用于高强度门模块的复合结构和方法
1.相关申请的交叉引用
2.本技术要求于2021年8月6日提交的、序列号为63/230,164的美国临时申请的权益,该美国临时申请的全部内容通过参引并入本文中。
技术领域
3.本公开总体上涉及车门组件,并且更具体地涉及用于车门组件的承载件模块。
背景技术:
4.本部分提供与本公开有关的背景信息,该背景信息并不一定是现有技术。
5.机动车辆工业不断寻求在可能的情况下在部件中使用轻质的、能够易于回收且环境可持续的材料。在一些情况下,比如当部件可能暴露于高作用力和/或暴露于湿气时,部件可以由相对较重的金属和/或加强塑料材料制成。已知由金属或加强塑料制成的一种这样的部件是承载件模块的承载件。如图1中所示,承载件1具有本体2,该本体2由大致轻质塑料材料3、比如聚丙烯(pp)模制。轻质是期望的,然而从结构支承和抗冲击性的角度来看,pp材料3相对较弱,并且因此,为了提高pp材料3的强度,长形的加强玻璃纤维4通常模制在pp材料3中。尽管玻璃纤维4在存在的情况下可以提高本体2的强度,但是由于长形纤维4无法在整个模腔中流动并且无法符合模腔,因此玻璃纤维4通常限制在模制中可获得的形状。实际上,玻璃纤维4通常不能在尖锐的弯曲部和拐角部5周围以及贯穿相对窄/薄的区域6布设。因此,承载件的壁厚度通常需要增加,并且弯曲部需要设置为具有圆化的、半径增加的拐角部,以允许玻璃纤维在材料内和整个模腔内流动。在壁具有相对较薄区域6的情况下,玻璃纤维4将不会流动通过该薄化区域,并且已知玻璃纤维4会积聚并形成阻塞部7,并且因此,壁将在薄化区域6中没有玻璃纤维并被弱化,并且在一些情况下,导致壁中形成孔/开口,这是由于阻止了塑料材料3在模腔的薄化区域6中的流动。此外,尽管pp材料3通常能够回收,但是pp材料3通常作为原材料被模制,并且因此不如能够之后被再利用、回收和模制的材料那样环境友好。
6.鉴于上述情况,需要提供下述承载件:该承载件提升对环境的贡献,是环境可持续性的和可生物降解的,而同时能够执行所需的结构和屏障功能,该承载件是坚固且耐用的,该承载件能够形成为具有尖锐的弯曲部和拐角部,该承载件能够获得用于运输和储存的紧凑形式/尺寸,该承载件提高制造和组装的经济性,同时减轻重量以提高车辆的燃料经济性。
技术实现要素:
7.本部分提供了本公开的总体概述,而不意在被视为本公开的全部范围或本公开的所有方面、优点、目的和/或特征的全面且详尽的列举。
8.本公开的目的是提供一种用于机动车辆的门组件的承载件模块的承载件,该承载件至少解决上面所讨论的已知承载件的那些问题。
9.根据一个方面,本公开涉及一种用于机动车辆的门组件的承载件模块的承载件,该承载件由回收尼龙制成。
10.根据另一方面,本公开涉及一种用于机动车辆的门组件的承载件模块的承载件,该承载件是环境可持续的、环境友好的、容易回收的,该承载件具有高结构强度以提供所需的抗侧部冲击性,该承载件能够抵抗湿气和流体渗透,由此提供所需的屏障功能以防止湿气/流体从承载件模块的湿侧部转移至承载件模块的干侧部,该承载件能够抵抗在存在湿气/流体的情况下的劣化,并且该承载件相对于由金属制成的承载件减轻了承载件模块的重量,由此提高了车辆的燃料经济性。
11.根据另一方面,本公开涉及一种用于机动车辆的门组件,该门组件具有外面板、内面板和具有承载件的承载件模块,该承载件是环境可持续的、环境友好的、至少部分地由可回收且易于回收的材料制成,该承载件具有高结构强度以提供所需的抗侧部冲击性,该承载件能够抵抗湿气和流体渗透,由此提供所需的屏障功能以防止湿气/流体从承载件模块的湿侧部转移至承载件模块的干侧部,该承载件能够抵抗在存在湿气/流体的情况下的劣化,并且该承载件相对于由金属制成的承载件减轻了承载件模块的重量,由此提高了车辆的燃料经济性。
