1.本实用新型属于金属铸件生产加工装置技术领域,特别涉及一种金属铸件生产压射的冲头装置。
背景技术:
2.冲头也叫凸模、上模、阳模和冲针等,冲头是机械工具中冲压模具上的金属零件,冲压是在室温下,利用安装在压力机上的冲头对铸件施加压力,使其产生分离或发生形变,进而使铸件成行为所需外形。
3.目前公告为:cn212329381u的中国实用新型专利,公开了一种金属铸件生产压射的冲头装置,所述冲压台的上侧固定连接有竖直设置的立柱,且立柱远离冲压台的一端固定连接有竖直设置的电动液压杆,所述电动液压杆的下端固定连接有升降板,且升降板远离电动液压杆的一端固定连接有四个对称设置的缓压机构,此实用新型中,通过设置定位机构可保障冲压头位移时的直上直下,进而提高冲压时的精准性,提高冲压加工的质量,设置缓压机构使安装板与升降板之间形成软性连接,减小冲压头受到的挤压力,防止冲压头受损,延长冲压头的使用寿命,设置脱模机构便于金属铸件的脱模,更加节省人力,提高加工效率。
4.现有的金属铸件生产压射的冲头装置在使用时,冲头是冲压装置上的重要组成部分,由于频繁受到较大的冲击力,冲头与工件接触的部位易出现损毁,现有的冲头装置不便于对冲头进行快速安装和更换。
技术实现要素:
5.本实用新型的目的是提供一种金属铸件生产压射的冲头装置,其优点是具备能够对冲头进行快速的安装和更换的功能。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的,一种金属铸件生产压射的冲头装置,包括操作台,所述操作台的顶面上焊接有固定框,所述固定框的顶面上栓接有液压机,所述液压机的输出端固定连接有液压杆,所述液压杆与固定框活动连接,所述液压杆的底面上固定连接有升降板,所述升降板的侧壁上活动连接有四个缓冲杆,所述缓冲杆为t形设置,所述缓冲杆的底面上焊接有压板,所述缓冲杆套接有第一弹簧,所述第一弹簧位于升降板与压板之间,所述压板的底面上设置有便于更换的冲头机构,所述操作台的顶面上焊接有放置台,所述放置台的顶面上栓接有模座,所述模座的内部设置有脱模机构。
7.采用上述技术方案,通过设置操作台、固定框、液压机、液压杆、升降板、缓冲杆、压板、第一弹簧、冲头机构、放置台、模座和脱模机构,在使用时,首先将铸件放置在模座内部,液压机推动液压杆向下运动,此时升降板向下运动,第一弹簧对压板和升降板进行支撑,压板跟随升降板向下运动,冲头机构与铸件接触时第一弹簧收缩,使冲头机构得到缓冲,冲头机构对铸件进行冲压成型,冲头机构便于进行安装和拆卸更换,脱模机构便于使冲压成型
后的铸件取出。
8.本实用新型进一步设置为:所述冲头机构包括固定筒、冲头、限位条、限位槽、固定环和套筒,所述固定筒焊接于压板的底面上,所述冲头活动连接于固定筒的中部,所述限位条焊接于冲头的两侧壁上,所述限位槽开设于固定筒的内壁两侧,所述限位条与限位槽活动连接,所述固定环焊接于冲头的侧壁上,所述固定环的顶面与固定筒的底面接触,所述套筒螺纹连接于固定筒的侧壁上,所述套筒与冲头活动连接。
9.采用上述技术方案,通过设置固定筒、冲头、限位条、限位槽、固定环和套筒,在使用时,安装冲头时,将冲头放入固定筒内,此时限位条插入限位槽中,限位条能够防止冲头转动位移,固定环与固定筒接触时,将套筒与固定筒螺纹连接,如此,能够对冲头进行固定,更换冲头时,转动套筒与固定筒分离即可对冲头进行更换,如此,能够便于冲头进行快速的安装和更换。
10.本实用新型进一步设置为:所述脱模机构包括升降槽、固定柱、升降杆、压环、升降环、第二弹簧、连接杆、压杆和放置板,所述升降槽开设于固定框的两侧壁上,所述固定柱焊接于升降槽的侧壁上,所述升降杆焊接于升降板的两侧壁上,所述压环焊接于升降杆远离升降板的一端且与固定柱活动连接,所述升降环套接与固定柱的侧壁上,所述第二弹簧套接于固定柱上,所述第二弹簧位于升降槽与升降环之间,所述连接杆焊接于升降环的侧壁上且为u形设置,所述压杆焊接于连接杆的顶面上且数量为两个,所述压杆均与放置台和模座活动连接,所述放置板焊接于压杆的顶面上且活动于模座的内部。
