轮系统;17-压面缸;18-压面磨具;19-剪面装置;20-出面装置;21-半成品面条输送装置;22-煮面锅;23-自动供清水或供热水装置;24-盒或碗或食用级的专用盛装工具;25-出面窗口;26-辅料、佐料或调料或液体调料桶。
16.具体实施方式:为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
17.在本实施例中,一种自动化做面条的设备及系统,包括有自动化做面条的设备1上有自动制作面条层机构2、可与自动制作面条层机构2连接一体的煮面条层机构3,还包括有自动制作面条层机构2、煮面条层机构3中的后台服务器系统总平台4、通讯模块5,在电动控制系统6接受后台服务器系统总平台4的指令后通过通讯模块5来控制与自动制作面条层机构2连接一体的煮面条层机构3进行自动化的制作面条后进行煮面条,所述的自动制作面条层机构2包括有一个或多个的储存面料仓7、一个或多个的自动和面仓8、一个或多个的挤压输送仓9,还包括有压面机构10,所述的储存面料仓7、自动和面仓8、挤压输送仓9可与压面机构10连接一体或分体独立的采用一个仓用一个电机系统11或多个仓共有一个电机系统11;所述的煮面条层机构3包括有循环滑轨机构12、接面煮面或捞面机构13、煮面锅机构14、翻转控制机构15,所述的循环滑轨机构12、接面煮面或捞面机构13、煮面锅机构14可与翻转控制机构15连接一体或分体独立的采用一个机构用一个电机系统11或多个机构共用一个电机系统11,所述的电机系统11受控于电动控制系统6,只要动力机构的功率采用传体连杆的方式将连接各个功能作业控制时能达到各个仓或机构在进行作业时的功率要求即可;所述的自动制作面条层机构2或煮面条层机构3中根据需要还设置有一个或多个的计量控制模块来进行自动制作面条层机构2中的一个仓或多个仓的面料的计量或煮面条层机构3中的一个机构或多个机构的面料的计量;所述的自动制作面条层机构2或煮面条层机构3中还根据需要进行设置一个或多个的摄像装置,在材料不足或系统故障时给后台服务器系统总台进行报警,所述的电动控制系统6中包括有智能设备的手机、ipad、电脑及其他含有通讯
可安装系统软件的app,小程序及其他第三方软件及自动开发的专用软件及系统运行的所有智能设备,可实现远程控制自动操作,定时操作等功能;电动控制系统6以电路集成,有各种运行器及本地系统组成的储存器有本地通讯,还可实现本地现场操作自动作业,并由电动控制系统6控制后可达到对面条食品要求的质量系统的对应控制完完全全的实现从粉料原材料的数量控制,结合面条食品品种种类并根据系统设定及面条食品制作工艺进行自动分类,进行自动和面、自动挤压输送、自动压面达到一个最佳的和面、输送及压面的面条食品的质量,确保了面条食品的口感和非人员的接触,确保了防止疾病和疫情的传播,且操作简单方便。
18.在本实施例中,所述的一个或多个的储存面料仓7中储存有足够量的面粉料,所述的储存面料仓7中还包括一个或多个的输出面粉料装置,输出面粉料装置与所述的自动和面仓8连接后在后台服务器系统总平台4连接通讯模块5的指令下由电动控制系统6控制输出面粉料装置输出面粉料在自动和面仓8中进行和面,在输出面粉料的过程中,输出面粉料装置上还有计量控制装置来控制输出面粉料装置中输出面粉料的量,当输出面粉料的量达到系统中所制作面条需要的面粉料的量后,后台服务器系统总平台4通过通讯模块5下发给电动控制系统6控制的输出面粉料装置进行停止面粉料输送在自动和面仓8的指令信息,电动控制系统6控制输出面粉料装置停止面粉料输送在自动和面仓8里,所述的储存面料仓7或输出面粉料装置上还设置有摄像装置,在输出的面粉料不足或系统故障时给后台服务器系统总台进行报警。