12.根据本公开的另一方面,提供了一种用于机动车辆门组件的承载件模块的承载件,该门组件具有限定门面板结构的内面板和外面板,其中,内面板具有用于通向内面板与外面板之间的门内部腔的开口。承载件包括本体,该本体具有由外周缘界定的相反的湿侧部和干侧部,该本体构造成用于附接至内面板以大致封闭开口。本体是由具有第一密度的第一材料形成的,其中,在本体内设置有多个空隙。所述多个空隙中的每个空隙具有第二密度,其中,第二密度小于第一材料的第一密度,由此减小了承载件的重量。
13.根据本公开的另一方面,本体是聚合物材料。
14.根据本公开的另一方面,聚合物材料是尼龙。
15.根据本公开的另一方面,空隙可以设置为气泡。
16.根据本公开的另一方面,气泡可以由壁封围,其中,壁由与本体的材料不同的材料制成。
17.根据本公开的另一方面,壁可以由玻璃制成。
18.根据本公开的另一方面,玻璃可以由苏打石灰硼硅酸盐制成。
19.根据本公开的另一方面,壁可以设置为微球体,微球体的直径在约10微米至100微米(μm)之间。
20.根据本公开的另一方面,微球体的密度在约0.100g/cc至0.900g/cc之间。
21.根据本公开的另一方面,微球体的强度范围在约1.00mpa至200.00mpa之间。
22.根据本公开的另一方面,本体可以形成为具有活动铰接部,从而允许本体的各部分折叠在这些部分自身上,由此便于承载件的运输和储存。
23.根据本公开的另一方面,承载件还可以包括流体不渗透层,该流体不渗透层覆盖至少湿侧部,以保护承载件免于吸收水。
24.根据本公开的另一方面,流体不渗透层可以设置成覆盖本体的湿侧部的干侧部。
25.根据本公开的另一方面,流体不渗透层可以设置成覆盖整个本体。
26.根据本公开的另一方面,至少一个加强构件可以固定至承载件的本体,其中,所述
至少一个加强构件不包括设置在本体内的多个空隙,由此使所述至少一个加强构件的强度最大化。
27.根据本公开的另一方面,所述至少一个加强构件可以由聚合物材料形成。
28.根据本公开的另一方面,所述至少一个加强构件可以以没有空隙的方式由用于形成本体的第一材料形成。
29.根据本公开的另一方面,所述至少一个加强构件可以焊接至本体,比如通过超声焊接而焊接至本体。
30.根据本公开的另一方面,提供了一种构造用于机动车辆门组件的承载件模块的承载件的方法。该方法包括由具有第一密度的第一材料形成本体,其中,本体形成为由外周缘界定的湿侧部和相反的干侧部,本体构造成附接至机动车辆门组件的内面板,以大致封闭内面板中的开口。此外,在本体中结合多个空隙,其中,所述多个空隙中的每个空隙具有比第一材料的第一密度小的第二密度。
31.根据本公开的另一方面,该方法还可以包括由尼龙形成本体。
32.根据本公开的另一方面,该方法还可以包括将空隙设置为气泡。
33.根据本公开的另一方面,该方法还可以包括将具有气体的气泡设置成由壁封围,使得气体占据由壁的内表面限定的体积,其中,壁由与承载件的本体不同的材料制成。
34.根据本公开的另一方面,该方法还可以包括提供由玻璃制成的壁。
35.根据本公开的另一方面,该方法还可以包括将壁设置为微球体,微球体的直径在约10微米至100微米(μm)之间。
36.根据本公开的另一方面,该方法还可以包括提供密度在约0.100g/cc至0.900g/cc之间的微球体。
37.根据本公开的另一方面,该方法还可以包括在本体中形成活动铰接部,以允许本体的各部分折叠在这些部分自身上。
38.根据本公开的另一方面,该方法还可以包括使用流体不渗透层覆盖本体的至少湿侧部。
39.根据本公开的另一方面,该方法还可以包括使用流体不渗透层覆盖本体的湿侧部和干侧部。
40.根据本公开的另一方面,该方法还可以包括使用流体不渗透层覆盖整个本体。
41.根据本公开的另一方面,该方法还可以包括将至少一个加强构件固定至本体,其中,所述至少一个加强构件不包括多个空隙。
42.根据本公开的另一方面,该方法还可以包括提供由聚合物材料形成的所述至少一个加强构件。
43.根据本公开的另一方面,该方法还可以包括提供由第一材料形成的所述至少一个加强构件。
44.根据本公开的另一方面,该方法还可以包括将所述至少一个加强构件焊接至本体。
