1.本发明涉及一种膜电极组的组装方法,尤指用于质子交换膜燃料电池的膜电极组的组装方法。
背景技术:
2.质子交换膜燃料电池(proton exchange membrane fuel cell,pemfc),借由其中的膜电极组(membrane electrode assembling,mea)进行质子交换所产生的电化学反应,进而达到发电的功能。mea一般由质子交换膜(proton exchange membrane,pem)、阳极/阴极触媒层、气体扩散层(gas diffusion layer,gdl)及边框组装而成,其中触媒层涂布于pem后构成触媒涂布薄膜(catalyst coated membrane,ccm)。
3.近年来基于降低ccm的内阻,将pem的厚度逐步薄型化,虽然达到能提升质子交换的效能,但也使得ccm容易因环境中的温、湿度改变而产生形变。再者,在进行组装的制程中,由于pem越来越薄,虽然能提升质子交换的效能,但却也使pem的机械强度下降,在高温高压的组装制程中,容易使ccm产生形变、破损、穿孔等问题。
4.在现有技术中,ccm与边框的组合,中央为ccm活性区,四周为边框胶合区,两区交界则为边框/ccm/边框的结构,层与层间彼此采用黏胶贴合。因ccm为pemfc的主要活性材料,为避免污染,与顾及均匀性,通常采用带均匀胶涂层(胶面常温无黏性或低黏性)的边框基材。ccm与边框胶合是一高温、高压的制程,若直接施加熟化温度,会导致黏胶黏性快速攀升,需要搭配高水平度与平面度的压合设备与治具,才能确保上下边框各部位,同一时间接触与熟化。一旦设备与治具的精度不足,就容易导致局部位置先行黏着,进而造成边框皱褶、气泡无法排出、贴合位置偏差等问题导致良率降低,而且黏胶已熟化,材料回收重工困难。
5.如前所述,由于ccm对于环境温度、湿度敏感,容易形变,以及黏胶遇热后会开始特性变化,所以现有技术大多在室温下将ccm与边框堆栈后,送入压机,先施压让材料接触后,再开始升温,达到黏胶熟化温度后维持一段时间使其结合,再降温到接近室温后,最后才能打开压机,取出成品。则在现有技术的制程中,有一半以上的时间耗费在升降温,不仅使设备使用率下降、延长制程时间、且相当耗能。
技术实现要素:
6.有鉴于此,本发明针对膜电极组的组装制程加以改良,以期解决现有技术中设备使用率、制程时间及耗能等问题。
7.为达到上述的发明目的,本发明所采用的技术手段为提供一种膜电极组的组装方法,包含以下步骤:
8.a.提供一第一治具及一第二治具,其中该第一治具维持在室温状态;
9.b.提供一第一边框及一第二边框,其中该第一边框定位于该第一治具上,该第二边框定位于该第二治具上,该第一边框与该第二边框表面至少一面设有胶体;
10.c.提供一触媒涂布薄膜,该触媒涂布薄膜定位于该第一治具上,并与该第一边框上的胶体相接触;
11.d.将该第二治具连同该第二边框倒置于该第一治具上,使该第二边框对接于该第一边框,而预贴合该第一边框、该触媒涂布薄膜、及该第二边框,以得到一膜电极组半成品;
12.e.移除该第二治具,使该第二治具与该第二边框相分离;
13.f.以一达高温压合温度的热压治具来对该膜电极组半成品进行高温压合,使所述胶体加以熟化,而得到一膜电极组成品;
14.g.取出该膜电极组成品。
15.本发明的优点在于,借由维持在室温的第一治具来承载触媒涂布薄膜,以避免触媒涂布薄膜在未贴合前因温度而变形,并在进入高温压合步骤之前,先进行第一边框、触媒涂布薄膜及第二边框的预贴合,使其相对位置暂时定位,则在后续高温压合步骤中无须担心产生位移,再者,由于预贴合步骤与高温压合步骤分开进行,故热压机可持续维持在高温运作,而无须降温,则有效减少降温所需的时间,以达到节能及省时的目的。
16.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
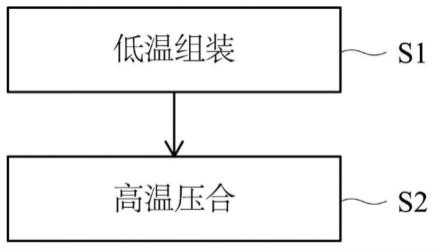
17.图1为本发明的流程图;
18.图2为本发明的低温组装步骤的流程图;
