1.本技术涉及配料设备技术领域,特别是涉及一种全自动配料系统。
背景技术:
2.磁性材料是国民经济中一种不可缺少的基础材料,其中永磁铁氧体自50年代批量生产以来发展势头迅猛,并且预计在今后较长一段时间内,仍将是应用最广、需求量最大的永磁材料。
3.永磁铁氧体预烧料行业内主要有干、湿法两种生产工艺,其中湿法工艺在生产高端磁材产品时被广泛采用,然而现有的湿法预烧料产线主要依靠人工操作,存在生产效率较低,单位成本较高,难以达到高性能要求的问题。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种全自动配料系统,无需人工干预操作,生产效率更高。
5.一种全自动配料系统,包括:
6.储料仓,用于存储各种主配料及小粉料;
7.气力输送装置,用于将物料定量分类输送至所述储料仓;
8.称量斗,分别与多个所述储料仓连接,用于对主配料及小粉料进行称量配比;
9.搅拌装置,与所述称量斗连接,用于对混料进行搅拌;
10.干制装置,与所述搅拌装置连接,用于将浆料制成干料;
11.破碎装置,与所述干制装置之间通过一个斗型皮带机进行物料输送,用于对干料进行破碎;
12.打包装置,与所述破碎装置之间通过另一个斗型皮带机进行物料输送,用于对干料进行打包。
13.在其中一个实施例中,所述储料仓包括主配料料仓和小粉料料仓;所述主配料料仓和所述小粉料料仓与所述称量斗之间均通过螺旋输送机进行物料输送。
14.在其中一个实施例中,所述称量斗包括主称量斗和副称量斗,所述副称量斗分别与多个所述小粉料料仓连接,用于对多种小粉料进行称量配比;所述主称量斗分别与多个所述主配料料仓和所述副称量斗连接,用于对多种主配料和多种小粉料进行称量配比。
15.在其中一个实施例中,所述搅拌装置包括化浆机、湿法球磨机和搅拌桶;所述化浆机顶部连接进水管,且与所述主称量斗连接,用于对混料进行化浆和解聚,所述湿法球磨机与所述化浆机连接,用于对浆料进行研磨,所述搅拌桶与所述湿法球磨机连接,用于研磨后的浆料进行搅拌。
16.在其中一个实施例中,所述干制装置包括脱水离心机、回转窑和冷却滚筒;所述脱水离心机与所述搅拌桶连接,用于将搅拌后的浆料脱水成半干混料,所述回转窑与所述脱水离心机之间通过螺旋输送机进行物料输送,用于将半干混料煅烧呈干混料,所述冷却滚
筒的进料口与所述回转窑的出料口相对,用于对高温干混料进行降温。
17.在其中一个实施例中,所述破碎装置包括存储仓和干法球磨机;所述存储仓用于接收对应位置的斗型皮带机输送的干混料,所述干法球磨机与所述存储仓之间通过定量皮带机进行物料输送,所述干法球磨机用于对干混料再次进行研磨。
18.在其中一个实施例中,所述打包装置包括粗粉料仓和吨包机;所述粗粉料仓用于接收对应位置的斗型皮带机输送的干混料,所述吨包机与所述粗粉料仓之间通过螺旋输送机进行物料输送,所述吨包机用于对干混料进行打包。
19.在其中一个实施例中,所述主配料料仓、所述小粉料料仓、所述存储仓和所述粗粉料仓的底部均设置有惯性振动料斗。
20.在其中一个实施例中,所述主配料料仓、所述小粉料料仓、所述存储仓和所述粗粉料仓的顶部均安装有仓顶除尘器。
21.在其中一个实施例中,所述系统还包括投料斗,所述投料斗与所述气力输送装置连接,所述投料斗用于承接投放物料,并将物料导入气力输送装置。
22.上述全自动配料系统,通过将物料投放到气力输送装置内,当气力输送装置内的物料达到预设高度时,气力输送装置内部封闭,并持续加压到预设压力值,随后气力输送装置的排料口打开,将其内部的物料输送至制定储料仓,从而完成物料输送。随后根据需求开启指定储料仓的排料口,使其内物料进入称量斗,直到经称量斗称量物料达到对应量时停止物料输送。称量后的物料通过管道输送至搅拌装置,待搅拌装置将混料兑水混匀之后再通过管道输送至干制装置,待干制装置将浆料煅烧呈干混料之后,通过一个斗型皮带机完成对干混料的升降运输,并将干混料输送至破碎装置内,待破碎装置将干混料破碎后,通过另一个斗型皮带机完成对破碎后干混料的升降运输,并将破碎后干混料输送至打包装置完成打包。整个生产过程无需人员参与,工作效率更高。