45.其他适用领域将根据本文中所提供的描述变得明显。该发明内容中的描述和特定示例仅意在说明某些非限制性实施方式,这些非限制性实施方式不意在限制本公开的范围。
附图说明
46.本文中所描述的附图仅出于选定的非限制性实施方式的说明性目的,而不意在限制本公开的范围。在这方面,附图包括:
47.图1图示了根据现有技术的承载件模块的承载件;
48.图2图示了具有根据本公开的一方面构造的闭合面板的车辆;
49.图3是图2的闭合面板的承载件模块的湿侧部的平面图;
50.图4是图2的承载件模块的干侧部的平面图;
51.图5图示了图2的承载件模块的承载件的示意性局部横截面图;
52.图6是大体沿着图5的线6-6截取的放大示意性局部横截面图;
53.图7a是根据本公开的另一方面的图2的承载件模块的承载件的类似于图6的视图;
54.图7b图示了处于折叠、收起状态的图7a的承载件;
55.图8a图示了根据本公开的另一方面的图2的承载件模块的承载件的分解图;
56.图8b图示了图8a的承载件的组装视图;以及
57.图9是图示了根据本公开的另一方面的制造承载件的方法的流程图。
具体实施方式
58.总体上,现在将公开根据本公开的教示构造/制造的具有承载件模块的门组件和用于该门组件的承载件模块的示例实施方式,该类型的承载件模块构造成包括窗调节器并且具有承载件,窗调节器待被安装在机动车辆门组件的门内部腔内,承载件构造成将门组件的湿侧部与干侧部分开。提供这些示例实施方式,使得本公开将是透彻的并且将充分地将范围传达给本领域技术人员。阐述了许多具体细节比如特定部件、装置和方法的示例,以提供对本公开的实施方式的透彻理解。对于本领域的技术人员而言明显的是,不需要采用具体细节,示例实施方式可以以许多不同的形式来实施,并且这些具体细节和示例实施方式都不应当被解释为限制本公开内容的范围。在一些示例实施方式中,没有详细描述公知的过程、公知的装置结构和公知的技术,这是因为考虑到本文中的公开内容,这些公知的过程、公知的装置结构和公知的技术对于本领域技术人员是容易理解的。
59.本文中所使用的术语仅用于描述特定的示例性实施方式,并且并不意在为限制性的。如本文中所使用的,除非上下文另有明确说明,否则如本文中所使用的单数形式的“一”、“一种”以及“该”也可以意在包括复数形式。术语“包括”、“包含”、“含有”和“具有”是包含性的,并且因此指定所陈述的特征、整数、步骤、操作、元件和/或部件的存在,但不排除存在或添加一个或更多个其他特征、整数、步骤、操作、元件、部件和/或它们的组。本文中所描述的方法步骤、过程和操作不应当被解释为必须需要它们以所论述或说明的特定顺序来执行,除非它们被具体指示为执行的顺序。还应理解的是,可以采用附加的或替代性的步骤。
60.当元件或层被称为在另一元件或层“上”、“接合至”、“连接至”或“联接至”另一元件或层时,该元件或层可以直接在另一元件或层上、接合至另一元件或层、连接至另一元件或层或者联接至另一元件或层,或者可以存在介于中间的元件或层。相反,当元件被称为“直接在另一元件或层上”、“直接接合至”、“直接连接至”或“直接联接至”另一元件或层时,可以不存在介于中间的元件或层。用于描述元件之间的关系的其他词语应当以同样的方式
解释(例如,“在
……
之间”与“直接在
……
之间”、“相邻”与“直接相邻”等)。如本文中所使用的,术语“和/或”包括关联的列出项目中的一个或更多个项目的任何及所有组合。
61.尽管可以在本文中使用术语第一、第二和第三等来描述各个元件、部件、区域、层和/或部段,但是这些元件、部件、区域、层和/或部段不应被这些术语所限制。这些术语可以仅用于将一个元件、部件、区域、层或部段与另一区域、层或部段进行区分。除非上下文清楚地指明,否则术语比如“第一”、“第二”和其他数字术语在本文中使用时并不暗示顺序或次序。因此,下面所论述的第一元件、部件、区域、层或部段在不脱离示例实施方式的教示的情况下可以被称为第二元件、部件、区域、层或部段。