19.在本实施例中,所述的一个或多个的自动和面仓8连接输出面粉料装置后将储存面料仓7中的面粉料通过计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行计量后输送到自动和面仓8中,所述的自动和面仓8中还有连接供清水装置通过计量控制装置实施流量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行清水计量后输送到自动和面仓8中,还包括进行和面的一个或多个搅拌装置或搅拌专用工具、有输出面料团装置,在自动和面仓8中进行自动和面时是通过搅拌装置或搅拌专用工具将和面仓中的面粉料搅拌成一定柔韧度的面料团,在进行自动和面的过程中进行一边添加面粉料或清水一边启动搅拌装置或搅拌专用工具进行搅拌,可先加清水,也可先加面粉料,在搅拌过程中根据制作面条的工艺流程来配置或准备面料团,自动和面仓8中还包括一个本地营运的自定义模块系统,自定义模块系统中能进行设置搅拌面粉的时间、进行搅拌的方式,搅拌成面料团的柔韧度要求,所述搅拌的方式中一个或多个的搅拌装置能同时进行顺时针或逆时针旋转进行搅拌、或顺时针和逆时针各一圈或各多圈可自由设定进行和面加粉,在和面的过程中进行计量控制的一边加粉料或计量控制的一边加清水或计量控制的先加粉料或计量控制的先加清水来旋转进行搅拌或自定义模块中其他自定义的方式进行搅拌,可根据制作不同的面条食品来进行设置自定义模块中的搅拌面粉的时间、搅拌方式、搅拌成面料团的柔韧度,将搅拌好的面料团通过输出面料团装置输送至挤压输送仓9中,在通过输出面料团装置输送面料团到挤压输送仓9中,输出面料团装置中的计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法将面料团进行计量后输送到挤压输送仓9中进行下一工序的挤压作业;所述的一个或多个的自动和面仓8中还设有摄像装置,在输出的面料团不足或系统故障时给后台服务器系统总台进行报警;所述的一个或多个的挤压输送仓9中有挤压输送装置进行挤压面料团成制作面条的面料皮后再
传送给压面机构10,所述的输出面料团装置连接挤压输送装置成一体,在输送面料团装置与挤压输送装置之间有供面料团进入到挤压装置中的一个或多个的输送通道或输送口根据设计方案而定,所述的输送通道或开口受控于电动控制系统6控制的电机来控制齿轮系统16的运动来进行打开或关闭输送通道或输送口,在面料团需要输送给挤压输送装置时,电动控制系统6控制电机来控制齿轮系统16的运动来进行打开输送通道或输送口供面料团进入到挤压输送装置中,当面料团进入到挤压输送装置中后,电动控制系统6再控制电机来控制齿轮系统16的运动来进行关闭输送通道或输送口后形成的一个封闭空间供挤压输送装置进行挤压面料团作业,将进行挤压成制作面条的面料皮输送给压面机构10,在输送的过程中挤压输送装置上有计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法将挤压的面料皮进行计量后输送到压面机构10中进行下一工序的压面作业,所述的挤压输送仓9或挤压输送装置还设有摄像装置,在输出的面料团不足或系统故障时给后台服务器系统总台进行报警。
20.在本实施例中,所述的压面机构10中包括有压面缸17、压面磨具18、剪面装置19、出面装置20,所述的压面缸17连接压面磨具18,压面磨具18连接剪面装置19,剪面装置19连接出面装置20,所述的压面缸17、压面磨具18、剪面装置19、出面装置20均受控于电动控制系统6控制的电机系统11进行启动,当面料皮被输入到压面机构10中时,进行启动电动控制系统6控制的带电机系统11的压面缸17把面料皮通过压面磨具18进行成型后而形成半成品的面条,半成品的面条再通过剪面装置19时将半成品的面条裁剪成系统中所设置的长度后通过出面装置20进入到煮面条层机构3中的,所述的压面缸17、压面磨具18、剪面装置19、出面装置20均在后台服务器系统总平台4的指令下通过通讯模块5下发到电动控制系统6控制压面缸17、压面磨具18、剪面装置19、出面装置20之间的交互、配合而完成出半成品面条作业,所述的出面装置20上还设置有计量控制装置实施容量的容积、电子感应称重、格尺称重或其他的计重方式或方法进行半成品面条的计量后输送到煮面层机构中;所述的煮面条层机构3中还设有半成品面条输送装置21,半成品面条输送装置21设置在循环滑轨机构12上可沿着循环滑轨机构12上进行滑行的移动或半成品面条输送装置21自身可在循环滑轨机构12与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩,所述的循环滑轨结构上还设有接面煮面或捞面机构13与半成品面条输送装置21