1.本实用新型属于预制构件生产领域,尤其涉及一种预制构件生产用拆模设备。
背景技术:
2.建筑行业中,在制作空心预制桩的时候,一般会用到模具,模具的内部设有芯模,模具的两端分别设有端头模板,端头模板通常通过螺栓或螺母与预制桩内的钢筋骨架相连。
3.制作过程中,往模具内浇注混凝土、砂浆等,在预制桩浇筑成型之后,需要对模具进行拆卸,对于端头模板和芯模,现有的拆卸方式是通过两台不同设备分别对端头模板和芯模进行拆卸,并且两台设备位于两个不同的工位,在拆卸过程中,若在一个工位上拆卸芯模之后,需要将预制桩连同端头模板一起移动至另一工位后,才能对端头模板进行拆卸,此种拆模方式效率不佳。
技术实现要素:
4.本实用新型提供一种预制构件生产用拆模设备,使得两台装置在同一个工位即可完成端头模板以及芯模的拆卸,节省了更换工位的时间,提高了生产效率。
5.本实用新型提供一种预制构件生产用拆模设备,包括端头模板拆卸机和芯模拆卸机;
6.所述端头模板拆卸机包括第一机架和至少一个旋拧组件;其中,至少一个所述旋拧组件可移动地安装于所述第一机架;
7.所述芯模拆卸机包括第二机架和抽拉组件;其中,所述第二机架与所述第一机架前后依次布置;所述抽拉组件安装于所述第二机架,所述抽拉组件能够穿过所述端头模板拆卸机以可拆卸地连接芯模;
8.所述第一机架和所述第二机架中的至少一者为行走式机架。
9.在一可实施方式中,每一所述旋拧组件包括多个旋拧轴;
10.多个所述旋拧轴在所述旋拧组件上并排设置且同向转动,以对应于所述端头模板上的紧固件。
11.在一可实施方式中,所述抽拉组件为多个;
12.多个所述抽拉组件在所述第二机架上并排设置,以对应所述芯模。
13.在一可实施方式中,所述抽拉组件还包括旋转电机、抽拉连接杆和连接头;
14.所述旋转电机的机身安装于所述第二机架;
15.所述抽拉连接杆的一端穿过所述第二机架并连接所述旋转电机的输出轴,另一端连接所述连接头。
16.在一可实施方式中,所述旋拧组件设有通道,所述抽拉组件穿过所述通道以可拆卸连接芯模。
17.在一可实施方式中,所述端头模板拆卸机还包括驱动组件;
18.所述驱动组件安装于第一机架且连接至少两个所述旋拧组件,以驱动至少两个所述旋拧组件合拢或者分开。
19.在一可实施方式中,所述驱动组件包括第一滑轨、第一齿条和多个第一电机;
20.所述第一滑轨和第一齿条平行设置,均安装于所述第一机架;
21.多个旋拧组件可移动地安装于第一滑轨;
22.每一所述第一电机的机身安装于对应每一所述旋拧组件,每一所述第一电机的输出轴通过齿轮与所述第一齿条啮合。
23.在一可实施方式中,所述驱动组件还包括第二滑轨、第二齿条和第二电机;
24.所述第二滑轨安装于所述第一机架;
25.所述第一滑轨和第一齿条均通过连接架安装于所述第二滑轨,第一滑轨与所述第二滑轨交错设置;
26.所述第二齿条安装于所述第一机架且与所述第二滑轨平行设置;
27.所述第二电机的机身安装于于所述连接架,其输出轴通过齿轮与所述第二齿条啮合。
28.在一可实施方式中,所述端头模板拆卸机还包括伸缩件和定位夹持组件;
29.所述定位夹持组件安装于所述第一机架;
30.所述伸缩件的一端安装于所述第一机架,另一端连接所述定位夹持组件,用于驱动所述定位夹持组件能够可拆卸连接端头模板。
31.在一可实施方式中,定位夹持组件包括第一连接杆和第二连接杆;
32.所述第一连接杆的一端铰接于所述第一机架,另一端通过铰接杆铰接于所述第二连接杆的杆身;
33.所述伸缩件的一端安装于所述第一机架,另一端连接所述第一连接杆的杆身;