62.为了便于描述,文中可以使用空间相对术语比如“内”、“外”、“之下”、“下方”、“低于”、“上方”、“之上”、“顶部”、“底部”等来描述图中示出的一个元件或特征与另一元件或特征或多个元件或特征的关系。空间相对术语可以意在涵盖装置在使用中或操作中的除了附图中所描绘的取向之外的不同取向。例如,如果附图中的装置被翻转,则被描述为在其他元件或特征的“下方”或“之下”的元件将会被定向成在其他元件或特征的“上方”。因此,示例性术语“下方”可以包括上方和下方两个取向。装置可以以其他方式被定向(旋转角度或以其他取向),并且本文中所使用的空间相对描述被相应地解释。
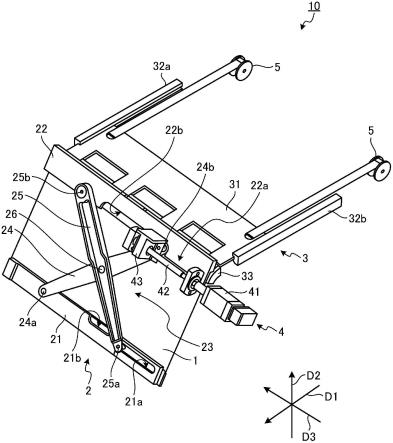
63.图2示出了具有多个机动车辆闭合组件的车辆11,机动车辆闭合组件也称为门组件或闭合面板组件,所述多个机动车辆闭合组件包括前门闭合面板组件12、后舱盖升降门闭合面板组件13、至少一个滑动侧门闭合面板组件15,其中,闭合面板组件12中的一个或更多个闭合面板组件可以包括根据本公开的一方面构造的也被称为承载件模块或承载件组件10的门模块(图3至图4)。承载件组件10包括承载件16,并且通过示例而非限制地还示出为包括致动器21(图4),该致动器21构造成经由杆或线缆比如鲍登(bowden)线缆24以可操作的方式与闩锁组件30相联以选择性地系拉闩锁组件30。
64.图3示出了图2的闭合面板组件中的一个闭合面板组件的承载件组件10的第一侧部(湿侧部)31,所述一个闭合面板组件通过示例而非限制性地示出为前门闭合面板组件中的一个前门闭合面板组件,该前门闭合面板组件在下文中被称为门12。应认识到的是,对于具有图2的闭合面板组件中的任何闭合面板组件的应用以及对于包括但不限于行李箱盖等的其他应用而言,承载件组件10可以根据需要构造成具有任何表面轮廓和外周缘形状。图4示出了承载件组件10的第二侧部33(干侧部)。图3中所示的承载件组件10的第一侧部31被称为“湿侧部”,这是因为当承载件组件10被安装在车辆11的车辆闭合面板中时,第一侧部31远离也被称为内部舱室c的乘客室面向外并且可以由于面板组件中的开孔(比如,供窗14在打开位置与封闭位置之间移动的较大槽)而暴露于周围外部环境e。相反,图4中所示的承载件组件10的第二侧部33被称为“干侧部”,这是因为当承载件组件10被安装在车辆11的车辆闭合面板中时,承载件组件10的承载件16将机动车辆11的内部舱室c相对于周围外部环境e密封,使得面向内部舱室c的第二侧部33免受外部环境e影响并保持干燥。
65.承载件组件10被示出为包括承载件16,该承载件16在构型上为大致平坦的且呈大致板状,该承载件16具有根据预期部件和应用的需要而设置的也被称为表面轮廓的具体且精确定位的波形轮廓,由此使得承载件16在承载件16的材料内具有各种一体形成的三维特征。承载件16保持各种功能性门硬件部件。承载件16可以在下述意义上形成为结构性部件:在承载件组件10安装在结构性面板组件中之后,门硬件部件可以在不需要附加的紧固件来
将这些部件安装至结构性面板组件的情况下被安装至承载件16。如所理解的,前门12包括以下称为门面板结构或门面板本体19的结构性门面板本体,结构性门面板本体由也称为内面板20的金属板内门面板制成,内面板20沿着内面板20和外面板18的外周边缘区域和/或其他地方结合至也称为外面板18的金属板外门面板,以限定内门面板20与外门面板18之间的门内部腔23。窗14在移动至窗14的打开位置时存放在门内部腔23中。承载件16包括周向连续延伸的密封凸缘22,该周向连续的密封凸缘22构造成邻近于承载件16的外周缘26延伸,并且构造成在承载件16组装并安装在内门面板20上时以围绕内门面板20中的开口28(图2)成密封关系的方式围绕开口28。因此,承载件16根据需要至少部分地或整体地封闭内门面板20的开口28。由于承载件16是不透水的,因此密封凸缘22用于阻止碎屑和包括流体和湿气在内的其他形式的污染物从湿侧部31渗入至干侧部33而进入乘客内部舱室c中。