进行对接,接面煮面或捞面机构13在循环滑轨机构12上可沿着循环滑轨机构12上进行滑行的移动或接面煮面或捞面机构13自身可在循环滑轨机构12与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩,所述的出面装置20进行出半成品面条时,需确保半成品面条输送装置21与出面装置20进行对接后出面装置20将通过计量后的半成品面条传送到半成品面条输送装置21中,在后台服务器系统总平台4的指令下,电动控制系统6控制半成品面条输送装置21通过循环滑轨机构12上进行滑行的移动或自身通过循环滑轨机构12与架构或连杆的组合之间上实施上下升降或前后左右的进行伸缩到出面装置20处接受出面装置20控制计量输出的半成品面条,在半成品面条输送装置21接受到半成品面条后继续在电动控制系统6控制的指令下进行滑行的移动或伸缩至接面煮面或捞面机构13处,将装置中的半成品面条放置在接面煮面或捞面机构13中,所述的循环滑轨机构12可固定在立柱中或制作设备周围或支架上,输出面粉料装置、输出面料团装置、出面装置20、接面煮面或捞面机构13、翻转控制机构15在立柱或设备周围均可自由旋转,旋转时可采用电动齿轮装置或专用输送带或万向驱动及
其他方式驱动的方式进行上下、左右、前后或平行0-360
°
移动旋转及反转,当设备工作需要旋转时,接收后台服务器系统总平台4或主控模块或分项控制模块指令后可任意旋转,翻转控制机构15可以根据制作需求设计独立或共用的一个或多个,可以上下移动,左右移动,平行移动或移动及反转旋转;所述的接面煮面或捞面机构13在半成品面条输送装置21处接到面条后在循环滑轨机构12上进行滑行的移动运动到煮面条层机构3后伸缩到煮面锅22中进行煮面,煮面锅22上有自动供清水或供热水装置23可进行自动控制计量的添加清水或热水;将煮熟的面条进行输送后倒入一个或多个的放置盒或碗或食用级的专用盛装工具24中,在倒面的过程中由电动控制系统6控制翻转控制机构15使之接面煮面或捞面机构13进行翻转一定的角度后使面条完全的倒入一个或多个的放置盒或碗或食用级的专用盛装工具24中,然后放置盒或碗或食用级的专用盛装工具24盛装面条后在电动控制系统6控制循环滑轨机构12使装有熟面条的盒或碗或食用级的专用盛装工具24进行旋转的在放置各辅料、佐料或调料或液体调料位置的出口下进行计量控制的添加各种辅料、佐料或调料或液体调料后再旋转推送到出面窗口25的位置后供进行取餐,当接面煮面或捞面机构13将装有煮熟的面条盛装到盒或碗或食用级的专用盛装工具24后将继续下一次的循环过程,使之电动控制系统6在后台服务器系统总平台4通过通讯模块5的指令后控制接面煮面或捞面机构13重复的在半成品面条输送装置21与煮面锅22机构14之间从半成品面条输送装置21中接受半成品面条后运行到煮面锅22处进行煮面条后再运行到盛装面条的位置处进行煮面后盛装的翻转、倾斜的倒面动作的往复运动;上述这些动作均已电器集成的电动控制模块嵌入系统,根据数据的反馈下发不同的指令由执行机构完成动作,达到自动化制作的指令并可以远程指挥制作,设定时间制作,设备现场制作等效果及功能,这些装置设计可多种多样完成,系统根据设计搭建各种对应的制作场景与工艺流程相结合与反馈的数据,将构建场景及多种解决方案来下达指令,由执行装置或自动化做面条的设备1上的各装置完成动作,达到自动制作面条并可实现远程控制,设定时间及现场操作的功能;所述的上述所有功能实现还有电源供给装置和变压装置还可以采用备用电源供电,还有污水收入或存放或直排装置,还有废料收集装置,废料与废水按时清理不会超量放置,这些均按环保设定的要求设计。
21.在本实施例中,所述的自动化做面条的设备1有自动清洗的功能,清洗的区域包括储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26,还包括面料的各种通道,还包括平台自动清洗的方法采用高压冲洗和专用设备进行洗刷的方法,自动冲洗对设备防水有保护作用;所述的储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26、面料的各种通道有洗的方式还可采用人工的方式进行清洗,人工还可将储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26的设备设计成模块化的方法,很容易的进行拆装,一般在很短的时间内将其拆装后清洗,拆装只局限于可为储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26、面料的各种通