11.采用上述技术方案,通过设置升降槽、固定柱、升降杆、压环、升降环、第二弹簧、连接杆、压杆和放置板,在使用时,升降杆跟对升降板向下运动,压环与升降环接触并推动升降环向下运动,第二弹簧处于收缩状态,此时连接杆向下运动,压杆和放置板跟随连接杆向下运动,如此,能够在冲头对铸件冲压前将铸件推送至模座底部,冲压结束后升降杆复位,此时第二弹簧复位支撑升降环向上运动复位,此时连接杆推动压杆和放置板,如此能够使冲压结束后的铸件从模座中向上运动一定距离,便于将铸件取出。
12.本实用新型进一步设置为:所述升降板的顶面上焊接有四个导向柱,所述固定框的顶面上开设有四个导向孔,所述导向柱与导向孔活动连接。
13.采用上述技术方案,通过设置导向柱和导向孔,能够对升降板的运动进行导向。
14.本实用新型进一步设置为:所述固定框的底面上焊接有四个导向筒,所述导向筒与导向柱活动连接。
15.采用上述技术方案,通过设置导向筒,能够对导向柱的运动进行导向限制。
16.本实用新型进一步设置为:所述升降板的底面上焊接有限位块,所述压板的顶面上焊接有限位框,所述限位块与限位框活动连接。
17.采用上述技术方案,通过设置限位块和限位框,能够对压板向升降板运动进行导向,能够使升降板和压板之间的活动距离得到限制,防止第一弹簧受到挤压发生形变。
18.本实用新型进一步设置为:所述固定筒内壁的顶面上固定连接有磁吸块,所述磁吸块的底面与冲头的顶面接触。
19.采用上述技术方案,通过设置磁吸块,能够在冲头插入固定筒内时得到固定。
20.综上所述,本实用新型具有以下有益效果:
21.通过设置操作台、固定框、液压机、液压杆、升降板、缓冲杆、压板、第一弹簧、冲头
机构、放置台、模座和脱模机构,在使用时,首先将铸件放置在模座内部,液压机推动液压杆向下运动,此时升降板向下运动,第一弹簧对压板和升降板进行支撑,压板跟随升降板向下运动,冲头机构与铸件接触时第一弹簧收缩,使冲头机构得到缓冲,冲头机构对铸件进行冲压成型,冲头机构便于进行安装和拆卸更换,脱模机构便于使冲压成型后的铸件取出。
附图说明
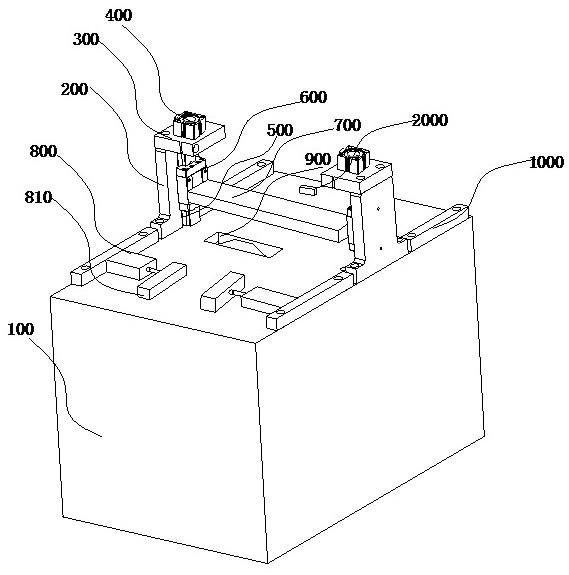
22.图1是本实用新型的整体结构示意图;
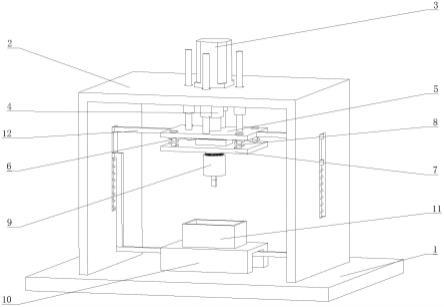
23.图2是本实用新型的左视图;
24.图3是本实用新型图2的a-a处的立体剖面图;
25.图4是本实用新型中冲头机构的结构示意图;
26.图5是本实用新型中脱模机构的结构示意图。
27.图中,1、操作台;2、固定框;3、液压机;4、液压杆;5、升降板;6、缓冲杆;7、压板;8、第一弹簧;9、冲头机构;10、放置台;11、模座;12、脱模机构;91、固定筒;92、冲头;93、限位条;94、限位槽;95、固定环;96、套筒;121、升降槽;122、固定柱;123、升降杆;124、压环;125、升降环;126、第二弹簧;127、连接杆;128、压杆;129、放置板;13、导向柱;14、导向孔;15、导向筒;16、限位块;17、限位框;18、磁吸块。
具体实施方式
28.以下结合附图对本实用新型作进一步详细说明。
29.实施例:
30.请参阅图1-图5,本实用新型提供技术方案:一种金属铸件生产压射的冲头装置,包括操作台1,操作台1的顶面上焊接有固定框2,固定框2的顶面上栓接有液压机3,液压机3的输出端固定连接有液压杆4,液压杆4与固定框2活动连接,液压杆4的底面上固定连接有升降板5,升降板5的侧壁上活动连接有四个缓冲杆6,缓冲杆6为t形设置,缓冲杆6的底面上焊接有压板7,缓冲杆6套接有第一弹簧8,第一弹簧8位于升降板5与压板7之间,压板7的底面上设置有便于更换的冲头机构9,操作台1的顶面上焊接有放置台10,放置台10的顶面上栓接有模座11,模座11的内部设置有脱模机构12,在使用时,首先将铸件放置在模座11内部,液压机3推动液压杆4向下运动,此时升降板5向下运动,第一弹簧8对压板7和升降板5进行支撑,压板7跟随升降板5向下运动,冲头机构9与铸件接触时第一弹簧8收缩,使冲头机构9得到缓冲,冲头机构9对铸件进行冲压成型,冲头机构9便于进行安装和拆卸更换,脱模机构12便于使冲压成型后的铸件取出。