66.承载件组件10通过示例而非限制被示出为即使不承载用于前门12的所有门硬件部件也承载用于前门12的大部分门硬件部件。通常来说,固定至承载件16的功能性硬件部件可以如所示的包括动力操作的闩锁组件30、动力操作的窗调节器32、内部把手单元34和外部把手单元40,内部把手单元34经由内部释放机构36并经由内部锁定/解锁机构38机械地联接至闩锁组件30,外部把手单元40经由外部释放机构42机械地联接至闩锁组件30。连接器机构可以是鲍登线缆和/或杆状连结件,如已知的。功能性硬件部件经由线束50电联接至ecu 48。承载件16还支承一对导轨52a、52b,所述一对导轨52a、52b支承对应的升降托架54a、54b以使升降托架54a和54b在所述一对导轨52a、52b上进行平移运动。升降托架54a、54b支承窗14以使窗14沿着导轨52a、52b在打开位置与封闭位置之间运动。线缆和滑轮式窗升降系统60将升降托架54a、54b连接至与动力操作的窗调节器32相关联的鼓状件。除了门硬件部件之外,承载件组件10通过示例而非限制性地还被示出为以使扬声器56的性能优化的方式对车辆声音/娱乐系统的扬声器56进行支承,同时解决了上面关于图1的承载件1论述的对私密性和声音传输问题的顾虑。
67.承载件16具有构造成固定至门面板本体19、比如固定至如上面讨论的内门面板20的本体58,并且承载件16可以包括邻近外周缘26的多个紧固件贯通开口62,以用于通过紧固件贯通开口62来接收紧固件(未示出)。如果需要的话,金属或塑料垫圈64可以固定在所述多个紧固件贯通开口62中的每个紧固件贯通开口62中。垫圈64提供用于接收紧固件的压缩性结构支承,紧固件用于将承载件16固定至内门面板20,其中,垫圈62有助于防止本体58的过度压缩和撕裂。
68.承载件本体58至少部分地、并且优选地完全或大致(“大致”旨在意味着几乎完全,也表示为承载件本体58由相当大部分比如以重量计大于75%的材料含量形成)由回收材料和可回收材料形成。参照图示了本体58的局部部分的图5,其中,可以理解的是,本体58的其余部分可以形成为具有相同材料含量或大致相同材料含量,该本体58由具有第一密度的第一材料66形成,其中,在本体58中设置有第二材料68,该第二材料68被示出形成为多个空隙68。形成所述多个空隙的第二材料68具有第二密度,其中,第二密度小于第一材料66的第一密度,由此使承载件16的重量减少并最小化。因此,在第二材料68相对于第一材料66具有减小密度的情况下,第一材料66的重量可以增加,以相对于具有较低密度的材料提供增加的强度,并且因此,承载件16由于第一材料66而形成为具有高强度,同时承载件16由于第二材料48而是轻质的。
69.本体58由高强度聚合物材料、即热塑性聚酰胺形成,并且在优选实施方式中由尼龙形成,而无需纤维加强。尼龙可以是再利用的回收材料,再利用的回收材料可以被加工以重新改造为采用任何所需形状的承载件16。例如,回收的尼龙、比如消费后和/或制造后(废料)尼龙可以被重新加工成粉末和/或颗粒化形式,其中,通过示例而非限制性地,尼龙的重新加工的粉末和/或颗粒可以通过包括压缩或注射模制在内的任何所需的模制过程而被模制。尼龙是拉伸强度为约76mpa并且弯曲强度为约110mpa的异常结实的材料,并且尼龙还具有熔点为约220℃的耐高温性。尽管尼龙通常具有为约1.13g/cc至1.35g/cc的密度,但第二材料68的结合使承载件16的整体密度降低约10%或更多,而不会对第一材料66的强度产生不利影响。另外,考虑到第一材料66的相对高的强度,本体58的壁厚(t;图5和图6)可以最小化,同时仍然为承载件16提供所需的高水平的冲击保护。因此,被成品承载件16占据的空间和成品承载件16的重量可以保持为最小。