道系列,平台一般不拆装,拆装后的设备快速清洗,都以自动清洗为主,储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26、面料的各种通道一般一天一清洗,若储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22、各辅料、佐料或调料或液体调料桶26不是专用储面、和面、出面、挤压面团、切割成型、出面条设备的将一种品种清洗的方法进行清洗,所述的自动清洗和人工清洗或模块化清洗的方法均可根据设计而定。
22.在本实施例中,所述电动控制系统6中有电机控制的电路板(核心stm32f4071gt6),还包括驱动电路的电路集成系统,有电源模块,通讯模块5、有云端服务器、路由器的信号输入;所述电源模块中包括电源管理单元、电流检测控制单元、传感器接收单元、电机控制单元、开关控制单元、通讯控制单元、所述电流检测控制单元能检测并控制所述电源管理单元并发送讯息给传感器接收单元后控制电路板并进行相互之间交互;所述电流检测控制单元还可以与电机控制单元、开关控制单元进行交互后通过通讯单元、通讯模块5传达信息给后台服务器系统总平台4或智能设备的终端,由智能设备的终端或后台服务器系统总平台4与电机控制的电路板(核心stm32f4071gt6)、电源管理单元、电流检测控制单元、传感器接收单元、电机控制单元、开关控制单元、通讯控制单元、电流检测控制单元进行交付到达作业过程中所需的电力能源的提供;所述的电力能源是电源电压为220v或其他电压或其他国家规定下的使用电源电压的电力能源提供的动力源,也可用备用电池逆变成220v或其他电压或其他国家规定下的使用电压供电,当备用电池容量不足时发送信息给管理员或后台服务器系统总平台4由管理员更换电池供其自动作业继续使用;所述的电力能源可实行逆变压和顺变压,逆变压和顺变压根据设备应用的电压等级而定,变压后还可应用在低压线电路供电,如电路板的主控模块或分项控制模块、通讯模块5及一些低压设备均可使用,电力能源还有安全用电管控功能,能源不足时进行报警,电量过载、线路故障时报警;所述通讯模块5采用4g/5g/gprs/wifi/lora/nb-iot/biu/zigbee无线通讯,can/485/以太网有线通讯总线来指令发送,数据上报,指令接收和信息传递和语音解释、组网等,还留有接口容纳未来新的通讯模块5和其他通讯模块5,还包括所述的自动化制作面条的设备的使用在智能设备的终端或显示屏直接操作,可采用语音输入及语音应用或文字输入及英文输入版,还可采用有线和无线与面条类食品的制作设备中的自动化制作面条的设备及电动控制系统6中的主控模块及后台服务器系统总平台4相连接,所述的主控模块还包括多个分项控制模块,可融合于主控模块为一体,多个分项控制模块任何一个均可代替面条制作设备中的自动化制作面条的设备及电动控制系统6中的主控模块;所述的主控模块包括多个分项控制模块根据系统的设定均可直接与后台服务器系统总平台4信息交互、数据共享、接收指令、发送指令等,后台服务器系统总平台4或主控模块均下发给分项控制模块进行自动制作面条作业等传动电机驱动装置相连接达到准确的下发指令和接受指令;所述电动控制系统6采用输出面粉料装置、输出面料团装置、挤压面条装置、切割成型装置、出面条装置、接面煮面或捞面装置及控制系统中已变压的电源供各个系统电源所用。
23.在本实施例中,所述的电动控制系统6交互控制模块后与后台服务器系统总平台4进行交互,也可以直接与自动化制作面条的设备中的储存面料仓7、自动和面仓8、挤压输送
仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22的装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置的主控模块进行交互,还将与面条制作设备系统中其他制作设备的控制模块其他控制模块进行交互,所述的控制模块系统还可将自己作为主控模块对其他模块发送指令和接收指令,发送指令和接收指令均按程序预先设定的作业流程;所述的控制模块系统还具备本地显示屏操作,所述的自动化做面条的设备1中的储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置还可通过控制模块中的本地显示屏上设置采用语音控制发送指令的方式进行控制和面、控制面粉或清水的计量、控制出面料团、控制出面料团的计量、控制面料团挤压、控制面料皮输出、控制出面料皮的计量,控制切割成型,控制输出面条,所述一种自动化制作面条的设备及系统的储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置及电动控制系统6的控制模块一个或多个,若有多个控制模块任何一个均可代替自动化做面条的设备1中的储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22装置、各辅料、佐料或调料或液体调料储存装置或计量控制装置及电动控制系统6中的主控模块;所述的主控模块包括有控制模块系统根据系统的设定均可直接与后台服务器总系统信息互动、数据共享、接收指令、发送指令的主控等,所述的自动化做面条的设备1与电动控制系统6相结合下在各种符合安装本系统的智能设备的终端中,集成功能的电子系统,智能设备的终端有其备有集成电路图及各种电子原件,还包括运行器、储存器、显示屏及操作系统及通讯功能与系统的后台服务器系统总平台4连接,后台服务器系统总平台4中有计算功能,在每位面条类制作人员在下达面条制作工艺或流程时后台服务器系统总平台4或集成电路系统储存的运算或计算功能进行运算,所述的后台服务器系统总平台4还留有接口容纳未来新的通讯模块5和其他通讯,可载于设备的内部指令传输,进行各种采集信息上报、控制指令下传等,达到自动化做面条的设备1的自动作业的实现,可实现与外部设备的后台服务器系统总平台4的连接,进行各种信息的交互、反馈、指令下发,实现自动化制作面条的设备的远程控制、实现远程操作作业、远程视频查看、远程计量、管控远程及本地报警、远程维护、在线更新等任务;所述主控模块,由电器集成或各种运行器及芯片组成的,采用cpu中央处理器系统架构搭建,主控模块还包括多个分项控制模块,主控模块与分项控制模块可融合为一体,多个分项控制模块任何一个均可代替主控模块;所述的主控模块及包括的多个分项控制模块根据系统的设定均可直接与后台服务器系统总平台4信息交互、数据共享、接收指令、发送指令等,后台服务器系统总平台4或主控模块均下发给分项控制模块,发送指令和接收指令均按程序预先设定的作业流程,达到所需控制的实现,所述后台服务器系统总平台4采用底层架构和运行架构系统,即安卓系统,苹果系统,鸿蒙系统和未来发展的开发底层架构及第三方的架构系和软件系统,和软件储存系统和cpu;所述后台服务器系统总平台4有数据储存、信息传递、应用时间管理、重要数据管理、设备运行的场景管理、数据统计、分层管理、区域管理搭建、物资计量减量、面条类制作管理、制作流程、设备管理,按台计算,储存等等,所述主控模块还可以其他内容的功能布置及储存、数据交换,使其
达到设计系统需求及方法;所述的电动控制系统6包括后台服务器系统总平台4通过通讯的方式与智能有通讯的终端连接,终端包括手机终端、电脑终端、手环、ipad终端,手机终端还包括手机app小程序、智能终端;所述的通讯为本地通讯,联网通讯、有线无线通讯,所述的后台服务器系统总平台4的物联网设备在电动控制系统6层面上采用4g、5g通信模块、有线通信以及后发展开发先进通信,利用国际先进的mqtt物联网协议或及其他的物联网协议及未来发展的更先进的物联网协议,实现设备与后台业务系统远程通信,完成系统间的各类信息、指令交互,具体部署方案简单灵活,还包括上述未阐述的其他相关所有可在后台服务器系统总平台4应有的功能及系统,安装、储存、融合等及和应用。