附图说明
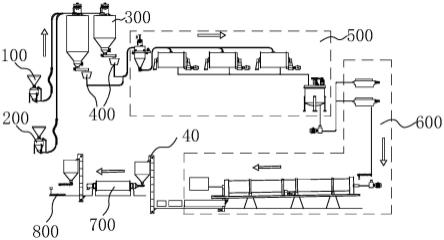
23.图1为一个实施例中的全自动配料系统的结构示意图;
24.图2为一个实施例中的储料仓及称量斗的结构示意图;
25.图3为一个实施例中的搅拌装置的结构示意图;
26.图4为一个实施例中的干制装置的结构示意图;
27.图5为一个实施例中的破碎装置及打包装置的结构示意图。
28.图中:100、投料斗;200、气力输送装置;300、储料仓;310、主配料料仓;320、小粉料料仓;400、称量斗;410、主称量斗;420、副称量斗;500、搅拌装置;510、水计量罐;520、化浆机;530、湿法球磨机;540、搅拌桶;600、干制装置;610、脱水离心机;620、回转窑;630、冷却滚筒;700、破碎装置;710、存储仓;720、干法球磨机;730、振动筛;800、打包装置;810、粗粉料仓;820、吨包机;10、螺旋输送机;20、惯性振动料斗;30、仓顶除尘器;40、斗型皮带机;50、定量皮带机。
具体实施方式
29.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是
本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.需要说明的是,当组件被称为“固定于”或“设置于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。本技术的说明书所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
31.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
32.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”、“下”可以是第一特征直接和第二特征接触,或第一特征和第二特征间接地通过中间媒介接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅表示第一特征水平高度小于第二特征。
33.除非另有定义,本技术的说明书所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本技术的说明书所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.如图1所示,在一个实施例中,一种全自动配料系统,包括储料仓300、气力输送装置200、称量斗400、搅拌装置500、干制装置600、破碎装置700和打包装置800;储料仓300用于存储各种主配料及小粉料;气力输送装置200用于将物料定量分类输送至储料仓300;称量斗400分别与多个储料仓300连接,用于对主配料及小粉料进行称量配比;搅拌装置500与称量斗400连接,用于对混料进行搅拌;干制装置600与搅拌装置500连接,用于将浆料制成干料;破碎装置700与干制装置600之间通过一个斗型皮带机40进行物料输送,用于对干料进行破碎;打包装置800与破碎装置700之间通过另一个斗型皮带机40进行物料输送,用于对干料进行打包。