34.所述第二连接杆的一端铰接于第一机架,另一端在所述伸缩件驱动下以能够可拆卸连接地所述端头模板。
35.本实用新型实施例提供的一种预制构件生产用拆模设备,通过将第一机架和第二机架前后依次布置,在拆卸时,芯模拆卸机的抽拉组件通过穿过端头模板拆卸机的方式拆卸芯模,使得两台装置在同一个工位即可完成端头模板以及芯模的拆卸,此方案节省了更换工位的时间,进而提高了生产效率。
36.需要理解的是,本实用新型的教导并不需要实现上面所述的全部有益效果,而是特定的技术方案可以实现特定的技术效果,并且本实用新型的其他实施方式还能够实现上面未提到的有益效果,如降低劳动成本、提高生产安全性等。
附图说明
37.通过参考附图阅读下文的详细描述,本实用新型示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本实用新型的若干实施方式,其中:
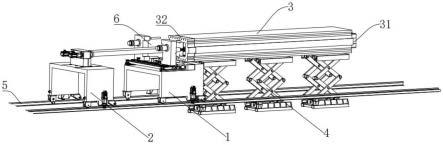
38.图1为本实用新型实施例中拆模设备的结构示意图;
39.图2为本实用新型实施例中端头模板拆卸机的结构示意图;
40.图3为本实用新型实施例芯模拆卸机的结构示意图;
41.图4为图2中a处的放大示意图;
42.图5为图2中b处的放大示意图;
43.图6为本实用新型实施例端头模板拆卸机中定位夹持组件和伸缩件的结构示意图。
44.图中:1、端头模板拆卸机;11、第一机架;12、旋拧组件;121、旋拧轴;122、减速箱;123、驱动电机;13、驱动组件;131、第一滑轨;132、第一齿条;133、第一电机;134、第二滑轨;135、第二齿条; 136、第二电机;137、连接架;14、定位夹持组件;141、第一连接杆; 142、第二连接杆;143、铰接杆;15、伸缩件;2、芯模拆卸机;21、第二机架;22、抽拉组件;221、旋转电机;222、抽拉连接杆;223、连接头;3、预制构件;31、芯模;32、端头模板;321、凹槽;4、支撑装置;5、导轨;6、通道;7、地面齿条;8、第一行走电机;9、第二行走电机。
具体实施方式
45.为使本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而非全部实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
46.参考图1-图3所示,本实用新型提供一种预制构件生产用拆模设备,包括端头模板拆卸机1和芯模拆卸机2;端头模板拆卸机1包括第一机架11和至少一个旋拧组件12;其中,至少一个旋拧组件12可移动地安装于第一机架11;芯模拆卸机2包括第二机架21和抽拉组件22;其中,第二机架21与第一机架11前后依次布置;抽拉组件22安装于第二机架 21,抽拉组件22能够穿过端头模板拆卸机1以可拆卸地连接芯模31;第一机架11和第二机架21中的至少一者为行走式机架。
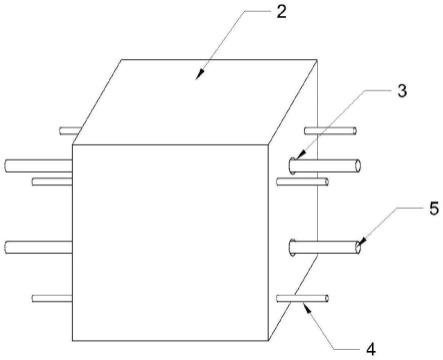
47.本实施例中,本拆模设备用于拆卸预制构件3上的模板,预制构件 3具体可以是桩、柱、板或墙等,参考图1所示,空心预制构件3从外模中脱模后,空心预制构件3上还粘连有位于预制构件3端部的端头模板32、位于预制构件3内部的芯模31,端头模板32具体可以为张拉板或者固定板,本实施例针对芯模31和端头模板32进行拆卸。