24.在本实施例中,所述的自动化做面条的设备1及电动控制系统6可独立自主的经营,所述电动控制系统6中的主控模块或分项控制模块能在后台服务器系统总平台4通过通讯模块5的指令下进行对自动化做面条的设备1中的储存面料仓7、自动和面仓8、挤压输送仓9、出面装置20、输出面料团装置,挤压面条装置、切割成型装置、出面条装置、煮面漏斗或煮面漏勺、煮面锅22装置、各辅料、佐料或调料或液体调料储存装置或各装置中的计量控制装置、摄像头监控装置与各装置之间的后台服务器系统总平台4、通讯模块5之间或其他模块之间的交互而配合后进行控制的自动化制作面条作业;在自动化做面条的设备1及电动控制系统6的本身还有本地运行的系统,本地运行系统包括控制模块系统通过通讯模块5与后台服务器系统总平台4或主控模块进行交互后控制自动和面仓8,由电动控制系统6控制输出面粉料装置输出面粉料在自动和面仓8中进行和面,在系统的指令下通过自动和面仓8中的搅拌装置或搅拌专用工具进行和面,在自动和面的过程时,电动控制系统6控制电机系统11进行启动搅拌装置或搅拌专用工具进行搅拌和面,在进行搅拌和面的过程中根据需要搅拌和面时一边添加面粉料一边添加适量的清水,在添加面粉料或清水的过程中有计量控制装置对面粉料和清水添加的计量控制、输出面料团装置在系统的指令下通过计量控制装置和输送通道或输送口供面料团进入到挤压输送装置中、挤压输送装置将面料团进行挤压成制作面条的面料皮输送给压面机构10、压面机构10在系统的指令下由电动控制系统6在后台服务器系统总平台4通过通讯模块5传送的指令信息,当面料皮被输入到压面机构10中时,进行启动电动控制系统6控制的带电机系统11的压面缸17把面料皮通过压面磨具18进行成型后而形成半成品的面条,半成品的面条再通过剪面机构时将半成品的面条裁剪成系统中所设置的长度后通过出面装置20进入到煮面条层机构3中的煮面锅22中;在通过出面装置20的管道进入煮面锅22的过程中是由接面煮面或捞面机构13带有煮面漏斗或煮面漏勺接受到半成品面条输送装置21输送过来的半成品面条后再到煮面锅22中进行煮面的,将煮面漏斗或煮面漏勺中煮好的面条在旋转平台的旋转下,进行旋转到盛装面的位置,盛装面条的位置上有盒或碗或食用级的专用盛装工具24,电动控制系统6再控制翻转机构进行翻转控制使之装有熟面条的煮面漏斗或煮面漏勺翻转会倾斜一定的角度后面条被倒入盒或碗或食用级的专用盛装工具24中,然后平台带动装有面条的一个或多个的盒或碗或食用级的专用盛装工具24继续旋转到添加辅料、佐料或调料或液体调料储存装置的位置进行计量的添加辅料、佐料或调料或液体调料后再旋转至出面窗口25的位置后供进行取餐,所述的本地运行经营者均可自己根据需要对储存面料仓7中储存的面粉料、自动和面仓8的和面、自动出面料团装置的出面料团、自动挤压面料团装置进行挤压面料团、出面装置20进行输出挤压后的面料皮用于制作面条,自动切割成型装置的切割面条成型的工艺流程、工艺
方式根据实际情况自由调整系统,可实现自主作业或自主运行,应用到面条类制作业的家庭中,所述的本地系统采用的通讯为本地通讯、联网通讯、有线无线通讯,可达到面条类食品制作设备中的自动化做面条的设备1及电动控制系统6独立本地营运的目的。
25.在本实施例中,所述的面条类食品制作设备中的自动化做面条的设备1及电动控制系统6还可应用在家庭及商业用途中,用途中包括有面条类食品制作的车或柜或餐厅或营业店中,自动化做面条的设备1可设计成不同的架构,不同的式样,大小不一,根据应用场景或使用的数量设计出不同大小,功能不一,应用场景不一的设备,并可实现配合自动制作面条类餐食的商业经营用途和家庭用使用,还可设计成食品厂、食堂、餐厅中的使用标准及要求,减少人员投入及实现自动化作业,并确保自动化做面条的设备1及电动控制系统6的自动化,还可实现远程搅拌并输送的流水作业,也可无须连接后台服务器总平台和远程通讯连接直接设备端的控制模块指令给执行机构实现搅拌和面直接在设备端本地操作的作业并可以应用与家庭、商业、餐食店、饭店、食堂及各类食品厂的应用。
26.本发明提出的一种自动化做面条的设备及系统,可以采用设备自动进行和面而达到商家在制作面条类食品时的简洁快速,从而节约人力,同时也利于商家在制作面条食品时达到自动化、产量化的要求。
27.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。