70.第二材料空隙68可以设置为独立的离散气泡,并且根据本公开的一个方面,气泡中的每个气泡可以由壁70封围,其中,壁70由与本体58不同的材料制成。壁70通过示例而非限制性地可以由玻璃制成,比如由苏打石灰硼硅酸盐制成。壁70可以设置为直径在约10微米至100微米(μm)之间并且密度在0.100g/cc至0.900g/cc之间的微球体。因此,将微球体70结合到本体58中减小了本体58的密度,比如将本体58的密度减小为约1.20g/cc至1.25g/cc之间的密度,其中,微球体70含量以体积计为约30%。微球体70具有范围在约1.00mpa至200.00mpa之间的强度,并且因此,将微球体70结合到高强度本体58中可以提高本体58的整体强度。微球体70可以在第一材料66被模制时在第一材料66内容易地流动,由此避免了与加强纤维相关的问题,加强纤维从承载件16中省去。因此,微球体70允许承载件16形成为具有尖锐的拐角部和厚度减小的区域(图5、图7a和图7b),而不用担心形成与现有技术(图1)相关的弱化区域。
71.根据本公开的另一方面,承载件16还可以包括也称为流体不渗透层或水屏障72的流体不渗透密封剂材料,该流体不渗透密封剂材料覆盖至少湿侧部31,以保护承载件16免于吸收湿气和水。因此,水屏障72可以固定至本体58的至少湿侧部31,并且还可以固定至湿侧部31和干侧部33两者,并且此外,如果需要的话,水屏障72可以围绕外周缘,以防止在承载件16的湿侧部上的湿气或流体触及本体58的第一材料66。如果需要的话,水屏障72可以设置为由密封剂材料比如聚合物材料形成的预成型实心板,该预成型实心板随后比如通过粘附剂和/或机械紧固件而固定至至少湿侧部31以及可选地固定至干侧部33。水屏障72还可以以流体的形式在执行模制操作之前和/或执行模制操作后通过喷涂、浸渍或其他涂覆过程而被施加,并且因此可以容易地施加至整个水屏障72。
72.根据本公开的另一方面,如图7a和图7b中所示,本体58可以形成为具有至少一个活动铰接部74,至少一个活动铰接部74通过示例而非限制性地比如沿着大约几何中心延伸,由此允许本体58的相邻部分58a、58b折叠在相邻部分58a、58b自身上(图7b),由此促进承载件16容易运输和储存。当然,将认识到的是,活动铰接部74可以根据需要形成为沿着本体58的任何区域延伸,以在本体58的相邻区域之间提供所需的折叠关系。
73.根据本公开的另一方面,如图8a和图8b中所示,至少一个加强构件76以及通过示例而非限制性地示出为一对的加强构件76可以固定至本体58。如上所讨论的,本体58包括空隙68,其中,加强构件76不包括设置在本体中的空隙68。因此,加强构件76可以实现用于
形成加强构件76的材料的全部强度,由此使加强构件76的强度最大化。本文中可以设想的是,加强构件可以由任何希望的聚合物材料、包括如用于构造本体58的回收尼龙材料制成,或者在其他情况下,如果需要的话,加强构件可以由金属形成。如果加强构件76由聚合物材料构造,并且特别地由与用于制造本体58的相同尼龙构造,则加强构件76可以焊接至本体58,比如通过超声焊接而焊接至本体58。
74.加强构件76具有抗负载性,比如抵抗例如由施加至承载件16的负载引起的弯曲或变形,并且例如加强构件76的强度和/或刚度大于承载件16的材料的强度和/或刚度。加强构件76为承载件16提供了对横向于承载件16大致延伸所沿着的平面p(图8b)指向的冲击力的增强的抗冲击性,由此增强了承载件16和门12的抗侧部冲击性,因此在侧部冲击期间、比如在事故期间经历的那些侧部冲击期间为机动车辆11内的乘员提供增强的保护。同样或者另外地,加强构件76可以设置为高刚度构件,该高刚度构件使承载件16的刚度增大以承受变形、例如由道路振动或由安装至承载件16的扬声器产生的声音振动而引起的变形。由承载件16提供的增强的抗侧部冲击性消除了对于单独的侧部冲击梁/构件、包括通常在门组件的腔内延伸的那些侧部冲击梁/构件的需要,由此释放了腔23内的空间,这最终使得腔24中的各部件的组装更容易。此外,如由本领域技术人员将理解的,通过将加强构件76结合为承载件16的部件来认识到制造和组装的经济性。由加强构件76提供的承载件16的增强刚度可以消除承载件16内的谐振频率的发展,并且可以改善安装至承载件16的扬声器的声音性能。然而,应认识到的是,如果预期应用需要的话,承载件16可以被制造为独立的承载件16,而不需要在承载件16中结合加强构件76。