48.在预制构件3养护完成后进行拆卸模板的操作,拆卸之前,预制构件3连同端头模板32以及芯模31一起位于地面上,也可以放置在支撑装置4,其中,在预制构件3连同端头模板32以及芯模31一起放置支撑装置4的情况下,参考图1所示,端头模板拆卸机1、芯模拆卸机2 和支撑装置4沿前后方向依次设置,其中前后方向为预制构件3的长度方向,端头模板拆卸机1位于芯模拆卸机2和支撑装置4之间。端头模板拆卸机1位于靠近端头模板32的位置,用于拆卸预制构件3上的端头模板32;芯模拆卸机2用于拆卸预制构件3上的芯模31。
49.参考图1-图3所示,第一机架11和第二机架21至少一者为行走式机架。
50.在仅第一机架11为行走式机架的情况下,第二机架21固定安装于指定位置,由于抽拉组件22可以与芯模31可拆卸连接;拆芯模时,抽拉组件22与芯模31连接,可通过驱使预制构件3往远离第二机架21 的方向移动,进而将预制构件3与芯模31分离;在芯模31拆卸完成之后,端头模板拆卸机1的旋拧组件12移动至可旋拧端头模板32上的紧固件的位置,通过旋拧组件12对端头模板32上的紧固件(如螺栓)进行拆卸操作,使得端头模板32与预制构件
3的钢筋骨架脱离连接,再通过第一机架11朝远离预制构件3的方向移动,同时由端头模板拆卸机 1带动端头模板32一起移动,使端头模板32脱离于预制构件3。
51.在仅第二机架21为行走式机架的情况下,第一机架11固定在靠近端头模板32位置,端头模板拆卸机1的旋拧组件12位于可旋拧端头模板32上的紧固件的位置,拆模时,第二机架21带动抽拉组件22向靠近第一机架11的方向移动,抽拉组件22穿过端头模板拆卸机1以连接芯模31,接着将第二机架21往远离第一机架11方向驶离,进而将芯模 31从预制构件3内抽出,从而实现芯模31与空心预制构件3的分离;在芯模31拆卸完成之后,通过旋拧组件12对端头模板32上的紧固件进行拆卸,最后通过驱使预制构件3往远离第一机架11的方向移动,进而使预制构件3与端头模板32彻底分离。
52.在第一机架11和第二机架21均为行走式机架的情况下,拆卸时,第一机架11带动旋拧组件12移动至旋拧端头模板32上的紧固件位置;接着第二机架21移动至靠近第一机架11的位置,抽拉组件22穿过端头模板拆卸机1以连接芯模,之后第二机架21往远离第一机架11的方向移动,以将芯模31从预制构件3内抽出;在芯模31拆卸之后,通过旋拧组件12对端头模板32上的紧固件进行拆卸,最后驱使第一机架11 往远离预制构件3的方向移动,进而使端头模板32脱离于预制构件3。
53.由此,通过将第一机架11和第二机架21前后依次布置,在拆芯模时,芯模拆卸机2的抽拉组件22能够穿过端头模板拆卸机1以实现拆卸芯模,使得两台装置在同一个工位即可完成端头模板32以及芯模31 的拆卸,此方案节省了更换工位的时间,进而提高了生产效率。
54.进一步的,参考图1所示,支撑装置4可以调节其自身的竖向高度从而使预制构件3所在高度与端头模板拆卸机1和芯模拆卸机2所在高度相适应,从而便于拆模,具体地,支撑装置4包括若干个自动升降台,自动升降台数量的多少取决于预制构件3的尺寸或者重量,若预制构件 3的长度过长或者重量过大致使较少数量的自动升降台无法承载预制构件3的情况下,可考虑增加自动升降台的数量共同承载预制构件3。在多个自动升降台的情况下,多个自动升降台沿预制构件3的长度方向间隔排列,每个自动升降台可单独进行高度调节,以适配于具有不平整表面的预制构件3,如竹节桩,其中,自动升降台的高度调节方式具体可以是油缸或者气缸驱动。
55.进一步的,行走式机架可沿安装在地面的导轨5上进行移动。