35.上述全自动配料系统,通过将物料投放到气力输送装置200内,当气力输送装置200内的物料达到预设高度时,气力输送装置200内部封闭,并持续加压到预设压力值,随后气力输送装置200的排料口打开,将其内部的物料输送至制定储料仓300,从而完成物料输送。随后根据需求开启指定储料仓300的排料口,使其内物料进入称量斗400,直到经称量斗400称量物料达到对应量时停止物料输送。称量后的物料通过管道输送至搅拌装置500,待搅拌装置500将混料兑水混匀之后再通过管道输送至干制装置600,待干制装置600将浆料煅烧呈干混料之后,通过一个斗型皮带机40完成对干混料的升降运输,并将干混料输送至破碎装置700内,待破碎装置700将干混料破碎后,通过另一个斗型皮带机40完成对破碎后干混料的升降运输,并将破碎后干混料输送至打包装置800完成打包。整个生产过程无需人员参与,工作效率更高。
36.在一个实施例中,气力输送装置200进料口连接有投料斗100,物料通过吊装装置
投放到投料斗100内,投料斗100用于承接吊装装置投放的物料,并将其导入气力输送装置200。其中,吊装装置选用电动葫芦,用以完成物料袋的移动、吊装和投放。气力输送装置200选用仓泵。
37.如图2所示,在一个实施例中,储料仓300包括主配料料仓310和小粉料料仓320;主配料料仓310和小粉料料仓320与称量斗400之间均通过螺旋输送机10进行物料输送。其中,主配料料仓310根据存储物料不同具有不同的名称,如用于存储铁红的铁红料仓和用于存储碳酸锶的碳酸锶料仓;在使用时,螺旋输送装置的一端位于主配料料仓310或小粉料料仓320排料口的下方,另一端位于投料斗100的上方,用于完成物料的输送。具体的,用于输送主配料的螺旋输送装置为u形结构的螺旋输送装置,即螺旋输送装置的输送部分为顶部开口结构,适用于小范围作业,且输送稳定。用于输送小粉料的螺旋输送装置为o形结构的螺旋输送装置,即螺旋输送装置的输送部分为封闭式结构,能够防止粉尘逸散。
38.在一个实施例中,主配料料仓310连接有破拱助流器,用于防止主配料料仓310内部物料发生堵塞。具体的,当主配料料仓310内的物料发生堵塞,且普通的辅助下料装置无法有效的将物料排出,此时运行破拱助流器,破拱助流器会产生一个强力的空气炮将物料堵塞处疏通。
39.在一个实施例中,称量斗400包括主称量斗410和副称量斗420,副称量斗420分别与多个小粉料料仓320连接,用于对多种小粉料进行称量配比;主称量斗410分别与多个主配料料仓310和副称量斗420连接,用于对多种主配料和多种小粉料进行称量配比。具体的,主配料料仓310和小粉料料仓320在实际生产车间的安装位置通常是分区设置的,即多个主配料料仓310位于同一区域,多个小粉料料仓320位于同一区域,因此,通过将主配料和小粉料分别及依次进行称量配比,称量斗400的安装位置更好选择,且配比方便。
40.需要说明的是,主称量斗410的关键称重传感器选用不锈钢剪切梁传感器,通过其独特设计的晃动关节与传感器相连,具有回零快、无偏载误差、稳定可靠的特点。称量斗400的内部还可设置除残料机构,用于使经过称量的物料能够完全排出,防止粘在斗壁上。
41.如图3所示,在一个实施例中,搅拌装置500包括化浆机520、湿法球磨机530和搅拌桶540;化浆机520顶部连接进水管,且与主称量斗410连接,用于对混料进行化浆和解聚,湿法球磨机530与化浆机520连接,用于对浆料进行研磨,搅拌桶540与湿法球磨机530连接,用于研磨后的浆料进行搅拌。具体的,化浆机520能够将配好的物料化浆和解聚,其采用不同的转速和搅拌形态,对稠浆形物料进行搅拌、混匀和分散,使物料在较短的时间内达到要求。搅拌桶540用于存放化浆机520化浆好的浆料,并通过搅拌以使物料均匀且不易沉淀。其中,化浆机520采用双速搅拌不锈钢耐腐蚀桨叶。除此之外,化浆机520还连接有水计量罐510,用于纯水的计量。
42.如图4所示,在一个实施例中,干制装置600包括脱水离心机610、回转窑620和冷却滚筒630;脱水离心机610与搅拌桶540连接,用于将搅拌后的浆料脱水成半干混料,回转窑620与脱水离心机610之间通过螺旋输送机10进行物料输送,用于将半干混料煅烧呈干混料,冷却滚筒630的进料口与回转窑620的出料口相对,用于对高温干混料进行降温。具体的,脱水后的半干混料可成型,因此,采用螺旋输送装置进行物料输送,待物料进入回转窑620内部,回转窑620会对半干混料进行烧结,由于冷却滚筒630的进料端与回转窑620的出料端相对,因此,回转窑620排出的干混料能够直径直接进入到冷却滚筒630内,进行冷却降