75.如图9中所示,提供了一种制造用于机动车辆门面板本体19的承载件模块10的承载件16的方法1000,机动车辆门面板本体19用于至少部分或完全地封闭机动车辆门面板本体19的下文称为内面板20的内门面板中的开口28,以防止湿气和流体从承载件模块10的湿侧部(面向外部环境e)传递至承载件模块10的干侧部(面向机动车辆11的内部乘客舱的)。方法1000包括步骤1025:由具有第一密度的第一材料66形成本体58,其中,本体58形成为具有由外周缘26界定的湿侧部31和相反的干侧部33,本体58构造成用于附接至机动车辆门组件12的内面板20以大致上封闭内面板20中的开口28。此外,方法1000包括步骤1075:在本体58内结合多个空隙68,其中,所述多个空隙68中的每个空隙68具有比第一材料66的第一密度小的第二密度。因此,相对于本体58不包括空隙68的情况,密度减小的空隙68用于减小本体58的整体密度。
76.根据本公开的另一方面,方法1000还可以包括由尼龙形成本体58的步骤1100。在尼龙具有相对高强度的情况下,本体58的厚度t可以被最小化以在促进门12的重量减轻的同时优化门12的设计。
77.根据本公开的另一方面,该方法1000还可以包括将空隙68提供为气泡的步骤1150。
78.根据本公开的另一方面,该方法1000还可以包括步骤1200:将具有气体的气泡68设置成由壁70密封,使得气体占据由壁70的内表面限定的体积,其中,壁70由与本体58不同的材料制成。
79.根据本公开的另一方面,方法1000还可以包括提供由玻璃材料制成的壁70的步骤1250。
80.根据本公开的另一方面,该方法1000还可以包括步骤1300:将壁70提供为微球体,根据预期应用的需要并基于本体58的整体厚度t或本体58的选择区域,微球体的直径在约10微米至100微米(μm)之间。因此,应理解的是,可以根据需要在本体58的不同区域中使用不同直径的微球体70,以优化所需的设计。
81.根据本公开的另一方面,该方法1000还可以包括步骤1350:根据预期应用的需要,提供密度在约0.100g/cc至0.900g/cc之间的微球体。因此,应理解的是,可以根据需要在本体58的不同区域中使用不同密度的微球体70,以优化所需的设计。
82.根据本公开的另一方面,该方法1000还可以包括步骤1400:在本体58中形成活动铰接部74,以允许本体58的部分58a、58b折叠在部分58a、58b自身上。
83.根据本公开的另一方面,该方法1000还可以包括步骤1450:使用流体不渗透层72覆盖本体58的至少湿侧部31,由此保护本体58的基础材料66免于吸收流体/湿气。
84.根据本公开的另一方面,该方法1000还可以包括使用流体不渗透层72覆盖整个本体58的步骤1500。
85.根据本公开的另一方面,该方法1000还可以包括将至少一个加强构件76固定至本体58的步骤1550。
86.根据本公开的另一方面,该方法1000还可以包括步骤1600:提供由聚合物材料形成的至少一个加强构件76,其中,所述至少一个加强构件76不包括多个空隙68,并且因此全部是实心材料。
87.根据本公开的另一方面,该方法1000还可以包括步骤1650:提供由第一材料形成的至少一个加强构件76。
88.根据本公开的另一方面,该方法1000还可以包括步骤1700:将至少一个加强构件76通过示例而非限制性地比如通过超声焊接而焊接至本体58,由此将本体58的材料和加强构件76结合在一起。在本体58和至少一个加强构件76由类似材料即尼龙形成的情况下,本体58与所述至少一个加强构件76之间的结合接合部由相同的材料形成,由此使本体58和所述至少一个加强构件76作为具有相同材料的单件。