19.图3为本发明所使用的第一治具与第二治具的立体外观图;
20.图4及5为本发明的步骤s12的实施状态示意图;
21.图6为本发明的步骤s13的实施状态示意图;
22.图7为本发明所使用的ccm治具的立体外观图;
23.图8为本发明的ccm治具承载ccm的实施状态示意图;
24.图9为本发明的步骤s14的实施状态示意图;
25.图10至12为本发明的承载治具的各组件的平面示意图;
26.图13为本发明的承载治具的侧视剖面图;
27.图14及15为本发明的步骤s16的其中一实施态样的实施状态示意图;
28.图16为本发明的高温压合步骤的流程图;
29.图17为本发明的步骤s21的实施状态示意图;
30.图18为本发明的步骤s22的实施状态示意图;
31.图19为本发明所制得的膜电极组成品的侧视剖面图。
32.其中,附图标记:
33.10:第一治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:第一边框固定区
34.12:ccm固定区
ꢀꢀꢀꢀꢀꢀꢀꢀ
20:第二治具
35.21:第二边框固定区
ꢀꢀꢀ
22:ccm对接区
36.30:转轴组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40:第一边框
37.41:胶体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50:第二边框
38.51:胶体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60:ccm
39.600:mmea半成品
ꢀꢀꢀꢀꢀꢀ
601:黏性胶体
40.602:mea成品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
603:熟化态胶体
41.70:ccm治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71:真空吸引区
42.80:本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81:软质垫
43.82:定位框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
801:ccm固定区
44.90:离型膜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91:热压治具
具体实施方式
45.以下配合图式及本发明的实施例,进一步阐述本发明为达成预定发明目的所采取的技术手段。
46.请参阅图1所示,本发明的膜电极组的组装方法系包含以下步骤:低温组装步骤(s1)及高温压合步骤(s2)。
47.请参阅图2所示,前述的低温组装步骤(s1)包含有提供一第一治具及一第二治具(s11)、提供一第一边框及一第二边框(s12)、置放一触媒涂布薄膜(catalyst coated membrane,ccm)于该第一边框(s13)、预贴合该第一边框、该ccm及该第二边框(s14)、移除该第二治具(s15)、及取出膜电极组(membrane electrode assembling,mea)半成品(s16)。以下针对各步骤进行详细说明:
48.提供一第一治具及一第二治具(s11):请配合参阅图3所示,该第一治具10系不给予额外加温,使其为室温状态。在一实施例中,由于后续制程中第一治具10将不免与第二治具20接触,而产生热量转移导致温度上升,故可借由水冷或气冷的方式来维持该第一治具10处于室温状态。该第一治具10具有一第一边框固定区11及一ccm固定区12,该第一边框固定区11系围绕于该ccm固定区12外。该第二治具20具有一第二边框固定区21及一ccm对接区22,该第二边框固定区21系围绕于该ccm对接区22外,该第二边框固定区21的位置系对应于该第一边框固定区11,该第一治具10的ccm固定区12与该第二治具20的ccm对接区22的位置系相对应。