温。
43.需要说明的是,冷却滚筒630通过螺旋对干混料进行输送,在螺旋过程中,其表面会不断的喷洒冷却水用于对其内的高温干混料进行降温。
44.如图5所示,在一个实施例中,破碎装置700包括存储仓710和干法球磨机720;存储仓710用于接收对应位置的斗型皮带机40输送的干混料,干法球磨机720与存储仓710之间通过定量皮带机50进行物料输送,干法球磨机720用于对干混料再次进行研磨。具体的,干混料被斗型皮带机40抬升至一定高度并倾倒在存储仓710内,该存储仓710用于对干混料进行暂存,在需要时开启排料口将干混料排放至定量皮带机50上,定量皮带机50会对干混料进行定量输送至干法球磨机720内。进一步的,干法球磨机720与对应位置的斗型皮带机40之间设置有振动筛730,当干混料经干法球磨机720研磨后,会排出到振动筛730上,振动筛730会将研磨后的干混料抛向对应位置的斗型皮带机40的料斗内,随后该斗型皮带机40会将料斗内盛装的物料抬升至一定高度,然后倾倒到至打包装置800内。
45.在一个实施例中,打包装置800包括粗粉料仓810和吨包机820;粗粉料仓810用于接收对应位置的斗型皮带机40输送的干混料,吨包机820与粗粉料仓810之间通过螺旋输送机10进行物料输送,吨包机820用于对干混料进行打包。具体的,粗粉料仓810用于承接斗型皮带机40输送的研磨后的干混料,并在需要时打开排料口将物料排放至其与吨包机820之间的螺旋输送机10上,经螺旋输送至吨包机820上,从而完成打包。
46.在一个实施例中,主配料料仓310、小粉料料仓320、存储仓710和粗粉料仓810的底部均设置有惯性振动料斗20。用于防止物料堆积发生堵塞、滞留。
47.在一个实施例中,主配料料仓310、小粉料料仓320、存储仓710和粗粉料仓810的顶部均安装有仓顶除尘器30。能够对物料进出时产生的烟尘进行吸收,防止烟尘排出到外界造成环境污染。
48.上述全自动配料系统,通过吊装装置将物料投放到投料斗100内,再通过投料斗100将物料导入气力输送装置200内,当气力输送装置200内的物料达到预设高度时,气力输送装置200内部封闭,并持续加压到预设压力值,随后气力输送装置200的排料口打开,将其内部的物料输送至主配料料仓310或小粉料料仓320,从而完成物料输送。随后根据物料配料需求开启指定主配料料仓310及小粉料料仓320的排料口,使多种小粉料进入主称量斗410进行率先称量配比,配比完成后的小粉料会进入主称量斗410与多种主配料进行称量配比,待完成最终配比后的混料会被输送至化浆机520,化浆机520会对混料进行兑水搅拌,使其化浆和解聚,形成浆料,随后,浆料会被依次输送至湿法球磨机530和搅拌桶540内,并分别对浆料进行研磨和再搅拌,以使浆料颗粒更小,防止发生浆料沉淀。搅拌完成后的浆料会被依次输送至脱水离心机610、回转窑620和冷却滚筒630内,并分别对浆料进行脱水、煅烧及降温,最终使得浆料变为干混料。降温后的干混料会被一个斗型皮带机40输送至存储仓710,并经定量皮带机50有序的排放至干法球磨机720内进行再次研磨,二次研磨后的干混料会通过振动筛730被投放至另一个斗型皮带机40的料斗内,并最终被输送至粗粉料仓810,并被吨包机820打包。整个生产过程无需人员参与,工作效率更高。
49.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
50.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。