89.尽管以上描述构成了本发明的多个实施方式,但是将理解的是,本发明可以在不背离所附权利要求的公平解释和预期含义的情况下经受进一步的修改和改变。
90.已经出于说明和描述的目的,提供了对实施方式的上述描述。以上描述并不意在是穷举的或限制本公开内容。特定实施方式的各个元件或特征通常不限于该特定实施方式,而是如果适用则能够互换,并且可以在即使没有具体示出或描述的选定的实施方式中使用。特定实施方式的各个元件或特征也可以以许多方式变化。这些改变不被认为是背离本公开,并且所有这些改型均意在包括于本公开的范围内。
91.本发明的实施方式可以参照以下编号的段落来理解:
92.1.一种用于机动车辆门组件的承载件模块的承载件,所述机动车辆门组件具有限定门面板结构的内面板和外面板,其中,所述内面板具有通向所述内面板与所述外面板之间的门内部腔的开口,所述承载件包括:
93.本体,所述本体具有由外周缘界定的湿侧部和相反的干侧部,所述本体构造成附接至所述内面板以至少部分地封闭所述开口,所述本体由具有第一密度的第一材料形成;以及
94.所述本体中的多个空隙,所述多个空隙中的每个空隙具有比所述第一密度小的第二密度。
95.2.根据段落1所述的承载件,其中,所述本体是聚合物材料。
96.3.根据段落1或2所述的承载件,其中,所述空隙是气泡。
97.4.根据段落3所述的承载件,其中,所述气泡中的每个气泡都由单独的壁封围,所述壁由与所述本体不同的材料形成。
98.5.根据段落4所述的承载件,其中,所述壁是玻璃。
99.6.根据段落4所述的承载件,其中,所述壁是微球体,所述微球体的直径在约10微米至100微米(μm)之间。
100.7.根据段落6所述的承载件,其中,所述微球体的密度在约0.100g/cc至0.900g/cc之间。
101.8.根据段落1所述的承载件,其中,所述本体具有活动铰接部,从而允许所述本体的在所述活动铰接部的相反侧上的部分折叠在所述部分自身上。
102.9.根据段落1所述的承载件,还包括覆盖所述湿侧部的流体不渗透层。
103.10.根据段落1所述的承载件,还包括固定至所述本体的至少一个加强构件,所述至少一个加强构件不包括所述多个空隙。
104.11.一种构造用于机动车辆门组件的承载件模块的承载件的方法,所述方法包括:
105.由具有第一密度的第一材料形成本体,其中,所述本体形成为具有由外周缘界定的湿侧部和相反的干侧部,所述本体构造成附接至所述机动车辆门组件的内面板以大致封闭所述内面板中的开口;以及
106.在所述本体中结合多个空隙,其中,所述多个空隙中的每个空隙具有比所述第一材料的所述第一密度小的第二密度。
107.12.根据段落11所述的方法,还包括由聚酰胺形成所述本体。
108.13.根据段落11所述的方法,还包括将所述空隙提供为气泡。
109.14.根据段落13所述的方法,还包括将具有气体的所述气泡中的每个气泡设置成由单独的壁封围,所述壁由与所述本体不同的材料制成。
110.15.根据段落14所述的方法,还包括提供由玻璃制成的所述壁。
111.16.根据段落14所述的方法,还包括将所述壁提供为微球体,所述微球体的直径在约10微米至100微米(μm)之间。
112.17.根据段落11所述的方法,还包括在所述本体内形成活动铰接部,以允许所述本体的部分折叠在所述部分自身上。
113.18.根据段落11所述的方法,还包括使用流体不渗透层来覆盖所述本体的至少所述湿侧部。
114.19.根据段落11所述的方法,还包括将至少一个加强构件固定至所述本体,其中,所述至少一个加强构件不包括所述多个空隙。
115.20.根据段落19所述的方法,还包括将所述至少一个加强构件焊接至所述本体。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。