在一实施例中,假设第一边框40与第二边框50厚度和为s1,胶体41、51厚度和为s2,该ccm固定区12略突出高度t1于周围的第一边框固定区11而不相齐平,让第一边框40易于对位,但不能影响ccm60真空吸附于ccm固定区12的效果;该ccm对接区22与周围的第二边框固定区21高度差为t2,t2可大于零或小于零而不相齐平,且t1 t2应小于s1-s2,以确保胶体41、51得以贴合。在一实施例中,该第一治具10与该第二治具20分别与一转轴组件30相连接,而使该第二治具20得相对于第一治具10枢转并覆盖于该第一治具10上。在另一实施例中(图中未示),该第一治具10与该第二治具20为各自独立的结构,而不相连接。在一实施例中,该第一治具10的第一边框固定区11为软质界面,以弥补材料、治具本体合组装时所引起的厚度误差,而第二治具20系为硬质接口也维持贴合的平面度,借由以软质与硬质接口搭配的方式,可避免采用双硬质接口时对于材料或组装上的高精度要求,也同时兼顾贴合的平面度。
49.提供一第一边框及一第二边框(s12):请配合参阅图4及图5所示,将该第一边框40置于该第一治具10的第一边框固定区11上,该第一边框40的表面涂布有胶体41,将该第二边框50置于该第二治具20的第二边框固定区21上,该第二边框50的表面涂布有胶体51。该胶体41、51系为高分子黏着胶料,如热固性橡胶、热熔胶膜(常见为常温不具备黏合性的热塑弹性体或eva)、烯酸酯、聚酯、聚缩醛等,一般特性将随温度上升或压力上升而逐渐产生
黏性,此时使所附着的物品透过产生黏性的胶体而相互黏合,当继续升温而超过其交联温度后将熟化且固化,而无法再回复。在一实施例中,该第一边框40及第二边框50可透过真空吸附、定位销、限位机构、静电吸附、夹持、或贴附等方式定位于该第一治具10及该第二治具20的第一、第二边框固定区11、21上。
50.置放一ccm于该第一边框(s13):请配合参阅图6所示,将一ccm 60置放于该第一边框40上,该ccm 60系相对位于该第一治具10的ccm固定区12上,该ccm 60可透过真空吸附、定位销、限位机构、静电吸附、夹持、或贴附等方式定位于该ccm固定区12上,该ccm 60的周缘与该第一边框40上的胶体41相接触。在一实施例中,ccm固定区12系采取真空吸附方式,而第一边框固定区11系采用不同固定方式,来因应不同制程和精度要求。由于该ccm 60置放于第一治具10上,而该第一治具10系维持在室温下,故ccm 60同样在后续制程开始前维持在室温下,而可避免组装前产生形变。在一实施例中,请进一步配合参阅图7及图8所示,系先以一ccm治具70吸附该ccm 60,该ccm治具70中具有真空吸引区71以吸附该ccm 60,再将该ccm治具70倒置于该第一治具10上,解除该ccm治具70的真空吸引而将该ccm 60置放于该第一边框40上。
51.预贴合该第一边框、该ccm及该第二边框(s14):请配合参阅图9所示,将第二治具20倒置于该第一治具10上,使得第二治具20上的第二边框50对接于该第一治具10上的第一边框40,并使第二边框50上的胶体51与第一边框40上的胶体41和ccm 60相接触,使得胶体41、51产生预贴合的现象,则定位该第一边框40、该ccm 60及该第二边框50的相对位置,而构成一mea半成品。在一实施例中,该第二治具20系枢转后倒置于该第一治具10上。在一实施例中,该第二治具20加温使其处于略高于室温的温度下,该第二治具20系维持在40至90℃,使该胶体41、51进入熔融态而产生黏性的现象,则可加以预贴合。在另一实施例中,该第二治具20加压而使该胶体41、51产生预贴合的现象。
52.移除该第二治具(s15):接着将该第二治具20移除,在一实施例中,系解除该第二治具20对该第二边框50的定位力,再移除该第二治具20。