56.参考图2和图4所示,若第一机架11为行走式机架,第一机架11 通过地面齿条7和第一行走电机8在导轨5上移动,其中,第一机架11 通过滚轮沿导轨5移动,地面齿条7固定安装在导轨5的一侧,地面齿条7与导轨5平行设置,第一行走电机8安装在第一机架11的底部并通过齿轮啮合于地面齿条7,第一行走电机8转动时带动整个第一机架11 沿着导轨5移动。
57.参考图3所示,若第二机架21为行走式机架,第二机架21通过地面齿条7和第二行走电机9沿导轨5上移动,其中,第二机架21通过滚轮沿导轨5移动,第二行走电机9安装于第二机架21并通过齿轮连接于地面齿条7,第二行走电机9转动时,带动整个第二机架21沿着导轨5移动。
58.在一可实施方式中,参考图1所示,旋拧组件12设有通道6,抽拉组件22穿过通道6以能够可拆卸地连接芯模31。
59.本实施例中,在旋拧组件12数量为一个的情况下,旋拧组件12设有通道6,可供抽拉组件22和芯模31穿过。
60.在旋拧组件12的数量为两个的情况下,两个旋拧组件12均可移动地并排安装在第一机架11上,当两个旋拧组件12左右分开并间隔一定距离时,两个旋拧组件12之间形成通道6,抽拉组件22具体穿过通道 6以可拆卸连接芯模31,通道6可供芯模31穿过;当两个旋拧组件12 合并后,旋拧组件12与端头模板32上的紧固件的位置相适应,并可对端头模板32上的紧固件进行拆卸。
61.当然,旋拧组件12的数量也可以是三个以上,在三个旋拧组件12 的情况下,三个旋拧组件12均可移动地并排安装在第一机架11上,当三个以上旋拧组件12向左右两侧分开时,将形成通道6。其中,在旋拧组件12的数量为两个以上时,通道6的大小可以是供一个芯模31穿过,也可以是供两个以上芯模31穿过,根据实际需要设定。
62.在一可实施方式中,参考图2和图5所示,端头模板拆卸机1还包括驱动组件13;驱动组件13安装于第一机架11且连接至少两个旋拧组件12,以驱动至少两个旋拧组件12合拢或者分开。
63.本实施例中,驱动组件13安装在第一机架11上,在驱动组件13 的驱使下,两个以上旋拧组件12可以合拢或者分开,在分开状态下,相邻两个旋拧组件12之间形成通道6,在合拢状态下,合并后的多个旋拧组件12与端头模板32上紧固件位置相适应。
64.在一可实施方式中,参考图5所示,驱动组件13包括第一滑轨131、第一齿条132和多个(包含两个)第一电机133;第一滑轨131和第一齿条132平行设置,均安装于第一机架11;多个旋拧组件12可移动地安装于第一滑轨131;每一第一电机133的机身安装于对应每一旋拧组件12,每一第一电机133的其输出轴通过齿轮与第一齿条132啮合。
65.本实施例中,第一滑轨131安装在第一机架11上,其长度方向垂直于前后方向;第一齿条132安装在第一机架11上并且与第一滑轨131 相互平行;旋拧组件12的底部通过滑块滑动安装于第一滑轨131。第一电机133的数量与旋拧组件12的数量一致,第一电机133的机身安装于对应旋拧组件12的底部,其输出轴通过齿轮活动连接第一齿条132;当第一电机133转动时,带动旋拧组件12沿着第一滑轨131往复运动,以调整旋拧组件12到端头模板32沿前后方向的中心线的左右距离。当多个第一电机133相互配合时,可令多个旋拧组件12合拢或者分开。
66.在一可实施方式中,驱动组件13还包括第二滑轨134、第二齿条 135和第二电机136;第二滑轨134安装于第一机架11;第一滑轨131 和第一齿条132均通过连接架137安装于第二滑轨134,第一滑轨131 与第二滑轨134交错设置;第二齿条135安装于第一机架11且与第二滑轨134平行设置;第二电机136的机身安装于连接架137,其输出轴通过齿轮与第二齿条135啮合。