31.参考图4,冲头机构9包括固定筒91、冲头92、限位条93、限位槽94、固定环95和套筒96,固定筒91焊接于压板7的底面上,冲头92活动连接于固定筒91的中部,限位条93焊接于冲头92的两侧壁上,限位槽94开设于固定筒91的内壁两侧,限位条93与限位槽94活动连接,固定环95焊接于冲头92的侧壁上,固定环95的顶面与固定筒91的底面接触,套筒96螺纹连接于固定筒91的侧壁上,套筒96与冲头92活动连接,在使用时,安装冲头92时,将冲头92放入固定筒91内,此时限位条93插入限位槽94中,限位条93能够防止冲头92转动位移,固定环95与固定筒91接触时,将套筒96与固定筒91螺纹连接,如此,能够对冲头92进行固定,更换冲头92时,转动套筒96与固定筒91分离即可对冲头92进行更换,如此,能够便于冲头92进行
快速的安装和更换。
32.参考图5,脱模机构12包括升降槽121、固定柱122、升降杆123、压环124、升降环125、第二弹簧126、连接杆127、压杆128和放置板129,升降槽121开设于固定框2的两侧壁上,固定柱122焊接于升降槽121的侧壁上,升降杆123焊接于升降板5的两侧壁上,压环124焊接于升降杆123远离升降板5的一端且与固定柱122活动连接,升降环125套接与固定柱122的侧壁上,第二弹簧126套接于固定柱122上,第二弹簧126位于升降槽121与升降环125之间,连接杆127焊接于升降环125的侧壁上且为u形设置,压杆128焊接于连接杆127的顶面上且数量为两个,压杆128均与放置台10和模座11活动连接,放置板129焊接于压杆128的顶面上且活动于模座11的内部,在使用时,升降杆123跟对升降板5向下运动,压环124与升降环125接触并推动升降环125向下运动,第二弹簧126处于收缩状态,此时连接杆127向下运动,压杆128和放置板129跟随连接杆127向下运动,如此,能够在冲头92对铸件冲压前将铸件推送至模座11底部,冲压结束后升降杆123复位,此时第二弹簧126复位支撑升降环125向上运动复位,此时连接杆127推动压杆128和放置板129,如此能够使冲压结束后的铸件从模座11中向上运动一定距离,便于将铸件取出。
33.参考图3,升降板5的顶面上焊接有四个导向柱13,固定框2的顶面上开设有四个导向孔14,导向柱13与导向孔14活动连接,能够对升降板5的运动进行导向。
34.参考图3,固定框2的底面上焊接有四个导向筒15,导向筒15与导向柱13活动连接,能够对导向柱13的运动进行导向限制。
35.参考图3,升降板5的底面上焊接有限位块16,压板7的顶面上焊接有限位框17,限位块16与限位框17活动连接,能够对压板7向升降板5运动进行导向,能够使升降板5和压板7之间的活动距离得到限制,防止第一弹簧8受到挤压发生形变。
36.参考图3,固定筒91内壁的顶面上固定连接有磁吸块18,磁吸块18的底面与冲头92的顶面接触,能够在冲头92插入固定筒91内时得到固定。
37.使用过程简述:在使用时,安装冲头92时,将冲头92放入固定筒91内,此时限位条93插入限位槽94中,限位条93能够防止冲头92转动位移,固定环95与固定筒91接触时,将套筒96与固定筒91螺纹连接,能够对冲头92进行固定,更换冲头92时,转动套筒96与固定筒91分离即可对冲头92进行更换,能够便于冲头92进行快速的安装和更换,在对铸件冲压时,首先将铸件放在放置板129上,液压机3推动液压杆4向下运动,此时升降板5向下运动,第一弹簧8对压板7和升降板5进行支撑,压板7跟随升降板5向下运动,升降杆123跟对升降板5向下运动,压环124与升降环125接触并推动升降环125向下运动,第二弹簧126处于收缩状态,此时连接杆127向下运动,压杆128和放置板129跟随连接杆127向下运动,铸件运动至模座11的底部,冲头92对铸件进行冲压成型,铸件成型后,升降杆123跟随升降板5运动复位,此时第二弹簧126复位支撑升降环125向上运动复位,连接杆127推动压杆128和放置板129,铸件从模座11中向上运动一定距离,如此,能够对冲头92进行快速的安装和更换。
38.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。