53.取出mea半成品(s16):移除第二治具20后,即将mea半成品移动至下一高温压合步骤(s2)。在一实施例中,系将该第一治具10连同该mea半成品移动至下一高温压合步骤(s2);在另一实施例中,系解除该第一治具10对该mea半成品的定位力,而能将该mea半成品由该第一治具10上取下并移动至一承载治具,请参阅图10至图13所示,该承载治具包含有一本体80、一软质垫81、及一定位框82,该本体80中央具有一ccm固定区801。在一实施例中,该软质垫81套设于该ccm固定区801外,该定位框82套设于ccm固定区801外,作为限位机构,请进一步参阅图14及15所示,该mea半成品600由该第一治具上取下后,系移动至该承载治具上,将第一边框40和第二边框50相对置放于软质垫81上,则ccm 60则相对位于ccm固定区801上;在另一实施例中(图中未示),该软质垫平铺于该ccm固定区上,该mea半成品600由该第一治具上取下后,系移动至该承载治具上,整体平铺置放于软质垫上。该mea半成品600的边框与ccm固定区801可透过真空吸附、定位销、限位机构、静电吸附、夹持、或贴附等方式定位于该ccm固定区801上,待mea半成品600定位后,再将该定位框82移除。
54.请参阅图16所示,前述的高温压合步骤(s2)包含以下步骤:提供一离型膜(s21)、施压贴合该mea半成品(s22)、取出mea成品(s23)。以下针对各步骤进行详细说明:
55.提供一离型膜(s21):请配合参阅图17所示,系将一离型膜90置放于该mea半成品
600上。该离型膜90可为ptfe(聚四氟乙烯),但不在此限,主要系用以阻隔mea半成品600与后续的热压机表面。
56.施压贴合该mea半成品(s22):请配合参阅图18所示,将mea半成品600送入热压机中,由于步骤s22系于热压机中进行,故承载mea半成品600的第一治具或承载治具也不可避免的必须进入热压机中,为避免第一治具和承载治具的温度受到热压机中的工作温度影响而上升,其下方应为常温或者具水冷设计的基板,仅借由已达高温压合温度的热压治具91来下压mea半成品600,故热压治具91无须重新降温也不至于使ccm 60产生变形。。在一实施例中,热压治具91的温度状态为90至150℃,但不在此限。此时温度使得mea半成品600中的黏性胶体601熟化而产生永久固定效果。
57.取出mea成品(s23):将mea成品602由该热压机中取出,并将mea成品602由该第一治具或该承载治具上取下,请配合参阅图19所示,该mea成品602的第一边框40、ccm 60、及第二边框50借由熟化态胶体603而稳固结合。
58.本发明系借由维持在室温的第一治具10来承载ccm 60进行低温组装步骤(s1),仅以热压治具91进行高温压合步骤(s2),故缩短ccm 60接触到高温的时间,以避免ccm 60变形。再者,由于以利用低温组装步骤(s1)来让第一边框40、第二边框50及ccm 60预贴合,则送入热压机时,mea半成品600中的各结构已处于正确贴合位置,且位于常温或水冷设计的基板上,故无须担心直接高温压合可能引发的位移问题。同时,由于低温组装步骤与高温压合步骤为分开进行,故热压机的温度可无须降温而持续维持高温运作,以大幅降低升降温所需的时间,而使整体制程更为节能、省时。
59.进一步而言,前述采用真空吸附方式来进行定位者,可采用高孔隙度的多孔材料(例如多孔陶瓷、多孔石墨、多孔铝合金等)、多洞弹性垫(硅胶、橡胶等)或者钉板(pegboard)作为真空接口,来调整接口与真空力度状态,并确保材料能被平整地固定在治具上。但在高温压合的步骤中,为了维持均一平整的压合表面,故可采用高平面度、低粗糙度的压合平面来进行热压。
60.以上所述仅是本发明的实施例而已,并非对本发明做任何形式上的限制,虽然本发明已以实施例揭露如上,然而并非用以限定本发明,任何所属技术领域中具有通常知识者,在不脱离本发明技术方案的范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
61.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。