67.本实施例中,第二滑轨134安装在第一机架11上,其长度方向与前后方向平行;第二齿条135安装在第一机架11上并且安装在第二滑轨 134的一侧并与第二滑轨134相互平行;连接架137通过滑块滑动安装于第二滑轨134;第二电机136的机身安装在连接架137,其输出轴通过齿轮与第二齿条135啮合,当第二电机136转动时,可带动连接架137 及其上的旋拧组件12沿前后方向靠近或远离端头模板32运动,以调整旋拧组件12与端头模板32的前后距离。
68.在一可实施方式中,参考图2所示,每一旋拧组件12包括多个旋拧轴121;多个旋拧轴121在旋拧组件12上并排设置且同向转动,以对应于端头模板32上的多个紧固件。
69.本实施例中,每一旋拧组件12还包括减速箱122、驱动电机123,减速箱122安装在连接架137上;减速箱122内设有多个齿轮,多个齿轮两两相互啮合,具体包括主动轮、惰轮和从动轮,多个旋拧轴121平行安装在减速箱122朝向端头模板32的一侧并且每一旋拧轴121与减速箱122内对应的每一从动轮固定,驱动电机123安装在减速箱122的另一侧。当驱动电机123转动时,带动主动轮转动,主动轮带动与其啮合的惰轮或从动轮转动,并且从动轮通过惰轮实现所有从动轮的同向转动,进而带动多个旋拧轴121同向转动端头模板32上的多个紧固件,以使端头模板32与预制构件内的钢筋骨架脱离连接,使得端头模板32 受力时能与预制构件分离。
70.在一可实施方式中,参考图3所示,抽拉组件22为多个;多个抽拉组件22在第二机架21上并排设置,以对应多个芯模31。
71.本实施例中,多个抽拉组件22横向并排安装在第二机架21上,多个抽拉组件22在穿过端头模板拆卸机1的过程后分别连接预制构件3 内的多个芯模13。
72.在一可实施方式中,抽拉组件22还包括旋转电机221、抽拉连接杆 222和连接头223;旋转电机221的机身安装于第二机架21;抽拉连接杆222的一端穿过第二机架21并连接旋转电机221的输出轴,另一端连接连接头223。
73.本实施例中,连接头223与芯模31可拆卸连接,一般的,芯模31 的端部内悬置有横向固定杆,横向固定杆与芯模31连接,连接头223 则优选为是连接套筒,连接套筒的外端设有抵接部;在连接时,连接套筒首先套设于横向固定杆,接着在旋转电机221的驱动下周向旋转,使横向固定杆卡接在抵接部,从而实现连接头223与芯模31连接。
74.在一可实施方式中,参考图6所示,端头模板拆卸机1还包括伸缩件15和定位夹持组件14;定位夹持组件14安装于第一机架11;伸缩件 15的一端安装于第一机架11,另一端连接定位夹持组件14,用于驱动定位夹持组件14转动以形成对端头模板32的夹持定位及定位导向。
75.本实施例中,伸缩件15和定位夹持组件14均具体位于端头模板32 和旋拧组件12之间。伸缩件15和定位夹持组件14设有两组,以分别对应端头模板32上的凸出结构的左右两个凹槽321。
76.拆模前,定位夹持组件14在伸缩件15的作用下收拢于第一机架11 的端头模板32放置处;拆卸时,在伸缩件15的作用下,定位夹持组件 14竖起,以在预制构件上的端头模板32放置在第一机架11上时抵接端头模板32上两侧的凹槽321,对端头模板32形成定位导向,使得放置在第一机架11上的端头模板32位置正确,避免偏位影响后续的芯模拆卸和端头模板拆卸,以及在芯模拆卸和端头模板拆卸时,定位夹持组件 14定位夹持端头模板32,通过抵接端头模板32,使得在拆卸芯模31时可防止空心预制构件3发生偏移、在拆卸端头模板32上紧固件时可防止端头模板32产生倾斜或者偏移,进而提高拆卸的稳定性。
77.在一可实施方式中,定位夹持组件14具体包括第一连接杆141和第二连接杆142;第一连接杆141的一端铰接在第一机架11上,另一端通过铰接杆143铰接于第二连接杆142的杆身;伸缩件15的一端安装于第一机架11,另一端铰接第一连接杆141的杆身;第二连接杆142的一端铰接于第一机架11,另一端在伸缩件15驱动下转动形成对端头模板32的夹持
或者形成用于夹持端头模板32的夹持空间。
78.本实施例中,第一连接杆141的一端铰接在第一机架11上,另一端与铰接杆143的一端相铰接,铰接杆143的另一端与第二连接杆142的杆身相铰接;第二连接杆142的一端铰接在第一机架11,另一端悬置;
79.伸缩件15为油缸或者气缸,其尾端铰接在第一机架11上,输出端铰接在第一连接杆141的杆身。当不需要连接端头模板32时,经过油缸或者气缸的伸缩使第一连接杆141和第二连接杆142以折叠的形式收拢在第一机架11的端头模板32放置处;当需要在拆芯模31或者拆卸端头模板32上的紧固件时,经过油缸或者气缸使第一连接杆141上抬,在第一连接杆141上抬的过程中,通过铰接杆143的传动作用,带动第二连接杆142竖起并抵接在端头模板32的凹槽321内。
80.综上所述,整个拆模设备最优的执行过程为:
81.1、通过例如行吊等方式将预制构件3连同芯模31和端头模板32 一起运输至支撑装置4上;
82.2、通过控制第一行走电机8将端头模板拆卸机1向端头模板32移动,在靠近端头模板32处停止;
83.3、控制伸缩件15将第二连接杆142竖起并伸入端头模板32的凹槽321内,以连接端头模板32;
84.4、控制第一电机133将两个旋拧组件12左右分开,以形成供芯模拆卸机2中抽拉组件22穿过的通道6;
85.5、控制第二行走电机9带动芯模拆卸机2朝向端头模板拆卸机1 移动,在移动过程中,芯模拆卸机2中的抽拉组件22穿过该通道6,在连接头223套设芯模31时芯模拆卸机2停止移动;
86.6、控制旋转电机221转动,以驱使连接头223周向转动以与芯模 31连接从而成为一个整体;
87.7、控制第二行走电机9带动芯模拆卸机2和芯模31驶离,在驶离过程中,将芯模31抽出于预制构件3;
88.8、控制第一电机133和第二电机136转动,使两个分开的旋拧组件12合拢,并将旋拧组件12移动至适合拆卸端头模板32的位置;
89.9、控制驱动电机123转动,以驱使旋拧轴121转动以拆卸端头模板32上的紧固件,将端头模板32与预制构件3脱离连接;
90.10、控制第一行走电机8反向转动,端头模板拆卸机1连同端头模板32一起朝远离预制构件3的方向移动,从而将端头模板32与预制构件3分离。
91.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
92.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性
或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
93.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。